1.本发明涉及汽车车衣技术领域,具体涉及一种隐形车衣保护膜及其一步法制备方法和应用。
背景技术:
2.隐形车衣保护膜是一种高性能新型环保薄膜,被广泛应用于汽车美容保养行业,是透明漆面保护膜的一种俗称。首先,隐形车衣可以将车漆与外界环境隔绝,比如说,雨水、鸟粪、灰尘等杂质,隐形车衣就可以将这些杂质与车漆隔离,因此上述杂质也不会在车漆表面形成酸性物质。概括来说隐形车衣可以抵抗油脂,弱碱,砂砾,酸雨等长时间对漆面的损伤,具有超强的韧性,装贴后可使汽车漆面与空气隔绝,可持久保护漆面。再者,隐形车衣还具备良好的抗紫外线能力,可以防止长时间的紫外线照射对车漆造成的伤害,从而保持车漆的光泽度。而且,隐形车衣不仅可以保护车漆光泽度,还可以提升车漆40%的光泽度。
3.现在的隐形车衣材质一般分为pvc(耐热聚乙烯)和tpu(热塑性聚氨酯弹性体橡胶)。pvc隐形车衣膜,尽管刚贴车衣的情况下并不存在很大的危害,是伴随着时间的延长,pvc变黄的速率会变快,而且如果pvc的黏胶工艺不过关非常容易便会在漆面上留出许多的残胶,很难剥离下来。而tpu材质的隐形车衣性能更优越,对于环境保护更好,因此更加受到人们的青睐。再者,tpu材质还拥有不黄变、自修复、不残胶、高张力、高拉力、强韧、耐老化等许多卓越的特性。
4.现有的隐形车衣保护薄膜生产厂家都是涂覆厂先买回大卷的tpu基膜,然后在tpu薄膜表面进行涂丙烯酸压敏胶,然后再涂自修复涂层,烘烤熟化,最后分切成小卷成品进行出售。这种生产方法比较麻烦,有三道加工工序,首先是tpu基膜的生产、丙烯酸压敏胶涂覆、自修复涂层的涂覆,涂覆完以后的烘烤熟化。
5.这种生产方法有以下缺点:
6.1、生产效率低:买基膜大部分是国外进口的,即这些基膜大部分是国外公司生产,比如美国阿古泰克(argotec),德国科思创(covestro),日本马岱等。购买时间较长。此外,买回基膜需要进行丙烯酸压敏胶的涂覆,涂覆完需要熟化48h。然后再进行自修复层的涂覆,涂覆完成又需要72h的熟化,熟化完成以后才能进行分切,出货。整个生产过程时间较长,效率比较低,同时需要专门的熟化房进行熟化,占用大量的空间,生产成本也比较高。
7.2、环境污染严重:自修复涂层实际就是硬质tpu,使用溶剂把tpu颗粒熔融以后进行涂覆,整个生产的过程需要大量的溶剂,对环境的污染较大。目前对环保的要求较高,如果车间对挥发的溶剂进行无害化处理,需要增加处理设备,造价昂贵。很多涂覆厂都是选择偏远的地方进行生产,溶剂挥发直接排入大气,生产车间外很远都能闻到溶剂挥发的气味,对环境造成严重的污染。此外,上述生产方法属于二次生产的方法,需要在tpu薄膜表面用溶剂涂自修复液,溶剂会对薄膜表面腐蚀,导致薄膜强度降低。
技术实现要素:
8.本发明的目的是解决现有技术的不足,提供一种生产效率较高、环保、并可一步法生产隐形车衣保护膜的制备方法,本发明还提供根据其制备方法制得的产品及其应用。
9.本发明所采用的技术方案是:隐形车衣保护膜的一步法制备方法,包括以下步骤:
10.采用双螺杆共挤生产设备,其中一条螺杆投入自修复材料,另外一条螺杆投入脂肪族基膜材料;两种材料在模头处汇合,材料从模头出来后,两边在线贴合保护膜;其中一边的保护膜在线直接涂胶,烘干后和另外一边未处理的保护膜一起经过压辊进行贴合、切边,最后收卷为成品隐形车衣保护膜。
11.优选的,所述的自修复材料按质量百分比计算,包括如下组分:
[0012][0013]
uv234是一种紫外线吸收剂,化学名为:2-(2'-羟基-3',5'双(a,a-二甲基苄基)苯基)苯并三唑。
[0014]
