1.本发明涉及一种镍基高温合金低温扩散连接的方法。
背景技术:
2.镍基高温合金在高温下具有良好的机械强度、抗氧化性和抗热腐蚀性,可以在900℃下长期服役,因此广泛应用于制造燃烧室、涡轮导向叶片,涡轮盘、机匣、航空发动机紧固件等多种重要零件。目前,常用的连接镍基高温合金的方法包括如钨极氩弧焊、电子束、激光束等熔化焊方法,但其均使母材熔化,导致接头焊缝处和热影响区晶粒粗大,易导致强度降低,甚至出现裂纹等缺陷。为了降低熔化焊高热输入带来的不利影响,钎焊也是一种常用的连接方法,尽管连接过程母材不熔化,但是复杂的钎料成分不可避免的会向接头引入杂质元素,削弱接头性能。扩散连接是一种特别适合连接大面积构件的固相焊接方法,连接过程中不会引入其他杂质元素,然而镍基高温合金变形困难,采用该方法焊接时需要施加较大的压力和长时间的保温,且保温温度需要达到1150℃(母材熔点80%)以上才能获得良好的连接效果,即使引入软性中间层,如ni箔、cu箔等,以增加连接开始阶段的界面物理接触,形成良好连接接头的温度依然需要达到1000℃(母材熔点70%)以上,这无疑会造成材料在高压下变形、晶粒粗化、使用性能严重退化的问题。因此,有必要开发一种适用于连接镍基高温合金的低温扩散连接方法。
技术实现要素:
3.本发明要解决现有镍基高温合金扩散连接的温度需要达到1150℃(母材熔点80%)以上,材料在高压下变形、晶粒粗化、使用性能严重退化的问题,进而提供一种采用纳米晶镍沉积层低温扩散连接镍基高温合金的方法。
4.一种采用纳米晶镍沉积层低温扩散连接镍基高温合金的方法,它是按以下步骤进行的:
5.一、镍基高温合金的预处理:
6.对镍基高温合金依次进行碱洗、砂纸打磨、酸洗和中和处理,然后在非沉积面粘贴绝缘胶带,保证沉积面暴露,得到预处理后的镍基高温合金;
7.二、配置纳米晶镍沉积液;
8.依次将硫酸镍、氯化镍、硼酸、十二烷基硫酸钠、糖精钠与蒸馏水混合,然后在温度为55℃~60℃的条件下搅拌溶解,得到沉积液;
9.所述的沉积液中硫酸镍的浓度为300g/l~350g/l;所述的沉积液中氯化镍的浓度为45g/l~50g/l;所述的沉积液中硼酸的浓度为40g/l~50g/l;所述的沉积液中十二烷基硫酸钠的浓度为0.05g/l~0.1g/l;所述的沉积液中糖精钠的浓度为1g/l~2g/l;所述的沉积液 ph值为3.8~4.2;
10.三、沉积纳米晶镍:
11.以钛蓝包裹的电解镍块为阳极,以预处理后的镍基高温合金为阴极,在沉积液温
度为 55℃~60℃、磁力搅拌速度为300r/min~350r/min及直流电的电流密度为2a/dm2~7.5a/dm2的条件下,沉积30min~150min,然后去掉绝缘胶带,清洗并干燥,得到附着有纳米晶镍沉积层的镍基高温合金;
12.四、真空扩散连接:
13.将两块附着有纳米晶镍沉积层的镍基高温合金叠放,且纳米晶镍沉积层相对贴合,得到待焊件,将待焊件置于真空扩散炉中,利用压头对待焊件施加1mpa~1.5mpa的预压力,然后抽真空至炉内真空度为9
×
10-4
pa~5
×
10-3
pa,再以加热速率为15℃/min~20℃/min,升温至700℃~1050℃,当升温至700℃~1050℃时,利用压头对待焊件施加15mpa~30mpa 的压力,在温度为700℃~1050℃及压力为15mpa~30mpa的条件下,扩散连接保温 30min~90min,然后以5℃/min~10℃/min的降温速度,将温度降至150℃以下,抬升压头取出焊件,即完成采用纳米晶镍沉积层低温扩散连接镍基高温合金的方法。
