结构体、结构体的制造方法以及制造结构体的系统
1.本技术是申请日为2019年6月28日,申请号为2019800404025,名称为“结构体、结构体的制造方法以及制造结构体的系统”的分案申请。
技术领域
2.本发明涉及一种结构体、结构体的制造方法以及制造结构体的系统。
背景技术:
3.(第一观点)
4.以往,提出有通过三维造型装置来制造例如鞋的内底(insole)这种结构体的技术(例如,参照专利文献1)。在专利文献1中,基于脚的三维造型数据,通过三维造型装置来对鞋内底进行造型。另外,在专利文献1中,公开了为抑制因母趾外翻导致的疼痛而对三维造型数据加以补正。像这样,以往,提出有为提高用户的使用感而对三维造型数据加以补正的技术。
5.在此,在提高结构体的使用感的方法中,有根据结构体的各部位来改变结构体的弹性的方法。在此,结构体的弹性(缓冲性)是表示结构体的硬度和柔软度的指标。在改变结构体的弹性的方法中,除了根据结构体的各部位来改变树脂材料的第一方法之外,还有根据结构体的各部位来改变构成结构体的线状树脂的配置间隔(填充率)的第二方法(以下,称为填充率控制方法)。
6.(第二观点)
7.以往,提出有通过三维造型装置来制造例如鞋的内底这种结构体的技术(例如,参照专利文献1)。在专利文献1中,基于脚的三维造型数据,通过三维造型装置来对鞋内底进行造型。
8.(第三观点)
9.提出有如下各种方案的制品(例如,参照专利文献2),即,在三维造型装置中,通过从喷嘴向基材层喷出线状树脂(单纤维)来在基材层上层叠线状结构体,并在基材层上形成具有线状结构体的覆盖层。在专利文献2的三维造型装置中,在喷嘴与基材层隔开间隔的状态下,从喷嘴向基材层喷出线状树脂。
10.在此,通过改变基材层的构成材料以及覆盖层的树脂材料,能够利用三维造型装置制造具有各种各样的功能的结构体。例如,在制造鞋的内底的情况下,有时,使鞋内底的上表面侧的部分由柔软的树脂构成,另外,使鞋内底的下表面侧的部分由硬的树脂构成。通过这样构成鞋内底,从而在鞋内底的上表面侧的部分能够容易地承受人的负荷,另外,在鞋内底的下表面侧的部分抑制鞋内底的变形。
11.(第四观点)
12.在专利文献3中公开有一种缓冲材料,其特征在于,具有外层部以及内层部,该外层部由具有弹性的树脂材料形成,该内层部由在施加负荷时变形且在不施加该负荷时保持形状的材料构成。由于专利文献3的缓冲材料具有上述结构,因此具有保持形状且能够确保
柔软性的效果。
13.现有技术文献
14.专利文献
15.专利文献1:日本特开2017-123974号公报
16.专利文献2:日本特开2018-94746号公报
17.专利文献3:日本特开2018-15381号公报
技术实现要素:
18.发明要解决的问题
19.(第一观点)
20.在三维造型装置的造型方式中,有通过使喷出线状树脂的喷嘴扫描来对结构体进行造型的方式。在使用这样的方式的三维造型装置并利用填充率控制方法来进行结构体的造型的情况下,在线状树脂的配置间隔为第一配置间隔的第一弹性区域以及线状树脂的配置间隔为第二配置间隔的第二弹性区域中,喷嘴的扫描间距不同。因此,在使用上述方式的三维造型装置并利用填充率控制方法来进行结构体的造型的情况下,存在使喷嘴扫描时的路径复杂化的情况。
21.本发明是鉴于这样的情况而完成的,其目的在于:提供一种结构体,即使具有弹性不同的区域,也能够抑制造型时喷嘴的扫描路径的复杂化;以及提供一种结构体的制造方法,在对具有弹性不同的区域的结构体进行造型时,能够抑制造型时喷嘴的扫描路径的复杂化。
22.(第二观点)
23.在结构体例如是人体可以穿戴的制品的情况下,在掌握对结构体的哪个部位施加多少压力的基础上,通过对结构体进行造型,能够提高结构体的使用感。专利文献1的三维造型装置获得脚的三维造型数据,但是,专利文献1的技术在使用感的提高上容易产生限制。在专利文献1的技术中,例如,对于体重不同但脚的形状相同的两个人体,造型出了形状相同的结构体(鞋内底)。即使脚的形状相同,对于体重较大的人体来说,也存在优选造型例如弹性(缓冲性)更高的结构体的情况。
24.本发明是鉴于这样的情况而完成的,其目的在于,提供一种能够提高使用感的结构体的制造方法以及制造结构体的系统。
25.(第三观点)
26.如果基材层的构成材料和覆盖层的树脂材料不同,则存在覆盖层容易从基材层脱落的情况。尤其,像专利文献2的技术那样,在喷嘴与基材层隔开间隔的状态下,在从喷嘴向基材层喷出线状树脂的情况下,整个覆盖层形成在基材层的表面上,覆盖层容易从基材层脱落。
27.本发明是鉴于这样的情况而完成的,其目的在于,提供一种抑制覆盖层从基材层脱落的结构体以及结构体的制造方法。
28.(第四观点)
29.另外,根据缓冲材料的用途,有时优选针对每个使用者设定最合适的形状,并在使用过程中该最合适的形状不会塌陷。由于专利文献3的缓冲材料的内层部在施加负荷时变
形,因此不能用于这样的用途。
30.本发明是鉴于这样的情况而完成的,其目的在于,提供一种结构体,能够容易地变形为针对每个使用者设定的形状,且能够在使用时维持该形状,并且使用感优异。
31.用于解决问题的手段
32.(第一观点)
33.根据本发明,提供一种结构体,该结构体具有造型体,造型体具有线状结构体,线状结构体由线状树脂形成,并且,造型体具有第一弹性区域以及第二弹性区域,构成第一弹性区域的所述线状树脂比构成第二弹性区域的所述线状树脂细。
34.根据本发明,构成第一弹性区域的所述线状树脂比构成第二弹性区域的所述线状树脂细。因此,即使第一弹性区域的弹性与第二弹性区域的弹性不同,也不需要改变第一弹性区域的线状树脂的配置间隔和第二弹性区域的线状树脂的配置间隔,其结果,本发明的结构体可抑制造型时的喷嘴的扫描路径的复杂化。
35.以下,举例说明本发明的各种实施方式。以下所示的实施方式能够互相组合。
36.优选地,提供一种结构体,所述造型体由所述线状结构体层叠而构成,第一弹性区域以及第二弹性区域从所述线状结构体的最下层延伸至最上层,第一弹性区域与第二弹性区域以连续的方式相连接。
37.实施方式的制造方法,提供一种结构体的制造方法,使用具有喷出线状树脂的喷嘴的三维造型装置,该方法具有造型步骤,在所述造型步骤中,通过一边使所述喷嘴进行扫描一边从所述喷嘴喷出所述线状树脂来形成造型体,在进行所述造型步骤时,使从所述喷嘴喷出的所述线状树脂的粗细变化。
38.(第二观点)
39.根据本发明,提供一种结构体的制造方法,使用三维造型装置,该方法具有获取步骤、生成步骤以及造型步骤,所述三维造型装置具有喷出线状树脂的喷嘴,在所述获取步骤中,获取表示施加到造型的对象物上的负荷的压力分布数据,在所述生成步骤中,基于所述压力分布数据来生成所述结构体的造型数据,在所述造型步骤中,基于所述造型数据使所述喷嘴进行扫描来对所述结构体进行造型。
40.根据本发明,由于基于根据压力分布数据而生成的造型数据来对结构体进行造型,因此,能够提高结构体的使用感。
41.以下,举例说明本发明的各种实施方式。以下所示的实施方式能够互相组合。
42.优选地,所述造型数据具有扫描路径数据以及粗细数据,所述扫描路径数据确定使所述喷嘴进行二维扫描时的扫描间距,所述粗细数据与所述扫描路径数据相关联,且确定从所述喷嘴喷出的所述线状树脂的粗细,在所述生成步骤中,根据所述压力分布数据来改变所述扫描路径数据或所述粗细数据。
43.优选地,提供一种方法,在所述获取步骤中,进一步获取所述对象物的外形数据,在所述生成步骤中,基于所述压力分布数据以及所述外形数据来生成所述造型数据。
44.优选地,提供一种方法,在所述造型步骤中,以基于所述造型数据使所述结构体的柔软性发生变化的方式,来对所述结构体进行造型。