ao1010是一种抗氧剂,化学名为:四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯。
[0015]
优选的,所述的硬质聚碳酸酯脂肪族tpu的邵氏硬度为55d~82d。
[0016]
优选的,所述的脂肪族基膜材料按质量百分比计算,包括如下组分:
[0017]
聚己内酯脂肪族tpu
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
97~99.5%,
[0018]
uv234
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.3%~2%,
[0019]
ao1010
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.15%~1%。
[0020]
优选的,所述的聚己内酯脂肪族tpu的邵氏硬度为80~95a。
[0021]
优选的,所述的在线涂胶具体操作为先用刮刀在保护膜的其中一表面涂覆胶层。
[0022]
优选的,所述的胶层为环保型丙烯酸压敏胶。
[0023]
优选的,所述的烘干具体操作是将涂覆有胶层的保护膜经过烘箱烘干。
[0024]
优选的,所述的保护膜为pet保护膜。
[0025]
隐形车衣保护膜,根据上述所述的制备方法制成的产品。
[0026]
优选的,所述的隐形车衣保护膜从上至下分别为pet保护膜层、自修复涂层、聚酯型脂肪族tpu基膜层、丙烯酸压敏胶层和pet保护膜层。
[0027]
根据上述所述的隐形车衣保护膜作为车衣膜在保护车漆方面的应用。
[0028]
本发明与现有技术相比具有以下优点:
[0029]
1、本发明的隐形车衣保护膜的一步法制备方法,采用双层共挤技术,一次性生产出pet保护膜 自修复涂层 脂肪族基膜 丙烯酸压敏胶 pet保护膜的5层结构的隐形车衣成品,解决了传统工艺三次生产的效率问题。
[0030]
2、本发明的隐形车衣保护膜的一步法制备方法,整个生产过程无需溶剂,不会污染环境,同时可以大大降低生产成本,提升产品竞争力。此外,一步法采用双螺杆共挤,加工
没有溶剂对薄膜表面进行腐蚀,强度是传统二次生产方法的一倍左右。
[0031]
3、本发明的隐形车衣保护膜在贴车以后,不会有脱胶的问题。主要由于刚从模头出来的tpu薄膜,表面能最高,与胶层的结合力大大优于二次生产的方法。
附图说明
[0032]
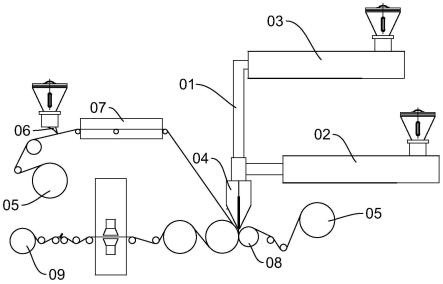
图1是本发明的制备方法的加工示意图。
[0033]
图2是本发明的隐形车衣保护膜的层结构示意图。
[0034]
图中标号所示为:
[0035]
01-双螺杆共挤生产设备、02-第一螺杆、03-第二螺杆、04-模头、05-pet保护膜放卷机构、06-刮刀、07-烘箱、08-压辊、09-收卷机构;
[0036]
1-pet保护膜层、2-自修复涂层、3-聚酯型脂肪族tpu基膜层、4-丙烯酸压敏胶层。
具体实施方式
[0037]
为加深本发明的理解,下面将结合实施案例和附图对本发明作进一步详述。本发明可通过如下方式实施:
[0038]
实施例1
[0039]
一种隐形车衣保护膜的一步法制备方法:
[0040]
原料的制备:
[0041]
自修复材料:55~82d的硬质聚碳酸酯脂肪族tpu:97%,长链烷基聚硅氧烷:1%,uv234:1.5%,ao1010:0.5%,按质量百分比称量上述原料混合后制得自修复tpu材料。
[0042]
脂肪族基膜材料:硬度80~98a的聚己内酯脂肪族tpu:98.5%,uv234:1%,ao1010:0.5%。按质量百分比称量上述原料混合后制得脂肪族tpu基膜材料。