14.本发明的有益效果是:
15.1.本发明可以在复杂异形结构的材料表面获得纳米晶镍沉积层,不受待连接材料的形状和尺寸限制,适应性广。
16.2.本发明利用纳米晶结构增强的反应扩散动力学,使得纳米晶镍沉积层与母材元素在低温下即可发生剧烈的互扩散,可以使镍基高温合金的现有扩散连接温度降低 300℃~400℃,有效抑制了接头的形变。
17.3.通过低温扩散连接获得的镍基高温合金焊件不仅保存了母材原始的性能,接头抗拉强度可达到800mpa以上(母材的98%),而且操作便捷,成本较低。
附图说明
[0018][0019]
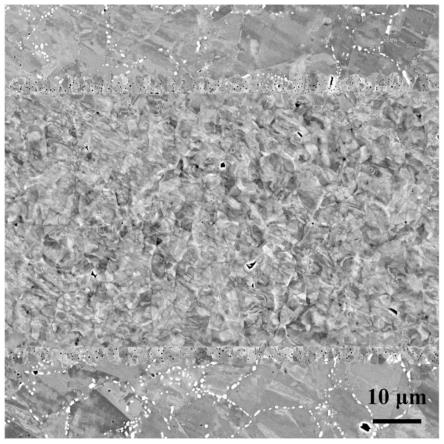
图1为实施例一步骤三制备的附着有纳米晶镍沉积层的镍基高温合金的微观组织图;
[0020]
图2为对比实验一制备的未沉积纳米晶镍沉积层的镍基高温合金扩散件连接接头的界面横截面微观组织图;
[0021]
图3为实施例一制备的采用纳米晶镍沉积层的镍基高温合金扩散件连接接头的界面横截面微观组织图。
具体实施方式
[0022]
具体实施方式一:本实施方式一种采用纳米晶镍沉积层低温扩散连接镍基高温合金的方法,它是按以下:
[0023]
一、镍基高温合金的预处理:
[0024]
对镍基高温合金依次进行碱洗、砂纸打磨、酸洗和中和处理,然后在非沉积面粘贴绝缘胶带,保证沉积面暴露,得到预处理后的镍基高温合金;
[0025]
二、配置纳米晶镍沉积液;
[0026]
依次将硫酸镍、氯化镍、硼酸、十二烷基硫酸钠、糖精钠与蒸馏水混合,然后在温度为55℃~60℃的条件下搅拌溶解,得到沉积液;
[0027]
所述的沉积液中硫酸镍的浓度为300g/l~350g/l;所述的沉积液中氯化镍的浓度
为 45g/l~50g/l;所述的沉积液中硼酸的浓度为40g/l~50g/l;所述的沉积液中十二烷基硫酸钠的浓度为0.05g/l~0.1g/l;所述的沉积液中糖精钠的浓度为1g/l~2g/l;所述的沉积液 ph值为3.8~4.2;
[0028]
三、沉积纳米晶镍:
[0029]
以钛蓝包裹的电解镍块为阳极,以预处理后的镍基高温合金为阴极,在沉积液温度为 55℃~60℃、磁力搅拌速度为300r/min~350r/min及直流电的电流密度为2a/dm2~7.5a/dm2的条件下,沉积30min~150min,然后去掉绝缘胶带,清洗并干燥,得到附着有纳米晶镍沉积层的镍基高温合金;
[0030]
四、真空扩散连接:
[0031]
将两块附着有纳米晶镍沉积层的镍基高温合金叠放,且纳米晶镍沉积层相对贴合,得到待焊件,将待焊件置于真空扩散炉中,利用压头对待焊件施加1mpa~1.5mpa的预压力,然后抽真空至炉内真空度为9
×
10-4
pa~5
×
10-3
pa,再以加热速率为15℃/min~20℃/min,升温至700℃~1050℃,当升温至700℃~1050℃时,利用压头对待焊件施加15mpa~30mpa 的压力,在温度为700℃~1050℃及压力为15mpa~30mpa的条件下,扩散连接保温 30min~90min,然后以5℃/min~10℃/min的降温速度,将温度降至150℃以下,抬升压头取出焊件,即完成采用纳米晶镍沉积层低温扩散连接镍基高温合金的方法。
[0032]