45.实施方式的系统,提供一种制造结构体的系统,该系统具有获取部、生成部以及造型部,所述造型部具有三维造型装置,所述三维造型装置具有喷出线状树脂的喷嘴,所述获
取部获取表示施加到造型的对象物上的负荷的压力分布数据,所述生成部基于所述压力分布数据来生成所述结构体的造型数据,所述造型部基于所述造型数据使所述喷嘴进行扫描,来对所述结构体造型。
46.优选地,提供一种系统,所述造型数据具有扫描路径数据以及粗细数据,所述扫描路径数据确定使所述喷嘴进行二维扫描时的扫描间距,所述粗细数据与所述扫描路径数据相关联,且确定从所述喷嘴喷出的所述线状树脂的粗细,所述生成部根据所述压力分布数据来改变所述扫描路径数据或所述粗细数据。
47.优选地,提供一种系统,所述造型部,以基于所述造型数据使所述结构体的柔软性发生变化的方式,来对所述结构体进行造型。
48.(第三观点)
49.根据本发明,提供一种结构体,该结构体具有基材层以及覆盖层,所述覆盖层具有线状结构体以及含浸层,且所述覆盖层由与构成所述基材层的树脂材料不同的树脂材料构成,所述线状结构体以覆盖所述基材层的至少一部分的方式构成,在所述含浸层上形成有所述线状结构体,且构成所述含浸层的树脂含浸在所述基材层内。
50.根据本发明,构成含浸层的树脂即构成覆盖层的一部分的树脂含浸在基材层内,因此,覆盖层与基材层的结合增强。因此,根据本发明,即使覆盖层由与构成基材层的树脂材料不同的树脂材料构成,也能够抑制覆盖层从基材层脱落。
51.以下,举例说明本发明的各种实施方式。以下所示的实施方式能够互相组合。
52.优选地,提供一种结构体,所述基材层由发泡体构成,构成所述含浸层的树脂含浸在所述发泡体的气泡内。
53.实施方式的制造方法,提供一种结构体的制造方法,所述结构体具有基材层以及覆盖层,所述覆盖层由与构成所述基材层的树脂材料不同的树脂材料构成;该方法具有含浸层形成工序以及线状结构体形成工序,所述覆盖层具有线状结构体以及含浸层,在所述含浸层形成工序中,通过一边将喷出线状树脂的喷嘴按入所述基材层一边从所述喷嘴向所述基材层内喷出所述线状树脂,从而在所述基材层内形成所述含浸层,在所述线状结构体形成工序中,通过一边使所述喷嘴在所述基材层的上侧进行扫描一边从所述喷嘴喷出所述线状树脂,从而形成所述线状结构体。
54.优选地,提供一种方法,在所述含浸层形成工序中,使作为将所述喷嘴按入所述基材层的量的按入量为所述线状树脂的粗细以上。
55.优选地,提供一种方法,所述基材层由发泡体构成,在所述含浸层形成工序中,一边将所述喷嘴按入所述基材层一边从所述喷嘴向所述基材层内喷出所述线状树脂,以使所述线状树脂含浸在所述发泡体的气泡内。
56.(第四观点)
57.根据本发明,提供一种结构体,该结构体具有基材层以及覆盖层,该覆盖层覆盖所述基材层的至少一部分,所述基材层由包含形状记忆聚合物的形状记忆材料形成,所述覆盖层由软性材料形成。
58.在本发明的结构中,基材层由包含形状记忆聚合物的形状记忆材料形成,覆盖层由软性材料形成。由于形状记忆聚合物具有在玻璃化转变温度的附近弹性模量变大的性质,因此,当想要改变结构体的形状时,通过将基材层升温至比玻璃化转变温度高的温度,
并在改变形状之后,将基材层降温至比玻璃化转变温度低的温度,从而能够容易地将结构体的形状变形为根据每个使用者设定的形状,且能够在使用时维持其形状。另一方面,如果这样的基材层与使用者直接接触,则有时使用感很差,但是,由于本发明的结构体的覆盖层由软性材料形成,因此,通过在与使用者接触的部位设置覆盖层,能够提高使用感。
59.以下,举例说明本发明的各种实施方式。以下所示的实施方式能够互相组合。
60.优选地,在所述记载的结构体中,所述形状记忆聚合物的玻璃化转变温度tg为35~100℃。
61.优选地,在所述记载的结构体中,所述形状记忆聚合物的tg-20℃的温度下的弹性模量除以tg 20℃的温度下的弹性模量的值为10以上。
62.优选地,在所述记载的结构体中,所述基材层以及所述覆盖层由线状结构体层叠而构成,该线状结构体由线状树脂被二维扫描而构成。
63.优选地,在所述记载的结构体中,所述线状结构体具有多个平行延伸的槽。
64.优选地,在所述记载的结构体中,在层叠方向上邻接的两个线状结构体的一方的槽与另一方的槽交叉。
65.优选地,一种结构体的制造方法,具有基材层形成工序以及覆盖层形成工序,在所述基材层形成工序中,层叠第一线状结构体来形成基材层,所述第一线状结构体通过二维扫描第一线状树脂而形成,所述第一线状树脂由包含形状记忆聚合物的形状记忆材料构成,在所述覆盖层形成工序中,层叠第二线状结构体来形成覆盖层,所述第二线状结构体通过二维扫描第二线状树脂而形成,所述第二线状树脂由软性材料构成,所述覆盖层覆盖所述基材层的至少一部分。
66.优选地,在所述记载的方法中,在所述基材层形成工序之后进行所述覆盖层形成工序,将所述基材层作为基底来形成所述覆盖层。
67.优选地,在所述记载的方法中,在所述基材层形成工序之前进行所述覆盖层形成工序,将所述覆盖层作为基底来形成所述基材层,形成所述基材层的最下层时的第一线状树脂的温度高于形成所述基材层的剩余的层时的第一线状树脂的平均温度。
附图说明
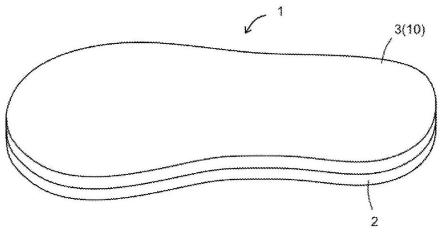
68.图1是示意性地示出具有第一观点至第四观点的实施方式的造型体10的结构体1的立体图。
69.图2a是示意性地示出线状结构体4的俯视图,该线状结构体4通过主要在第一方向d1上扫描线状树脂4b而形成;图2b是示意性地示出线状结构体5的俯视图,该线状结构体5通过主要在第二方向d2上扫描线状树脂5b而形成;图2c是示意性地示出造型体10的俯视图,该造型体10通过交替重叠线状结构体4和线状结构体5而形成。图2a至图2c在第一观点至第四观点的实施方式中通用。
70.图3a是在第一弹性区域rg1和第二弹性区域rg2中线状树脂的粗细不同的造型体10的立体图;图3b是图3a所示的造型体10的俯视图。图3a以及图3b在第一观点以及第二观点的实施方式中通用。
71.图4a是示意性地示出制造实施方式的造型体10的三维造型装置50的立体图;图4b是设置在图4a所示的头部11的内部的齿轮机构11a1的示意图。图4a以及图4b在第一观点以
及第二观点的实施方式中通用。
72.图5是控制三维造型装置50的控制装置cnt的功能框图。
73.图6示意性地示出喷嘴12向载置在造型台31上的覆盖层3喷出线状树脂的样子。
74.图7是用于说明在形成线状结构体5时使从喷嘴12喷出的线状树脂的粗细连续改变的立体图。
75.图8是造型体10b的俯视图,该造型体10b的线状树脂的配置间隔比图3a以及图3b所示的造型体10的线状树脂的配置间隔大。
76.图9是控制三维造型装置50的控制装置cnt的功能框图。
77.图10是实施方式的结构体1的覆盖层3的造型体10的立体图。
78.图11a是含浸层形成工序的说明图,图11b是线状结构体形成工序的说明图。
79.图12是本发明的第四观点的第二实施方式的结构体1的立体图。
具体实施方式
80.以下,对本发明的实施方式进行说明。在以下所示的实施方式中示出的各种特征事项能够互相组合。另外,各特征可独立地构成发明。
81.(第一观点的实施方式)
82.1.关于结构体1
83.如图1所示,结构体1具有基材层2以及覆盖层3。作为结构体1,能够列举用于看护领域(预防褥疮护具、预防尖足护具以及儿童用夹板等)、运动用途(鞋的内底等)等。结构体1通过设置由软性材料形成的覆盖层3而提高了使用感。结构体1适合于使覆盖层3与生物体(例如:人体)接触来使用的用途。在实施方式中,结构体1是鞋的内底。
84.1-1.基材层2