[0043]
参照图1,采用双螺杆共挤生产设备01,第一螺杆02投自修复tpu材料,第二螺杆03投脂肪族tpu基膜材料,两种材料在模头04处汇合,材料从模头04出来,两边在线贴合pet保护膜。一边的pet保护膜经pet保护膜放卷机构05放卷后,先用刮刀06涂覆环保型丙烯酸压敏胶,然后经过烘箱07烘干,和另外一边未处理的pet保护膜经pet保护膜放卷机构05放卷后一起经过压辊08进行贴合、测厚、切边,最后通过收卷机构09收成一卷成品的车衣薄膜。具体加工示意图如图1所示。本发明利用tpu在未定型前进行涂胶,使得tpu基膜层与胶层的附着力明显优于常规生产方法制得的产品。本实施例1的隐形车衣保护膜为5层结构(如图2所示),从上至下分别为pet保护膜层1、自修复涂层2、聚酯型脂肪族tpu基膜层3、丙烯酸压敏胶层4和pet保护膜层1。
[0044]
实施例2
[0045]
实施例2与实施例1的区别是原料配比的不同,制备工艺与实施例1相同,具体原料配比如下:
[0046]
自修复材料:55~82d的硬质聚碳酸酯脂肪族tpu:95%,长链烷基聚硅氧烷:2%,uv234:2%,ao1010:1%,按质量百分比称量上述原料混合后制得自修复tpu材料。
[0047]
脂肪族基膜材料:硬度80~98a的聚己内酯脂肪族tpu:97%,uv234:2%,ao1010:1%。按质量百分比称量上述原料混合后制得脂肪族tpu基膜材料。
[0048]
实施例3
[0049]
实施例3与实施例1的区别是原料配比的不同,制备工艺与实施例1相同,具体原料配比如下:
[0050]
自修复材料:55~82d的硬质聚碳酸酯脂肪族tpu:99.45%,长链烷基聚硅氧烷:0.1%,uv234:0.3%,ao1010:0.15%,按质量百分比称量上述原料混合后制得自修复tpu材料。
[0051]
脂肪族基膜材料:硬度80~98a的聚己内酯脂肪族tpu:99.5%,uv234:0.35%,ao1010:0.15%。按质量百分比称量上述原料混合后制得脂肪族tpu基膜材料。
[0052]
本发明制备方法有以下优点:
[0053]
1、一步法生产,减少加工工序,效率较高。
[0054]
2、无需建造专用熟化房,大幅度降低生产成本。
[0055]
3、本发明的制备方法属于一步法,与传统的二步法的生产方式明显不同,本发明一步法采用双螺杆共挤,加工没有溶剂对薄膜表面进行腐蚀,强度是传统二次生产方法的一倍左右;此外,自修复涂层使用螺杆加工没有溶剂,生产过程环保无害。
[0056]
4、刚从模头出来的tpu薄膜,表面能最高,与胶层的结合力大大优于二次生产的方法,客户在贴车以后不会有脱胶的问题。
[0057]
性能对比测试:
[0058]
测试方法:将市面上进口车衣膜、国产车衣膜以及本实施例1的样品进行拉伸强度和附着力测试。tpu成品车衣膜进口品牌有:xpel、威固、龙膜、3m等。国产品牌有:纳尔、舒莱美德、通利、膜法智慧、江苏乾靓、恩讯、浙江世窗、顶新等。测试样品均可从市面上购买。
[0059]
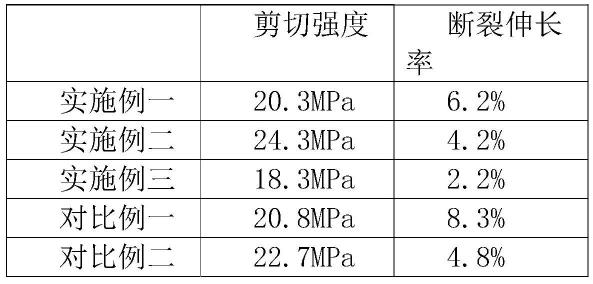
测试结果:
[0060][0061]
结论:本发明实施例的隐形车衣保护膜,其拉伸强度、断裂伸长率、和与钢板粘附力,均明显高于一般的市售的产品。说明本发明的产品的断裂抗力、柔软性能、弹性、附着力均明显高于一般的市售的产品。
[0062]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。