具体实施方式步骤一中根据实际需求,将镍基高温合金采用电火花线切割加工成预定的尺寸。
[0033]
具体实施方式步骤四中当温度到达扩散连接保温温度时立刻通过压头施加 15mpa~30mpa的压力。
[0034]
具体实施方式所述的纳米晶镍沉积层与镍基高温合金母材有较高的结合力,形成了紧密的物理接触。
[0035]
具体实施方式利用沉积层与母材紧密的界面物理接触以及纳米晶结构增强的反应扩散动力学,使得纳米晶镍沉积层与母材元素在低温下即可发生剧烈的互扩散,从而实现镍基高温合金的低温扩散连接,并将扩散连接温度大幅度降低300℃~400℃。若采用剥离后的纳米晶镍层仅能将现有扩散连接温度降低50℃~150℃。
[0036]
本实施方式的有益效果是:
[0037]
1.本实施方式可以在复杂异形结构的材料表面获得纳米晶镍沉积层,不受待连接材料的形状和尺寸限制,适应性广。
[0038]
2.本实施方式利用纳米晶结构增强的反应扩散动力学,使得纳米晶镍沉积层与母材元素在低温下即可发生剧烈的互扩散,可以使镍基高温合金的现有扩散连接温度降低 300℃~400℃,有效抑制了接头的形变。
[0039]
3.通过低温扩散连接获得的镍基高温合金焊件不仅保存了母材原始的性能,接头抗拉强度可达到800mpa以上(母材的98%),而且操作便捷,成本较低。
[0040]
具体实施方式二:本实施方式与具体实施方式一不同的是:步骤一中所述的碱洗具体是按以下步骤进行:将氢氧化钠溶液加热至温度为60℃~70℃,然后将镍基高温合金浸渍于温度为60℃~70℃的氢氧化钠溶液中,浸洗5min~10min;所述的氢氧化钠溶液的浓度为10g/l~20g/l。其它与具体实施方式一相同。
[0041]
具体实施方式三:本实施方式与具体实施方式一或二之一不同的是:步骤一中所
述的砂纸打磨具体是按以下步骤进行:采用180#、400#、800#、1200#、1500#、2000#、 3000#和5000#砂纸逐级打磨待沉积面,得到砂纸打磨后的镍基高温合金。其它与具体实施方式一或二相同。
[0042]
具体实施方式四:本实施方式与具体实施方式一至三之一不同的是:步骤一中所述的酸洗具体是按以下步骤进行:将氯化钠、蒸馏水、硫酸和硝酸依次混合,得到酸洗液,将砂纸打磨后的镍基高温合金置于酸洗液中,在室温下浸洗5min~20min,得到酸洗后的镍基高温合金;
[0043]
所述的酸洗液中氯化钠的浓度为30g/l~40g/l;所述的酸洗液中硫酸的浓度为 1500ml/l~2000ml/l;所述的酸洗液中硝酸的浓度为2000ml/l~2500ml/l。其它与具体实施方式一至三相同。
[0044]
具体实施方式五:本实施方式与具体实施方式一至四之一不同的是:步骤一中所述的中和处理具体是按以下步骤进行:将酸洗后的镍基高温合金置于氨水中,在室温下浸洗1min~2min,浸洗后用流水冲洗,并在温度为60℃~80℃的条件下,真空干燥箱烘干;所述的氨水的体积百分数为1%~2%。其它与具体实施方式一至四相同。
[0045]
具体实施方式六:本实施方式与具体实施方式一至五之一不同的是:步骤二中利用质量百分数为10%的稀盐酸或浓度为40g/l的naoh溶液调节ph值至3.8~4.2。其它与具体实施方式一至五相同。
[0046]
具体实施方式七:本实施方式与具体实施方式一至六之一不同的是:步骤三制备得到附着有厚度为10μm~50μm纳米晶镍沉积层的镍基高温合金露。其它与具体实施方式一至六相同。