85.基材层2是形成有覆盖层3的层,且基材层2与覆盖层3紧贴在一起。基材层2例如能够由发泡体或海绵体构成。构成基材层2的树脂材料没有特别限定。此外,在实施方式中,以结构体1具有基材层2以及覆盖层3的形态为一个示例进行说明,但不限于此。结构体1也可以不具有基材层2。
86.1-2.覆盖层3
87.覆盖层3覆盖基材层2的至少一部分。覆盖层3由与构成基材层2的树脂材料不同的树脂材料构成。如图3a以及图3b所示,覆盖层3由造型体10构成。此外,在实施方式中,覆盖层3由造型体10构成,覆盖层3不具有造型体10以外的结构,但是,覆盖层3也可以具有造型体10以外的结构。造型体10由两种线状结构体(后述的线状结构体4、5)层叠而构成。
88.1-2-1.线状结构体4、5
89.如图2a以及图2b所示,线状结构体4、5由一根线状树脂4b以及一根线状树脂5b形成。如图2a所示,构成线状结构体4的线状树脂4b在第一方向d1上延伸,如图2b所示,构成线状结构体5的线状树脂5b在第二方向d2上延伸。在本实施方式中,第一方向d1与第二方向d2正交,但是第一方向d1与第二方向d2也可以不正交。另外,在线状结构体4、5中,形成有多个槽4a、5a。槽4a在第一方向d1上延伸,槽5a在第二方向d2上平行地延伸。即,线状树脂4b的邻接的一对直线部4c被隔开间隔,同样地,线状树脂5b的邻接的一对直线部5c被隔开间隔。
90.造型体10是具有多个线状结构体4以及多个线状结构体5的结构体,且线状结构体
4以及线状结构体5被交替地层叠。因此,如图3a及图3b所示,造型体10形成为网状,且在造型体10上形成有多个孔3a。其结果,提高了结构体1的通气性,并且提高了结构体1的覆盖层3的弹性。
91.1-2-2.第一弹性区域rg1以及第二弹性区域rg2
92.如图3a及图3b所示,造型体10具有第一弹性区域rg1以及第二弹性区域rg2。构成第一弹性区域rg1的线状树脂比构成第二弹性区域rg2的线状树脂细。具体地,线状结构体4具有第一弹性区域rg1以及第二弹性区域rg2,线状结构体5也具有第一弹性区域rg1以及第二弹性区域rg2。
93.在此,在俯视观察线状结构体4、5时,以使线状结构体4的第一弹性区域rg1的外缘与线状结构体5的第一弹性区域rg1的外缘一致的方式,使线状结构体4的第一弹性区域rg1与线状结构体5的第一弹性区域rg1重叠。同样地,在俯视观察线状结构体4、5时,以使线状结构体4的第二弹性区域rg2的边缘(外缘以及内缘)与线状结构体5的第二弹性区域rg2的边缘(外缘以及内缘)一致的方式,使线状结构体4的第二弹性区域rg2与线状结构体5的第二弹性区域rg2重叠。像这样,由于线状结构体4的第一弹性区域rg1以及第二弹性区域rg2与线状结构体5的第一弹性区域rg1以及第二弹性区域rg2重叠,因此,造型体10的第一弹性区域rg1以及第二弹性区域rg2从线状结构体4、5的最下层延伸到最上层。
94.另外,第一弹性区域rg1被配置在第二弹性区域rg2的内侧。而且,第一弹性区域rg1与第二弹性区域rg2以连续的方式相连接。也就是说,在第一弹性区域rg1以及第二弹性区域rg2之间不存在介入区域。
95.2.关于三维造型装置50
96.如图4a所示,在结构体1的制造方法中,使用三维造型装置50。三维造型装置50具有头部11、喷嘴12、框体20、一对第一引导部21、第二引导部22、台驱动部30以及造型台31。在头部11中插入有由树脂构成的线材14。此外,虽在图4a中省略了图示,但是,三维造型装置50具有第一驱动部以及第二驱动部,该第一驱动部使头部11沿第二引导部22移动,该第二驱动部使第二引导部22沿一对第二引导部22移动。第一驱动部以及第二驱动部与图5所示的头部驱动部15相对应。而且,如图5所示,三维造型装置50具有控制各种致动器的控制装置cnt。
97.2-1.三维造型装置50的结构
98.头部11被设置在第二引导部22上,且头部11构成为在第一方向d1上自由移动。在头部11内,设置有树脂供给机构11a以及加热器11b(参照图5)。树脂供给机构11a是将被插入头部11的线材14送出到喷嘴12的机构,且树脂供给机构11a能够由使齿轮机构11a1(参照图4b)和齿轮机构旋转的马达(省略图示)构成。线材14被树脂供给机构11a的齿轮机构咬合住,并通过该齿轮机构的旋转,线材14被送出到喷嘴12。另外,加热器11b被配置在喷嘴12的上部。通过加热器11b加热线材14,线材14软化,且该软化的线材14作为线状树脂从喷嘴12喷出。此外,在实施方式中,对通过齿轮机构11a1将线材14送出到喷嘴12的形态进行了说明,但是,不限定于该形态。例如,三维造型装置50可以是向喷嘴12供给颗粒型的树脂的结构,具体地,三维造型装置50也可以是如下结构,即,代替齿轮机构11a1而具有向喷嘴12供给颗粒状树脂的螺杆以及使该螺杆旋转的马达。
99.喷嘴12被固定在头部11的下部。通过头部11相对于第二引导部22移动,并且第二
引导部22相对于一对第一引导部21移动,从而使喷嘴12在造型台31上进行二维扫描。
100.框体20支撑一对第一引导部21以及第二引导部22。在框体20的内侧,配置有造型台31。台驱动部30具有使造型台31上下移动的功能。每形成任意层的线状结构体,台驱动部30就会使造型台31向下侧移动,由此,三维造型装置50能够使线状结构体层叠。
101.2-2.控制装置cnt的功能块
102.三维造型装置50的控制装置cnt获取使用结构体1的对象物(在本实施方式中为人体的脚)的对象物数据。此外,获取的该对象物数据例如为压力分布数据或外形数据。压力分布数据是表示对象物上施加的负荷的数据,外形数据是表示对象物的表面形状的数据。
103.如图5所示,控制装置cnt具有计算部u1、动作控制部u2以及存储部u3。计算部u1基于获取的对象物数据,来生成用于对造型体10进行造型的造型数据。该造型数据具有扫描路径数据以及粗细数据。另外,动作控制部u2控制头部驱动部15、台驱动部30、树脂供给机构11a以及加热器11b。存储部u3存储造型数据等各种数据。
104.控制装置cnt中包含的各功能部由专用的硬件或者执行存储部u3中存储的程序的mpu(micro processing unit:微处理器)构成。在控制装置cnt为专用的硬件的情况下,控制装置cnt例如相当于单一电路、复合电路、asic(application specific integrated circuit:特殊应用集成电路)、fpga(field-programmable gate array:现场可编程门阵列)或者他们的组合。既可以将控制装置cnt实现的各功能部分别由单独的硬件来实现,也可以将各功能部由一个硬件来实现。在控制装置cnt为mpu的情况下,控制装置cnt执行的各功能通过软件、固件、或者软件与固件的组合来实现。软件以及固件被描述为程序,并被存储在存储部u3中。mpu通过读取并执行存储在存储部u3中的程序,来实现控制装置cnt的各功能。存储部u3例如为ram、rom、快闪存储器、eprom、eeprom等非易失性或易失性的半导体存储器。
105.扫描路径数据是确定使喷嘴12进行二维扫描时的喷嘴12的路径的数据。扫描路径数据例如确定使喷嘴12进行二维扫描时的喷嘴12的扫描间距以及使喷嘴12进行二维扫描时的喷嘴12的坐标。在图2a所示的线状结构体4中,扫描路径数据所确定的扫描间距与间距pt1相对应,在图2b所示的线状结构体5中,扫描路径数据所确定的扫描间距与间距pt2相对应。另外,在图2a所示的线状结构体4中,扫描路径数据所确定的坐标为例如第二弹性区域rg2的外缘的坐标p1等的坐标,在图2b所示的线状结构体5中,扫描路径数据所确定的坐标例如为第二弹性区域rg2的外缘的坐标p2等的坐标。另外,扫描路径数据所确定的坐标包括确定第一弹性区域rg1与第二弹性区域rg2的边界的坐标。此外,在实施方式中,将扫描路径数据描述为基于对象物数据而变化,但不限定于此。即使对象物数据不同,也可以使用相同的扫描路径数据。
