1.本发明涉及一种具有用于输送工件的输送机构和用于转动工件的转动单元的金属板加工设备,以及一种用于金属板加工设备的用于转动金属板的方法。
背景技术:
2.一般来说,用于转动工件的转动装置是已知的。de102004057105b3描述了一种用于在加工工位之间转动工件的转动装置(特别是用于压制工位)。其中提出了两个工件承载件,所述两个工件承载件联接至驱动装置并且各自具有保持表面。借助于驱动装置,工件承载件可以从初始位置枢转到转移位置,以便使工件从一个工件承载件枢转到另一个工件承载件。此外,实施了在转动装置上和/或从转动装置执行工件的放置或拾取的转移装置。
3.从de102004057105b3已知的装置具有如下缺点:必须提供单独的操纵器以将工件从压制工位输送到转动单元,并且该操纵器还在转动期间在工件承载件之间移动。
4.此外,在现有技术中,还借助于额外的输送机和多轴机器人以巨大的费用转动金属板。
5.而且,已知的是,在金属板加工设备的输送装置中,输送机构被实施为能围绕输送方向旋转,然而,这可能导致不正确的工件对准和损坏。
技术实现要素:
6.本发明的目的是克服现有技术的缺点并提供用于转动金属板的改进的装置和/或改进的方法,其中转动操作可以通过简单的机构和较小的空间要求来执行。
7.上述目的借助根据权利要求的装置和方法来实现。
8.根据本发明,形成具有转动单元的金属板加工设备。金属板加工设备包括:
9.输送机构,所述输送机构在输送平面中限定用于工件的接收表面和输送方向,并且所述输送机构被实施为用于输送工件,所述工件具有底侧和顶侧;
10.转动单元,所述转动单元被实施为用于将工件从底侧接收在接收表面上转动到顶侧接收在接收表面上,
11.其中还规定了转动单元包括操纵器,所述操纵器被实施为将工件的底侧抬离接收表面,执行工件的转动操作并且将工件的顶侧放置到输送机构的接收表面上。
12.根据本发明的该实施方式带来了如下优点:工件通过简单的方式在输送机构上被精确地、轻柔地、以节省空间的方式并且最重要的是在短时间内转动,以便随后将工件送回到金属板加工设备的加工中,从而实现短的循环时间。
13.另外的优点在于,由于转动单元的简单实施方式,可以节省操作成本。
14.此外,由于根据本发明的转动单元的实施方式,其危险区域被实施为尽可能小,这确保了更高的安全系数。
15.为了完整起见,这里应提及的是,所提及的顶侧和底侧是就随后的转动过程而言的当前被接收在输送机构上的金属板的表面,并且这些表面在新的转动过程中再次从工件
的底侧转动到顶侧。
16.此外,可以规定的是,输送机构的至少部分被实施为是可移位的,使得在输送平面中,能够形成用于操纵器的进入开口。通过这种措施,可以使操纵器以节省空间的方式且快速地接近转动单元的区域或附加装置或储存装置。
17.根据一个进步,操纵器可以包括夹持装置,所述夹持装置被实施为利用夹持表面在顶侧上夹持工件。在顶侧上夹持具有如下优点:所需的夹持力可以最佳地分布在工件上,以避免损坏和类似的不期望的效果。
18.此外,可能有利的是,操纵器或夹持装置的一部分被实施为能沿着轴线移位或伸缩。这允许额外改进对工件几何形状的适应性。此外,该措施可以使工件的放置或拾取过程更安全。
19.操纵器可以有利地包括夹持装置,该夹持装置被实施为在两个相对的工件端部的边缘上夹持工件。通过这种措施,夹持装置可以特别容易地适应不同的工件尺寸。
20.为了便于理解,在这方面应提及的是,术语“在边缘上”是指工件的周向边缘区域中的平坦区域,该平坦区域形成在工件的顶侧或底侧上并且可以根据操纵器的取向例如相对于输送方向平行地或相对于输送方向正交地对齐。
21.此外,可以规定的是,夹持装置包括至少一个转动头部,所述转动头部被实施为能枢转至少180
°
。因此,可以实现夹持装置与工件一起的枢转,由此可以在最小的空间中执行快速的转动操作。
22.特别有利的是,夹持装置包括用于两个相对的工件端部中的每一个的第一夹持区段和第二夹持区段,其中第一夹持区段和第二夹持区段被实施为能单独地围绕共同的旋转轴线枢转。通过该实施方式,转动操作特别是过程安全的,另外,可以简单地提升和放置工件,而不必单独地移动操纵器或其部分。
23.可能有利的是,操纵器被实施为能围绕枢转轴线枢转,所述枢转轴线相对于输送方向平行地布置。因此,可以围绕单独一个轴线进行工件的提升、转动和放置。