[0047]
具体实施方式八:本实施方式与具体实施方式一至七之一不同的是:步骤三中所述的清洗并干燥具体是用流水冲洗2min~3min,然后在温度为60℃~80℃的条件下,真空干燥箱烘干;步骤三中在沉积液温度为55℃~60℃、磁力搅拌速度为300r/min~350r/min 及直流电的电流密度为2a/dm2~5a/dm2的条件下,沉积60min~150min。其它与具体实施方式一至七相同。
[0048]
具体实施方式九:本实施方式与具体实施方式一至八之一不同的是:步骤四中以加热速率为15℃/min~20℃/min,升温至700℃~800℃。其它与具体实施方式一至八相同。
[0049]
具体实施方式十:本实施方式与具体实施方式一至九之一不同的是:步骤四中在温度为700℃~800℃及压力为15mpa~20mpa的条件下,扩散连接保温30min~45min。其它与具体实施方式一至九相同。
[0050]
采用以下实施例验证本发明的有益效果:
[0051]
实施例一:
[0052]
一种采用纳米晶镍沉积层低温扩散连接镍基高温合金的方法,它是按以下步骤进行的:
[0053]
一、镍基高温合金的预处理:
[0054]
对镍基高温合金依次进行碱洗、砂纸打磨、酸洗和中和处理,然后在非沉积面粘贴绝缘胶带,保证沉积面暴露,得到预处理后的镍基高温合金;
[0055]
二、配置纳米晶镍沉积液;
[0056]
依次将硫酸镍、氯化镍、硼酸、十二烷基硫酸钠、糖精钠与蒸馏水混合,然后在温度
为60℃的条件下搅拌溶解,得到沉积液;
[0057]
所述的沉积液中硫酸镍的浓度为300g/l;所述的沉积液中氯化镍的浓度为45g/l;所述的沉积液中硼酸的浓度为40g/l;所述的沉积液中十二烷基硫酸钠的浓度为0.1g/l;所述的沉积液中糖精钠的浓度为1g/l;所述的沉积液ph值为4;
[0058]
三、沉积纳米晶镍:
[0059]
以钛蓝包裹的电解镍块为阳极,以预处理后的镍基高温合金为阴极,在沉积液温度为 60℃、磁力搅拌速度为350r/min及直流电的电流密度为2a/dm2的条件下,沉积84min,然后去掉绝缘胶带,清洗并干燥,得到附着有纳米晶镍沉积层的镍基高温合金;
[0060]
四、真空扩散连接:
[0061]
将两块附着有纳米晶镍沉积层的镍基高温合金叠放,且纳米晶镍沉积层相对贴合,得到待焊件,将待焊件置于真空扩散炉中,利用压头对待焊件施加1.5mpa的预压力,然后抽真空至炉内真空度为9
×
10-4
pa,再以加热速率为15℃/min,升温至800℃,当升温至800℃时,利用压头对待焊件施加20mpa的压力,在温度为800℃及压力为20mpa的条件下,扩散连接保温45min,然后以10℃/min的降温速度,将温度降至150℃,抬升压头取出焊件,得到采用纳米晶镍沉积层的镍基高温合金扩散件。
[0062]
步骤一中所述的碱洗具体是按以下步骤进行:将氢氧化钠溶液加热至温度为60℃,然后将镍基高温合金浸渍于温度为60℃的氢氧化钠溶液中,浸洗10min;所述的氢氧化钠溶液的浓度为20g/l。
[0063]
步骤一中所述的砂纸打磨具体是按以下步骤进行:采用180#、400#、800#、1200#、 1500#、2000#、3000#和5000#砂纸逐级打磨待沉积面,得到砂纸打磨后的镍基高温合金。
[0064]