106.粗细数据与扫描路径数据相关联,粗细数据为确定从喷嘴12喷出的线状树脂的粗细的数据。此外,一般地,线状树脂越粗,造型体10越硬,线状树脂越细,造型体10越柔软。通过改变每单位时间从树脂供给机构11a向喷嘴12送出的线材14的量(线材14的长度),能够使从喷嘴12喷出的线状树脂的粗细发生变化。也就是说,通过动作控制部u2控制树脂供给机构11a,从喷嘴12喷出的线状树脂的粗细会发生变化。像这样,在实施方式中,粗细数据与树脂供给机构11a的控制数据相对应。
107.另外,使从喷嘴12喷出的线状树脂的粗细发生变化的方法不限定于此。喷嘴12也
可以构成为使喷出线状树脂的开口直径可变。也就是说,在喷嘴12上,设置有使喷嘴12的开口直径发生变化的直径变更机构,动作控制部u2基于造型数据来控制直径变更机构。该造型数据的粗细数据与直径变更机构的控制数据相对应。此外,喷嘴12的开口直径越大,线状树脂越粗。而且,例如,也能够通过改变喷嘴12的扫描速度来使从喷嘴12喷出的线状树脂的粗细发生变化。也就是说,通过改变喷嘴12在每单位时间内扫描的距离,能够使从喷嘴12喷出的线状树脂的粗细发生变化。在这种情况下,粗细数据与头部驱动部15的控制数据相对应。此外,由于喷嘴12的扫描速度越慢,喷嘴12喷出到任意部位的线状树脂的量也增大,因此,喷嘴12的扫描速度越慢,线状树脂越粗。
108.3.结构体1的制造方法
109.实施方式的结构体1的制造方法具有获取步骤、生成步骤以及造型步骤。
110.3-1.获取步骤
111.在获取步骤中,控制装置cnt例如从测量机器获取对象物数据。测量机器与测量脚的压力分布的机器或扫描脚的外形的机器相对应。
112.3-2.生成步骤
113.在生成步骤中,控制装置cnt的计算部u1基于对象物数据生成造型体10的造型数据。该生成的造型数据如前述那样,具有扫描路径数据以及粗细数据。在实施方式中,扫描路径数据除了确定喷嘴12扫描的路径之外,还确定第一弹性区域rg1以及第二弹性区域rg2的范围。另外,与该扫描路径数据相关联的粗细数据确定在第一弹性区域rg1中的树脂供给机构11a的控制数据(线材14的送出量)以及在第二弹性区域rg2中的树脂供给机构11a的控制数据(线材14的送出量)。此外,线材14的送出量是指,树脂供给机构11a每单位时间向喷嘴12送出的线材14的量。
114.3-3.造型步骤
115.在造型步骤中,控制装置cnt的动作控制部u2基于造型数据,来控制头部驱动部15、台驱动部30以及树脂供给机构11a。在造型步骤中,在造型台31上载置有预先制造的基材层2。此外,基材层2也能够在造型步骤中进行造型。
116.另外,在实施方式中,构成线状结构体4、5的线状树脂由一根线状树脂构成。也就是说,在喷嘴12进行二维扫描时的喷嘴12的路径是一笔描绘的。另外,图2a以及图2b所示的线状树脂4b、5b的形状与在造型步骤中对线状结构体4、5进行造型时的喷嘴12的路径相对应。
117.如果动作控制部u2基于造型数据控制头部驱动部15、台驱动部30以及树脂供给机构11a,则各结构按照如下方式动作。也就是说,如图6所示,当喷嘴12通过喷嘴12的路径中属于第二弹性区域rg2的部分时,树脂供给机构11a以使线材14的送出量变多的方式进行动作。另外,当喷嘴12通过喷嘴12的路径中属于第一弹性区域rg1的部分时,树脂供给机构11a以使线材14的送出量变少的方式进行动作。其结果,构成第一弹性区域rg1的线状树脂比构成第二弹性区域rg2的线状树脂细。
118.如果动作控制部u2使喷嘴12扫描完成与线状树脂4b以及线状树脂5b中的一方的形状相对应的路径,则动作控制部u2控制台驱动部30而使造型台31向下侧移动。然后,动作控制部u2使喷嘴12扫描与线状树脂4b以及线状树脂5b中另一方的形状相对应的路径,动作控制部u2控制台驱动部30而使造型台31向下侧移动。像这样,通过反复进行喷嘴12的扫描
以及造型台31的移动,造型体10被造型在基材层2上,其结果,三维造型装置50能够制造结构体1。
119.4.实施方式的效果
120.造型体10具有第一弹性区域rg1以及第二弹性区域rg2,构成第一弹性区域rg1的线状树脂比构成第二弹性区域rg2的线状树脂细。也就是说,造型体10根据部位而具有不同的弹性(缓冲性),其结果,造型体10成为能够提高用户的使用感的结构。具体地,第一弹性区域rg1比第二弹性区域rg2柔软,也比第二弹性区域rg2更富有缓冲性,因此,在造型体10中的第一弹性区域rg1的部分能够很容易地承受用户的脚的负荷。此外,图2a等所示的第一弹性区域rg1以及第二弹性区域rg2的形成位置为一个示例,并不限定于该形成位置。
121.在此,在实施方式中,无论在第一弹性区域rg1还是第二弹性区域rg2,使喷嘴12进行二维扫描时的扫描间距是相同的。具体地,在对线状结构体4进行造型的情况下,使喷嘴12进行二维扫描时的扫描间距在整个区域均为图2a所示的间距pt1,即为恒定。另外,在对线状结构体5进行造型的情况下,使喷嘴12进行二维扫描时的扫描间距在整个区域均为图2b所示的间距pt2,即为恒定。
122.尽管造型体10使用根据部位而具有不同弹性的结构,但是,三维造型装置50能够在使喷嘴12进行二维扫描时的扫描间距保持为恒定的状态下,对造型体10进行造型。因此,即使造型体10使用根据部位而具有不同弹性(缓冲性)的结构,也能够抑制喷嘴12的二维扫描路径的复杂化。因此,在制造根据部位而具有不同弹性(缓冲性)的造型体的情况下,能够避免由于二维扫描路径复杂而在三维造型装置中不能造型或需要变更造型体的结构的情况。
123.实施方式的造型体10的制造方法能够使从喷嘴12喷出的线状树脂的粗细发生变化。因此,实施方式的造型体10的制造方法能够造型出弹性(缓冲性)连续平滑地变化的造型体。另外,例如,也有想要将构成造型体10的外周部的线状树脂变粗,且将构成造型体10的外周部的内侧的部分的线状树脂变细的情况。即使在这样的情况下,实施方式的造型体10的制造方法也能够起到有利的效果。如图7所示,当喷嘴12扫描直线部5c时,使从喷嘴12喷出的线状树脂变细,当喷嘴12扫描端部5d时,使从喷嘴12喷出的线状树脂变粗。而且,当喷嘴12扫描被配置在直线部5c与端部5d之间的过渡部5e时,使从喷嘴12喷出的线状树脂逐渐变粗或者逐渐变细。由此,如图7所示,能够使线状结构体5的外周部(与造型体10的外周部对应)较硬地构成,使线状结构体5的外周部的内侧的部分柔软地构成。
124.例如,在填充率控制方法中,通过将邻接的一对线状树脂的配置间隔变窄,即通过增大填充率来使造型体变硬。但是,如果将邻接的一对线状树脂的配置间隔变窄,则相应地,喷嘴12的扫描间距变短,喷嘴12的扫描时间增加,其结果,造型体10的造型时间变长。实施方式的造型体10的制造方法通过使从喷嘴12喷出的线状树脂的粗细发生变化,能够根据造型体10的各部位使弹性(缓冲性)不同。因此,在实施方式的造型体10的制造方法中,通过将线状树脂的粗细变粗而不使线状树脂的配置间隔变窄,能够使造型体10变硬。也就是说,实施方式的造型体10的制造方法能够在使造型体10变硬的情况下,抑制造型体10的造型时间变长。
125.在即使对象物数据不同也使用相同扫描路径数据的情况下,实施方式的造型体10的制造方法也起到有利的效果。也就是说,实施方式的造型体10的制造方法通过使从喷嘴