24.此外,可能有利的是,操纵器被实施为能围绕轴线枢转,所述轴线相对于输送平面平行地布置并且相对于输送方向正交地布置。一方面,这带来了如下优点:能围绕轴线提升、转动和放置,而且如果需要,该部件也可以相对于输送方向正交地围绕轴线转动。
25.此外,可以规定的是,转动单元具有相对于输送装置的输送平面平行地布置的托盘,该托盘能在第一操作位置和第二操作位置之间移动。通过该实施方式,工件能在转动操作期间临时被储存,这在操纵器的简单实施方式的情况下(即,具有单独一个枢转轴线)可能是特别有利的。
26.此外,可能有用的是,操纵器包括第一夹持装置和第二夹持装置,该第二夹持装置被实施为在转动操作期间将工件从第一夹持装置转移到第二夹持装置。借助该实施方式,可以通过简单且过程安全的方式转动工件,因为可以通过第一或第二夹持装置在顶部和/或底部表面上平面地夹持工件。
27.此外,提供了一种用于金属板加工设备的用于转动金属板的方法,该方法包括以下步骤:
28.提供金属板加工设备;
29.提供输送机构,所述输送机构在输送平面中限定用于工件的接收表面和输送方
向,并且被实施为用于输送工件,所述工件具有底侧和顶侧,
30.在输送机构的接收表面上提供工件;
31.提供转动单元,所述转动单元被实施为将工件从底侧接收在接收表面上转动到顶侧接收在接收表面上,
32.其中转动单元包括操纵器,该操纵器将工件的底侧抬离接收表面,执行工件的转动操作并且将工件的顶侧放置到输送装置的接收表面上。
33.通过根据本发明的方法,可以快速且容易地转动放置在金属板加工设备中的输送机构上的金属板,从而允许短的循环时间并节省构造空间。
34.此外,可能有利的是,提供定位在输送机构的输送平面下方的至少一个储存装置。这带来了如下优点:金属板也可以在加工操作之后由转动单元放置或临时储存,或者也可以在加工之前第一次在那里被拾取。在其他情况下,损坏的或有缺陷的工件也可以被储存在那里。此外,储存装置还可以形成用于操纵器和/或转动单元的零件的仓库。
35.此外,可以规定的是,在输送机构中,在输送平面中形成用于操纵器的进入开口,并且在这方面,输送机构的至少部分被移位。通过该措施,可以使操纵器以节省空间且快速的方式接近转动单元的区域或附加装置或储存装置。
36.此外,可能有利的是借助操纵器执行提供工件,其中借助操纵器将工件抬离储存装置并放置到输送机构的接收表面上。这带来了如下优点:可以省去最初将金属板送到金属板处理设备的额外的输送装置。
37.操纵器还可以有利地包括具有夹持表面的夹持装置,并且利用夹持表面在顶侧上夹持工件。在顶侧上夹持具有如下优点:所需的夹持力可以最佳地分布在工件上,以避免损坏和类似的不期望的效果。
38.此外,可以规定的是,操纵器包括夹持装置,并且通过夹持装置在两个相对的工件端部的边缘上夹持工件。通过该措施,可以实现可以利用相同的夹持装置尽可能容易地夹持不同几何形状的工件。
39.此外,可能有利的是,夹持装置包括至少一个转动头部,该转动头部被实施为能枢转至少180
°
并且夹持装置在转动操作中与工件一起至少部分地围绕转动轴线转动。通过该措施,可以在最小空间中执行较快的转动操作。
40.夹持装置可以有利地包括用于两个相对的工件端部中的每一个的第一夹持区段和第二夹持区段,其中第一夹持区段和第二夹持区段被实施为能单独地围绕共同的旋转轴线枢转,包括以下步骤:
41.借助夹持装置的第一夹持区段夹持工件的顶侧;
42.借助第一夹持区段将工件的底侧抬离输送机构的接收表面;
43.使第二夹持区段在朝向工件的底侧的方向上围绕旋转轴线枢转,并且借助第二夹持区段夹持底侧,
44.执行转动操作,
45.使第一夹持区段围绕旋转轴线远离工件的顶侧枢转,
46.借助第二夹持区段将工件的顶侧放置在输送机构的接收表面上。
47.通过该实施方式,转动操作特别是过程安全的,另外,可以简单地提升和放置工件,而不必单独地移动操纵器或其部分。
48.根据一个进步,可能的是,操纵器还包括在转动操作期间至少减小夹持装置的保持力的机构,并且当工件被放置在输送装置的接收表面上时,减小保持力时,工件从夹持装置滑落。由此,在发生转动操作时,工件可能已经滑动到接收表面的方向上。这可能导致额外的时间节省。
49.在抽吸或真空夹持器的情况下,这些机构可以包括例如压缩空气控制和/或真空控制,并且在磁性夹持器的情况下,可以包括磁场控制,和/或在永磁体的情况下也可以包括气动控制。替代地,也可以停用保持力,这将允许控制被简化。