步骤一中所述的酸洗具体是按以下步骤进行:将氯化钠、蒸馏水、硫酸和硝酸依次混合,得到酸洗液,将砂纸打磨后的镍基高温合金置于酸洗液中,在室温下浸洗5min,得到酸洗后的镍基高温合金;
[0065]
所述的酸洗液中氯化钠的浓度为30g/l;所述的酸洗液中硫酸的浓度为1500ml/l;所述的酸洗液中硝酸的浓度为2250ml/l。
[0066]
步骤一中所述的中和处理具体是按以下步骤进行:将酸洗后的镍基高温合金置于氨水中,在室温下浸洗2min,浸洗后用流水冲洗,并在温度为80℃的条件下,真空干燥箱烘干;所述的氨水的体积百分数为1%。
[0067]
步骤三制备得到附着有厚度为25μm纳米晶镍沉积层的镍基高温合金露。
[0068]
步骤三中所述的清洗并干燥具体是用流水冲洗3min,然后在温度为80℃的条件下,真空干燥箱烘干。
[0069]
步骤一中所述的镍基高温合金为直径为16mm及高度为15mm的圆柱。
[0070]
步骤一中所述的镍基高温合金为hastelloy x。
[0071]
对比实验一:本对比实验与实施例一不同的是:取消步骤二及步骤三,将步骤一制备的预处理后的镍基高温合金直接进行步骤四真空扩散连接,且步骤四中将两块制备的预处理后的镍基高温合金叠放,得到待焊件,将待焊件置于真空扩散炉中,利用压头对待焊件施加1.5mpa的预压力,然后抽真空至炉内真空度为9
×
10-4
pa,再以加热速率为 15℃/min,升温至1050℃,当升温至1050℃时,利用压头对待焊件施加20mpa的压力,在温度为1050℃及压力为20mpa的条件下,扩散连接保温45min,然后以10℃/min的降温速度,将温度降至
150℃,抬升压头取出焊件,得到未沉积纳米晶镍沉积层的镍基高温合金扩散件。其它与实施例一相同。
[0072]
对比实验二:本对比实验与实施例一不同的是:取消步骤二及步骤三,采用[cn 113695731a]方法制备剥离纳米晶镍层;步骤四中将预处理后的镍基高温合金叠放,且剥离纳米晶镍层置于两块预处理后的镍基高温合金中间作为中间层,得到待焊件。其它与实施例一相同。
[0073]
图1为实施例一步骤三制备的附着有纳米晶镍沉积层的镍基高温合金的微观组织图;由图可知,纳米晶沉积层的平均晶粒尺寸为27nm。
[0074]
图2为对比实验一制备的未沉积纳米晶镍沉积层的镍基高温合金扩散件连接接头的界面横截面微观组织图;由图可知,未沉积纳米晶镍的镍基高温合金直接扩散连接接头的界面存在部分未焊合的微小孔洞,未实现良好的连接。
[0075]
图3为实施例一制备的采用纳米晶镍沉积层的镍基高温合金扩散件连接接头的界面横截面微观组织图;由图可知,接头界面处形成了一定厚度的扩散层,实现了良好的连接。
[0076]
对实施例一制备的采用纳米晶镍沉积层的镍基高温合金扩散件进行拉伸测试,加载速度为0.5mm/min,接头平均极限抗拉强度可达到833mpa(母材抗拉强度的98%),满足使用要求。
[0077]
相对于对比实验一,实施例一采用纳米晶镍沉积层的镍基高温合金扩散连接温度降低了250℃,有效抑制了材料在高压下变形、晶粒粗化、使用性能严重退化的问题。
[0078]
相对于实施例一,在相同的扩散连接温度下,对比实验二采用剥离后的纳米晶镍作为中间层的连接件,连接接头的界面存在部分未焊合的微小孔洞,未实现良好的连接。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。