12喷出的线状树脂的粗细发生变化,能够根据造型体10的各部位使弹性(缓冲性)不同,因此,在该制造方法中,能够抑制被存储在控制装置cnt中的扫描路径数据的变动,或者抑制控制装置cnt计算出扫描路径数据时的负荷。像这样,实施方式的制造方法能够抑制在对造型体10进行造型时的控制装置cnt的处理的复杂度,其结果,实施方式的制造方法容易使制造结构体1的过程自动化。
126.假设,在使喷嘴12进行二维扫描时的扫描间距在第一弹性区域rg1与第二弹性区域rg2中不同的情况下,虽然能够使第一弹性区域rg1的弹性与第二弹性区域rg2的弹性不同,但是以一笔描绘来构成喷嘴12的路径会变得困难。尤其,如实施方式的造型体10那样,在第一弹性区域rg1被配置在第二弹性区域rg2的内侧的情况下,以一笔描绘来构成喷嘴12的路径会更容易变困难。因此,在使喷嘴12进行二维扫描时的扫描间距在第一弹性区域rg1与第二弹性区域rg2不同的情况下,例如,需要分别对第一弹性区域rg1和第二弹性区域rg2进行造型。如果分别对第一弹性区域rg1和第二弹性区域rg2进行造型,则由于第一弹性区域rg1与第二弹性区域rg2不连续,因此,第一弹性区域rg1会偏离第二弹性区域rg2,这会导致造型体(鞋内底)的使用感恶化,造型体的质量下降。另外,如果分别对第一弹性区域rg1和第二弹性区域rg2进行造型,则造型体的造型时间变长。但是,在实施方式的造型体10中,第一弹性区域rg1和第二弹性区域rg2以连续的方式相连接。因此,实施方式的造型体10可以抑制质量的下降,并抑制造型时间变长。
127.(第二观点的实施方式)
128.1.关于结构体1
129.由于第二观点的实施方式的结构体1的说明与第一观点的实施方式的“1.结构体”相同,因此省略。
130.1-1.基材层2
131.由于第二观点的实施方式的基材层2的说明与第一观点的实施方式的“1-1.基材层2”相同,因此省略。
132.1-2.覆盖层3
133.由于第二观点的实施方式的覆盖层3的说明与第一观点的实施方式的“1-2.覆盖层”相同,因此省略。
134.1-2-1.造型体10等
135.由于第二观点的实施方式的造型体10(线状结构体4、5以及第一弹性区域rg1及第二弹性区域rg2)的说明与第一观点的实施方式的“1-2-1.线状结构体4、5”以及“1-2-2.第一弹性区域rg1及第二弹性区域rg2”相同,因此省略。
136.1-2-2.造型体10b
137.覆盖层3的造型体的形状不限于上述的造型体10。覆盖层3的造型体也可以是图8所示的造型体10b。造型体10b的第一弹性区域rg1的线状树脂的配置间隔比造型体10的第一弹性区域rg1的线状树脂的配置间隔更宽。也就是说,造型体10b的第一弹性区域rg1的填充率比造型体10的第一弹性区域rg1的填充率更小。与造型体10的第一弹性区域rg1同样地,造型体10b的第一弹性区域rg1也是富有缓冲性的结构。如造型体10那样,通过改变线状树脂的粗细,也能够改变造型体的硬度,但是,如造型体10b那样,改变线状树脂的填充率,也能够改变造型体的硬度。
138.2.关于三维造型装置50
139.如图4a所示,在结构体1的制造方法中,使用三维造型装置50。另外,制造结构体1的系统具有获取部、生成部以及造型部。三维造型装置50与制造结构体1的系统中的造型部相对应。三维造型装置50具有头部11、喷嘴12、框体20、一对第一引导部21、第二引导部22、台驱动部30以及造型台31。在头部11中插入有由树脂构成的线材14。此外,虽在图4a中省略了图示,但是,三维造型装置50具有使头部11沿着第二引导部22移动的第一驱动部以及使第二引导部22沿着一对第二引导部22移动的第二驱动部。第一驱动部以及第二驱动部与图9所示的头部驱动部15相对应。而且,如图9所示,三维造型装置50具有控制各种致动器的控制装置cnt。
140.2-1.三维造型装置50的结构
141.由于第二观点的实施方式的三维造型装置50的说明与第一观点的实施方式的“2-1.三维造型装置50”相同,因此省略。
142.2-2.控制装置cnt的功能块
143.三维造型装置50的控制装置cnt获取使用结构体1的对象物(在本实施方式中为人体的脚)的对象物数据。在实施方式中,该获取的对象物数据为压力分布数据和外形数据。压力分布数据是表示对象物上施加的负荷的数据,外形数据是表示对象物的表面形状的数据。如图9所示,控制装置cnt从压力测量部se1获取压力分布数据。另外,控制装置cnt从外形扫描部se2获取外形数据。压力测量部se1以及外形扫描部se2与三维造型装置50制造结构体1的系统中的获取部相对应。
144.如图9所示,控制装置cnt具有计算部u1、动作控制部u2以及存储部u3。控制装置cnt的计算部u1与制造结构体1的系统中的生成部相对应。计算部u1基于获取的对象物数据,生成用于对造型体10进行造型的造型数据。该造型数据具有扫描路径数据以及粗细数据。另外,动作控制部u2控制头部驱动部15、台驱动部30、树脂供给机构11a以及加热器11b。存储部u3存储造型数据等各种数据。
145.此外,在第二观点的实施方式中,控制装置cnt中包含的各功能部、扫描路径数据以及粗细数据,与在第一观点的实施方式的“2-2.控制装置cnt的功能块”中说明的内容相同,因此省略。另外,在第二观点的实施方式中,作为使从喷嘴12喷出的线状树脂的粗细发生变化的方法,也能够使用在第一观点的实施方式的“2-2.控制装置cnt的功能块”中说明的内容。
146.3.结构体1的制造方法
147.实施方式的结构体1的制造方法具有获取步骤、生成步骤以及造型步骤。
148.3-1.获取步骤
149.在获取步骤中,控制装置cnt从压力测量部se1获取压力分布数据,并且从外形扫描部se2获取外形数据。此外,在实施方式中,关于控制装置cnt除了获取压力分布数据以外还获取外形数据的情况进行了说明,但是控制装置cnt也可以不获取外形数据。
150.3-2.生成步骤
151.在生成步骤中,控制装置cnt的计算部u1基于对象物数据,生成造型体10、10b的造型数据。如上所述,该生成的造型数据具有扫描路径数据以及粗细数据。在生成步骤中,计算部u1基于压力分布数据以及外形数据,生成造型体10、10b的造型数据。在此,在控制装置
cnt中存储有程序,该程序能够基于对象物的压力分布以及对象物的外形来决定适合用户的脚的鞋内底形状。计算部u1基于该程序的算法生成造型体10、10b的造型数据。该程序的算法能够将压力分布数据中压力高于规定压力值的区域设定为第一弹性区域rg1。另外,该程序的算法也可以为,在压力分布数据的压力值的偏差比规定值小且压力分布数据的压力值的平均值比规定压力值低的情况下,将整个造型体的线状树脂的填充率设定为恒定,并且将线状树脂的填充率设定地较低。像这样,该程序的算法能够根据对象物的性质和用户的要求等来决定。
152.在实施方式中,扫描路径数据确定扫描喷嘴12的路径。另外,扫描路径数据确定第一弹性区域rg1以及第二弹性区域rg2的范围。另外,与该扫描路径数据相关联的粗细数据确定在第一弹性区域rg1中的树脂供给机构11a的控制数据(线材14的送出量)以及在第二弹性区域rg2中的树脂供给机构11a的控制数据(线材14的送出量)。此外,线材14的送出量是指,树脂供给机构11a每单位时间向喷嘴12送出的线材14的量。
153.3-3.造型步骤
154.在造型步骤中,控制装置cnt的动作控制部u2基于造型数据来控制头部驱动部15、台驱动部30以及树脂供给机构11a。在造型步骤中,在造型台31上载置有预先制造的基材层2。此外,基材层2也能够在造型步骤中进行造型。在该造型步骤中,基于在生成步骤中生成的造型数据,以使结构体1的柔软性(缓冲性)变化的方式对结构体1进行造型。能够通过调整线状树脂的粗细(参照图3b)或调整线状树脂的间距(参照图8)来使结构体1的柔软性(缓冲性)变化。另外,尽管图3b的结构与图8的结构是独立的,但是,实施方式的结构体1也可以具有图3b的第一弹性区域rg1的结构以及图8的第一弹性区域rg1的结构两者。
155.另外,在实施方式中,构成造型体10的线状结构体4、5的线状树脂由一根线状树脂构成。也就是说,在喷嘴12进行二维扫描时的喷嘴12的路径是一笔描绘的。另外,图2a以及图2b所示的线状树脂4b、5b的形状与在造型步骤中对线状结构体4、5进行造型时的喷嘴12的路径相对应。
156.在对造型体10进行造型的情况下,如果动作控制部u2基于造型数据控制头部驱动部15、台驱动部30以及树脂供给机构11a,则各结构以如下方式动作。也就是说,当喷嘴12通过喷嘴12的路径中属于第二弹性区域rg2的部分时,树脂供给机构11a以使线材14的送出量变多的方式进行动作。另外,当喷嘴12通过喷嘴12的路径中属于第一弹性区域rg1的部分时,树脂供给机构11a以使线材14的送出量变少的方式进行动作。其结果,构成第一弹性区域rg1的线状树脂比构成第二弹性区域rg2的线状树脂细。另外,造型体10b的第一弹性区域rg1与造型体10的第一弹性区域rg1不同,造型体10b的第一弹性区域rg1的线状树脂的一部分被中断。当喷嘴12扫描该中断部分时,最好不要从喷嘴12喷出线状树脂。另外,为了使喷嘴12不扫描该中断部分,也可以将喷嘴12的扫描路径设定为绕过该中断部分。
157.如果动作控制部u2使喷嘴12扫描完成与线状树脂4b以及线状树脂5b中的一方的形状相对应的路径,则动作控制部u2控制台驱动部30而使造型台31向下侧移动。然后,动作控制部u2使喷嘴12扫描与线状树脂4b以及线状树脂5b中另一方的形状相对应的路径,动作控制部u2控制台驱动部30而使造型台31向下侧移动。像这样,通过反复进行喷嘴12的扫描以及造型台31的移动,造型体10被造型在基材层2上,其结果,三维造型装置50能够制造结构体1。
158.4.实施方式的效果
159.实施方式的制造方法以及实施方式的系统根据基于压力分布数据生成的造型数据,来对结构体进行造型。也就是说,在实施方式的制造方法以及实施方式的系统中,考虑表示要造型的对象物上施加的负荷的压力分布来对结构体进行造型,因此能够提高结构体的使用感。
160.实施方式的制造方法在生成步骤中根据压力分布数据改变扫描路径数据或粗细数据。另外,在实施方式的系统中,在生成部(计算部u1)中,根据压力分布数据改变扫描路径数据或粗细数据。通过改变扫描路径数据,能够改变线状树脂的填充率,并能够使造型体的弹性(缓冲性)发生变化。另外,通过改变粗细数据,也能够使造型体的弹性(缓冲性)发生变化。像这样,在实施方式的制造方法以及实施方式的系统中,能够通过多个方法,即,使填充率变化的方法以及使线状树脂的粗细变化的方法,来改变造型体的弹性(缓冲性),因此,能够根据对象物的性质和用户的要求,来对合适的结构体1进行造型,其结果,实施方式的制造方法以及实施方式的系统能够提高结构体1的使用感。
161.实施方式的制造方法以及系统能够根据造型体的部位改变线状树脂的粗细(参照图3a以及图3b)以及根据造型体的部位改变线状树脂的填充率(参照图8),因此,在实施方式的制造方法以及系统中,能够像造型体10那样,根据部位来对弹性(缓冲性)不同的造型体进行造型。因此,实施方式的制造方法以及系统能够进一步提高结构体1的使用感。
162.实施方式的制造方法在生成步骤中基于压力分布数据以及外形数据来生成造型数据。另外,在实施方式的系统中,在生成部(计算部u1)中,基于压力分布数据以及外形数据来生成造型数据。也就是说,控制装置cnt不仅考虑对象物的压力分布,还考虑对象物的外形,来生成造型数据。因此,在实施方式的制造方法以及系统中,能够造型出适合对象物的形状且适合对象物的硬度的造型体,其结果,在实施方式的制造方法以及系统中,能够进一步提高结构体1的使用感。
163.(第三观点的实施方式)
164.1.结构体1的结构
165.由于第三观点的实施方式的结构体1的说明与第一观点的实施方式的“1.结构体”相同,因此省略。
166.1-1.基材层2
167.基材层2是形成有覆盖层3的层,且基材层2与覆盖层3紧贴在一起。基材层2由发泡体构成,在基材层2的发泡体中形成有气泡,该气泡内渗入有构成覆盖层3的树脂。基材层2能够由具有多个气泡的发泡体构成,另外,也能够由具有多个气泡的海绵体构成。构成基材层2的树脂材料没有特别限定。基材层2的气泡结构既可以是连续气泡结构,也可以是独立气泡结构。与独立气泡结构相比,连续气泡结构更容易使树脂深入渗入,与连续气泡结构相比,独立气泡结构更容易提高强度。
168.1-2.覆盖层3
169.覆盖层3覆盖基材层2的至少一部分。覆盖层3由与构成基材层2的树脂材料不同的树脂材料构成。覆盖层3具有造型体10以及含浸层6。如图2a~图2c所示,造型体10由两种线状结构体(线状结构体4、5)层叠而构成。
170.1-2-1.线状结构体4、5
171.在第三观点的实施方式中,线状结构体4、5的说明与第一观点的实施方式的“1-2-1.线状结构体4、5”相同,因此省略。
172.1-2-2.含浸层6
173.构成含浸层6的树脂含浸在基材层2内。具体地,在本实施方式中,由于基材层2为发泡体,因此,在基材层2的发泡体的气泡内,渗入有构成含浸层6的树脂。像这样,构成含浸层6的树脂含浸在基材层2内,由此,构成含浸层6的树脂与构成基材层2的发泡体缠绕,其结果,含浸层6与基材层2强固地结合。另外,在含浸层6上形成有造型体10(线状结构体4、5),但是,由于构成含浸层6的树脂材料与构成造型体10的树脂材料相同,因此,含浸层6与造型体10强固地结合。像这样,由于构成含浸层6的树脂含浸在基材层2内,因此,抑制覆盖层3从基材层2脱落。在实施方式中,含浸层6的表面的位置与基材层2的表面大致一致,但是,含浸层6的表面也可以从基材层2的表面突出。
174.2.结构体1的制造方法
175.实施方式的结构体1的制造方法具有含浸层形成工序以及线状结构体形成工序。实施方式的结构体1的制造方法的三维造型装置具有喷嘴12、省略图示的加热单元以及省略图示的树脂供给部。喷嘴12具有使从树脂供给部供给的树脂成为线状的功能。加热单元例如附设在喷嘴12上,被供给到喷嘴12的树脂通过加热单元的热量而软化。
176.<含浸层形成工序>
177.如图11a所示,在含浸层形成工序中,一边将喷出线状树脂rs的喷嘴12按入基材层2一边从喷嘴12向基材层2内喷出线状树脂rs。此外,如图2a~图2c所示,线状树脂rs与线状树脂4b或线状树脂5b相对应。通过将喷嘴12按入基材层2,喷嘴12的前端面与基材层2的表面的接触力增大。其结果,从喷嘴12喷出的线状树脂rs难以在喷嘴12的前端面与基材层2的表面之间逸出,从喷嘴12喷出的线状树脂rs的压力上升。由此,从喷嘴12喷出的线状树脂rs变得容易渗入基材层2内。渗入到基材层2内的线状树脂rs被冷却后在基材层2内固化而成为含浸层6。在此,由于在实施方式中,基材层2由发泡体构成,因此,在基材层2中形成有多个气泡。因此,在实施方式中,通过从喷嘴12喷出的线状树脂rs渗入基材层2的气泡内,使得线状树脂rs与构成基材层2的发泡体缠绕。也就是说,在含浸层6以及基材层2中产生锚固效应。像这样,在实施方式中,由于锚固效应,含浸层6与基材层2强固地结合,含浸层6以及基材层2的紧贴力提高。
178.在含浸层形成工序中,喷嘴12被二维扫描。具体地,在含浸层形成工序中的喷嘴12的二维扫描范围根据造型体10中的最下层的线状结构体bd的形状而确定。此外,线状结构体bd与图2a~图2c所示的线状结构体4或线状结构体5相对应。例如,如果造型体10中的最下层的线状结构体bd为线状结构体4,则最下层的线状结构体bd的上一层的线状结构体bd为线状结构体5。
179.在实施方式中,优选地,含浸层形成工序中的喷嘴12的二维扫描范围(以下称为第一范围)与造型体10中最下层的线状结构体bd中的喷嘴12的二维扫描范围(以下称为第二范围)相同,或者比第二范围宽,以包含整个第二范围。由此,造型体10的整个下部形成在含浸层6上,更切实地抑制了造型体10从基材层2脱落。
180.另外,第二范围也可以超出第一范围。与未超出的部分相比,在超出的部分中,覆盖层3与基材层2之间的紧贴力降低。但是,由于在未超出的部分中,覆盖层3与基材层2之间
的紧贴力变高,因此能够得到抑制覆盖层3从基材层2脱落的效果。
181.另外,形成含浸层6时的喷嘴12的前端的轨迹可以与形成造型体10中的最下层的线状结构体bd时的喷嘴12的前端的轨迹相同。由此,基材层2中的第一范围没有完全被含浸层6覆盖,覆盖层3的孔3a与基材层2的气泡之间的通气没有被含浸层6遮挡,因此提高了结构体1的通气性。
182.如图11a所示,在含浸层形成工序中,将喷嘴12向基材层2按入的量即按入量dp设为线状树脂rs的粗细以上。此外,在实施方式中,线状树脂rs的粗细与线状结构体bd的层叠间距相同。像这样,通过将按入量dp设为线状树脂rs的粗细以上,使得从喷嘴12喷出的线状树脂rs变得更加难以从喷嘴12的前端面与基材层2的表面之间逸出。由此,从喷嘴12喷出的线状树脂rs不仅变得容易渗入基材层2内,而且从喷嘴12喷出的线状树脂rs渗入到基材层2的更深处。因此,锚固效应增强,含浸层6与基材层2更强固地结合。
183.另外,在含浸层形成工序中,如果将喷嘴12过度按入基材层2,则存在渗入基材层2的树脂横向扩张过度的情况。在此,在含浸层形成工序中,由于喷嘴12对基材层2进行二维扫描,因此,如果渗入基材层2的树脂横向扩张,则邻接的二维扫描路径的树脂可能会相接触。如果邻接的二维扫描路径的树脂相接触,则会使基材层2中的第一范围被含浸层6完全覆盖,结构体1的通气性降低。因此,为了邻接的二维扫描路径的树脂不相接触,优选确定含浸层形成工序中的喷嘴12的按入量dp以及含浸层形成工序中的喷嘴12的二维扫描路径。
184.<线状结构体形成工序>
185.如图11b所示,在线状结构体形成工序中,通过使喷嘴12一边进行二维扫描一边从喷嘴12喷出线状树脂rs,来形成线状结构体bd。构成各线状结构体bd的各线状树脂rs由一根线状树脂构成。也就是说,喷嘴12进行二维扫描时的喷嘴12的前端的轨迹是一笔描绘的。由此,在实施方式的结构体1的制造方法中,能够有效地形成覆盖层3。
186.3.实施方式的效果
187.在现有的制造方法中,在喷嘴与基材层隔开间隔的状态下,从喷嘴向基材层喷出线状树脂。因此,在现有的制造方法中,从喷嘴喷出的树脂难以含浸到基材层中,无法获得锚固效应。但是,在实施方式的结构体1中,通过将喷嘴12按入基材层2,使得从喷嘴12喷出的线状树脂rs渗入基材层2的气泡内并固化。通过固化,使得成为含浸层6的树脂与构成基材层2的发泡体缠绕,从而在含浸层6以及基材层2中产生锚固效应。通过该锚固效应,含浸层6与基材层2强固地结合,提高了含浸层6及基材层2的紧贴力。
188.三维造型装置能够形成各种各样的形状的结构体,但是,与使用金属模具的制造方法(例如,利用注射成型的制造方法)相比,使用三维造型装置的制造方法完成一个结构体所需的时间会变长。因此,可以考虑预先通过注射成型制造基材层2,然后通过三维造型装置在该基材层2上形成造型体10的方法。在此,在构成基材层2的树脂材料与形成造型体10的树脂材料相同的情况下,通过该方法,容易使基材层2与造型体10紧贴在一起。但是,如在实施方式中说明的鞋的鞋内底那样,也存在构成基材层2的树脂材料与形成造型体10的树脂材料不同的情况。在这样的情况下,难以使基材层2与造型体10紧贴在一起。因此,优选将实施方式的制造方法应用于预先通过注射成型制造的基材层。由此,即使构成基材层2的树脂材料与形成造型体10的树脂材料不同,也能够有效地制造出在注射成型等中难以制造的各种形状的结构体。
189.(第四观点的实施方式)
190.1.第四观点的第一实施方式
191.1-1.结构体1的结构
192.由于第四观点的实施方式的结构体1的说明与第一观点的实施方式的“1.结构体”相同,因此省略。
193.1-1-1.基材层2
194.基材层2是由包含形状记忆聚合物的形状记忆材料形成的层。形状记忆材料是具有形状记忆特性的材料,具有通过加热至规定的恢复温度以上而因弹性恢复至原始形状的特性。形状记忆材料优选仅包含形状记忆聚合物,但只要不损坏形状记忆特性,也可以包含其他成分。作为形状记忆聚合物以外的成分,能够列举聚乙烯和聚丙烯等的聚烯烃等树脂、填料等。形状记忆材料中的形状记忆聚合物的比例例如为50~100质量%,具体地,例如为50、55、60、65、70、75、80、85、90、95、100质量%,也可以处于在此例示的数值的任意两者之间的范围内。形状记忆材料的恢复温度通常与形状记忆聚合物的玻璃化转变温度一致。
195.形状记忆聚合物具有通过加热至高于tg的温度而因弹性恢复至原始形状的特性。tg例如为35~100℃,优选为40~75℃,具体地,例如为35、40、45、50、55、60、65、70、75、80、85、90、95、100℃,也可以处于在此例示的数值的任意两者之间的范围内。
196.如果在高于tg的温度下施加外力来赋形为二次形状,且在维持外力的状态下冷却至低于tg的温度,则二次形状被固定。在低于tg的温度下,即使去除外力,也不会恢复至原始形状。另一方面,如果将被赋予二次形状的形状记忆聚合物加热至高于tg的温度,并处于不施加外力的状态,则因弹性而恢复至原始形状。例如,能够通过使形状记忆聚合物熔化并成型为所希望的形状,来设定原始形状。作为形状记忆聚合物,可列举具有橡胶弹性的聚合物,例如,可列举聚降冰片烯、反式聚甲基丁二烯、苯乙烯-丁二烯共聚物、聚氨酯等。
197.形状记忆聚合物以及包含该形状记忆聚合物的形状记忆材料具有在tg的附近弹性模量变大的性质。例如,(tg-20℃)下的弹性模量/(tg 20℃)下的弹性模量的值为10以上。这种情况下,由于(tg-20℃)下的弹性模量是(tg 20℃)下的弹性模量的10倍以上,因此,例如能够在(tg 20℃)以上的温度下使结构体1变形,且在(tg-20℃)以下的温度下使用结构体1。因此,能够容易地使结构体的形状变形为根据每个使用者而设定的形状,且能够在使用时维持其形状。(tg-20℃)下的弹性模量/(tg 20℃)下的弹性模量的值例如为10~1000,具体地,例如为10、20、30、40、50、60、70、80、90、100、200、300、400、500、1000,也可以处于在此例示的数值的任意两者之间的范围内。
198.另外,在表示温度(℃)的x轴为普通的刻度而表示弹性模量(pa)的y轴为对数刻度的单对数坐标图中,tg下的坐标图的斜率例如为-1~-0.025,优选为-0.5~-0.1。具体地,该斜率的值例如为-1、-0.9、-0.8、-0.7、-0.6、-0.5、-0.4、-0.3、-0.2、-0.1、-0.075、-0.050、-0.025,也可以处于在此例示的数值的任意两者之间的范围内。坐标图的斜率为-1是指,在温度降低1℃的情况下弹性模量变为10倍,坐标图的斜率-0.025是指,在温度降低40℃的情况下弹性模量变为10倍。
199.在其他表达方式下,在温度从tg x℃向tg-x℃变化的情况下,使弹性模量变为10倍以上时的x优选为20以下,例如为0.5~20,具体地,例如为0.5、1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、20,也可以处于在此例示的数值的任意两者之间的范围内。
200.在本说明书中,弹性模量是指通过动态粘弹性测试获得的存储模量,且能够根据jis k7244测定。
201.此外,即使在由形状记忆材料以外的热塑性树脂形成基材层2的情况下,也能够随着升温而使基材层的弹性模量降低,但是,在形状记忆材料以外的热塑性树脂中,通常,伴随着升温,弹性模量的降低会缓慢,因此,在使基材层2升温并变形后,使之降温并维持变形后的形状这样的作业不易进行,因此,基材层2需要由形状记忆材料形成。
202.1-1-2.覆盖层3
203.覆盖层3覆盖基材层2的至少一部分。覆盖层3由软性材料形成。软性材料是指常温下能够容易地弹性变形的材料,作为一个示例,能够列举tg低于常温的弹性体。作为弹性体,能够列举苯乙烯类弹性体。软性材料的tg优选为20℃以下,更优选为10℃以下,进一步优选为0℃以下。软性材料优选在常温(25℃)下比形状记忆材料更软,且优选在常温下比形状记忆材料的弹性模量更低。通常,基材层2在常温下的刚性较大,因此,如果基材层2被使用者按压,则有可能使使用者产生疼痛。因此,在本实施方式中,在与使用者接触的部位,通过用由软性材料形成的覆盖层3覆盖基材层2,来提高结构体1的使用感。
204.1-2.结构体1的制造方法
205.结构体1的制造方法没有特别限定,能够通过注射成型和3d打印造型等方法形成。在注射成型的情况下,通过使用形状记忆材料以及软性材料的双色成型,能够将基材层2与覆盖层3一体成型。另外,也可以通过注射成型来形成基材层2与覆盖层3中的一方,在此基础上,通过3d打印造型来形成另一方。而且,也可以使基材层2与覆盖层3两者都通过3d打印造型形成。在3d打印造型中,结构体1能够形成为根据每个使用者来设定的形状,因此,优选基材层2的覆盖层3的至少一方通过3d打印造型形成。
206.如图2a~图2b所示,在3d打印造型中,二维扫描通过从头部挤出熔融树脂而形成的线状树脂来形成线状结构体4、5,并能够通过层叠线状结构体4、5来形成造型体。在头部,既可以以长丝的形态供给树脂,也可以以颗粒的形态供给树脂。在后者的情况下,即使是难以形成长丝形状的软性材料,也能够形成线状树脂。
207.线状结构体4、5是通过将线状树脂4b、5b以成为一笔描绘的方式二维扫描而形成的。线状结构体4是通过主要在横向上扫描线状树脂4b而形成的线状结构体,线状结构体5是通过主要在纵向上扫描线状树脂5b而形成的线状结构体。如果交替地层叠线状结构体4、5,则如图2c所示,能够得到在俯视观察时为网格状的造型体10。
208.在线状树脂由形状记忆材料构成的情况下,作为造型体10而得到基材层2。另一方面,在线状树脂为软性材料的情况下,作为造型体10而得到覆盖层3。
209.如图2a~图2c所示,线状结构体4、5分别具有平行延伸的多个槽4a、5a。槽4a是通过使构成线状结构体4的线状树脂4b平行地延伸而形成的。槽5a是通过使构成线状结构体5的线状树脂5b平行地延伸而形成的。另外,在层叠方向上邻接的两个线状结构体4、5的一方的槽4a与另一方的槽5a交叉。在本实施方式中,槽4a、5a正交,但是,也可以使槽4a、5a以非直角的角度相交。这样的结构的造型体由于内部有空间,所以比较轻。另外,在造型体为覆盖层3的情况下,由于覆盖层3的内部有空间,因此,覆盖层3变得容易变形,提高了覆盖层3的缓冲性。
210.能够通过改变线状结构体4、5的二维形状、构成线状结构体4、5的线状树脂4b、5b
的直径或密度(每单位面积的个数)来适当地改变造型体的物性。例如,关于覆盖层3,通过减小线状树脂4b、5b的直径,或者降低线状树脂4b、5b的密度,能够使覆盖层3更柔软。另外,在图2a~图2b中,线状树脂4b、5b的密度和样式在整个线状结构体4、5上是均匀的,但是,通过部分地改变密度和样式,也能够改变造型体的物性。像这样,在通过3d打印造型形成基材层2和覆盖层3的情况下,能够根据使用者的需要来适当地改变结构体1的物性。
211.在由3d打印造型形成基材层2与覆盖层3两者的情况下,可以先形成基材层2,然后以基材层2为基底形成覆盖层3,也可以先形成覆盖层3,然后以覆盖层3为基底形成基材层2。如后述的实施例所示,由于前者使基材层2与覆盖层3的紧贴性更良好,因此优选前者。
212.另外,在以覆盖层3为基底形成基材层2的情况下,如果升高形成基材层2时的线状树脂的温度,则能够使基材层2与覆盖层3的紧贴性提高。另一方面,由于存在形状记忆材料在高温下容易劣化的情况,因此,希望形成基材层2时的线状树脂的温度尽可能低。因此,通过使形成基材层2的最下层时的线状树脂的温度高于形成基材层2的剩余的层时的线状树脂的平均温度,从而能够提高紧贴性并抑制形状记忆材料的劣化。
213.2.第四观点的第二实施方式
214.使用图12对本发明的第二实施方式进行说明。本实施方式与第一实施方式类似,主要的不同点在于具有表皮材料7这一点。以下,以不同点为中心进行说明。
215.表皮材料7形成在覆盖层3上。表皮材料7由无纺布等构成。可以在形成由基材层2与覆盖层3层叠而成的结构体之后,将表皮材料7粘贴在覆盖层3,也可以以表皮材料7为基底,对覆盖层3与基材层2按该顺序进行3d打印造型。在后者的情况下,不需要粘贴表皮材料7的工夫,且表皮材料7与覆盖层3的紧贴性更高,因此优选后者。
216.通过使用形状记忆材料以及软性材料的3d打印造型,制造了结构体1。作为用于形成基材层2的形状记忆材料,使用由聚氨酯构成的形状记忆聚合物(smp technologies inc.制造,品级名:mm5520,造型最适温度:215℃,tg:55℃)。作为用于形成覆盖层3的软性材料,使用苯乙烯类热塑性弹性体(kurarayco.,ltd制造,品级名:earneston js20n,最适造型温度:238℃)。作为表皮材料7,使用pet制造的无纺布。以下的说明中的“造型温度”为在造型时喷出线状树脂的头部的设定温度。
217.3-1.第一实施例
218.在造型温度215℃下形成基材层2,以基材层2为基底,在造型温度238℃下形成覆盖层3。基材层2与覆盖层3的结合性良好。
219.3-2.第二实施例
220.以表皮材料7为基底,在造型温度238℃下形成覆盖层3,然后以覆盖层3为基底,在造型温度215℃下形成基材层2。表皮材料7与覆盖层3的结合性良好。覆盖层3与基材层2的界面的结合力差。
221.3-3.第三实施例
222.以表皮材料7为基底,在造型温度238℃下形成覆盖层3,以覆盖层3为基底形成基材层2。形成基材层2的最下层时的造型温度为238℃,形成剩余的层时的造型温度为215℃。表皮材料7与覆盖层3的结合性以及覆盖层3与基材层2的结合性均良好。
223.附图标记说明
224.1:结构体、2:基材层、3:覆盖层、3a:孔、4:线状结构体、4a:槽、4b:线状树脂、4c:直
线部、5:线状结构体、5a:槽、5b:线状树脂、5c:直线部、5d:端部、5e:过渡部、6:含浸层、7:表皮材料、10:造型体、10b:造型体、11:头部、11a:树脂供给机构、11a1:齿轮机构、11b:加热器、12:喷嘴、14:线材、15:头部驱动部、20:框体、21:第一引导部、22:第二引导部、30:台驱动部、31:造型台、50:三维造型装置、bd:线状结构体、cnt:控制装置、d1:第一方向、d2:第二方向、dp:按入量、js20n:earneston、p1:坐标、p2:坐标、pt1:间距、pt2:间距、rg1:第一弹性区域、rg2:第二弹性区域、rs:线状树脂、se1:压力测量部、se2:外形扫描部、tg:玻璃化转变温度、u1:计算部、u2:动作控制部、u3:存储部。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。