50.此外,可以规定的是,提供托盘,所述托盘相对于输送机构的输送平面平行地布置,托盘移位到第一操作位置和第二操作位置,并且工件在转动操作期间在第一操作位置由夹持装置放置,并且在第二操作位置再次被拾取。通过该实施方式,工件能在转动操作期间临时被储存,这在操纵器的简单实施方式的情况下(即,具有单独一个枢转轴线)可能是特别有利的。
51.在替代变型中,还可以规定的是,操纵器包括第一夹持装置和第二夹持装置,其中借助第一夹持装置,工件的底侧被抬离接收表面,并且转动操作的第一部分步骤被执行,工件从第一夹持装置被转移到第二夹持装置并由第二夹持装置接收,转动操作的第二部分步骤被执行,并且借助第二夹持装置将工件的顶侧放置在输送机构的接收表面上。通过此实施方式,可以通过简单且过程安全的方式转动工件,因为例如可以通过第一或第二夹持装置在顶部和/或底部表面上平面地夹持工件。
52.此外,操纵器或夹持装置的部分可以有利地被实施为能沿着轴线相对于彼此移位。这允许额外改进对工件几何形状的适应性。此外,该措施可以使工件的放置或拾取过程更安全。
53.夹持装置可包括从现有技术已知的夹持器,例如磁性夹持器或抽吸和/或真空夹持器。
54.此外,还可以规定的是,夹持装置包括钳子夹持器,该钳子夹持器对于在工件端部上的夹持可能是有利的。
55.金属板加工设备可包括从现有技术已知的不同设备,如冲孔机、弯折机、激光加工机等。
附图说明
56.为了更好地理解本发明,将通过下面的附图更详细地阐明本发明。
57.这些附图以分别非常简化的示意性表示示出了:
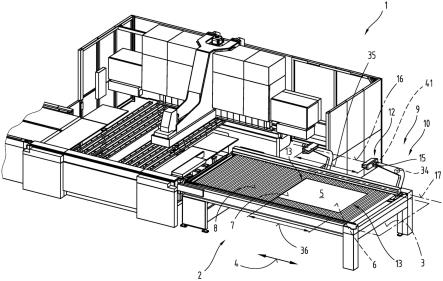
58.图1以斜视图示出了金属板加工设备的实施方式,该金属板加工设备具有输送机构和转动单元;
59.图2以俯视图示出了对转动单元的实施方式变型中的输送机构的描绘;
60.图3以俯视图示出了转动单元的另一个实施方式;
61.图4a至图4d在侧视图中以简化的视图示出了根据图3的转动单元的实施方式;
62.图5以俯视图示出了转动单元的另一个可能的示例性实施方式;
63.图6a至图6d以侧视图示出了转动单元的另一个实施方式;
64.图7a至图7d以侧视图示出了转动单元的另一个可能的实施方式变型;
65.图8a至图8d以前视图示出了操纵器的夹持装置的实施方式。
具体实施方式
66.首先,应注意的是,在所描述的不同实施方式中,相同的部分具有相同的附图标记和/或相同的部件名称,其中整个说明书中包含的公开内容可以类似地转用到具有相同附图标记和/或相同部件名称的相同部分。而且,描述中所选的位置的说明,例如在顶部、在底部、在侧面,是指直接描述和描绘的图,并且在位置变化的情况下,这些位置说明被类似地转用到新位置。
67.术语“特别”此后将被理解为是指其可以指代对象或方法步骤的可能的更具体的形成或更详细的说明,但是不一定需要描绘相同的强制性的、优选的实施方式或强制性的实践。
68.图1以斜视图示出了具有输送机构2和转动单元9的金属板加工设备1的实施方式。输送机构2限定输送平面3和输送方向4,工件5可沿着输送平面3和输送方向4远离金属板加工设备1的加工输送和/或输送至金属板加工设备1的加工中。工件5具有顶侧7和底侧6。工件5以底侧6搁置在输送机构2的接收表面8上。根据本发明,转动单元9包括操纵器10,该操纵器10被实施为将工件5的底侧6抬离接收表面8,执行工件5的转动操作并且将工件5的顶侧7放置到输送机构2的接收表面8上。
69.图1中的转动单元9的操纵器10的实施方式示出了具有夹持装置12的操纵器10的可能的实施方式变型,夹持装置12在两个相对的工件端部13的边缘上夹持工件5。操纵器10被实施为能围绕轴线17枢转。夹持装置12包括转动头部15,该转动头部15能借助转动驱动器41围绕转动轴线16枢转至少180
°
。夹持装置12还可包括如虚线所示的机构34,其能在转动操作期间减小和/或停用夹持装置12的保持力,以在将工件5放置在输送机构2的接收表面8上时使工件5从夹持装置12滑落。对于该实施方式,操纵器10可以是可伸缩的,或者它可以在相对于输送平面3平行的平面中移动,以允许滑动到接收表面8上。
70.然而,滑动到接收表面8上也可以发生在夹持装置12在朝向接收表面8的方向上缓慢打开的情况下,例如,在使用钳子夹持器的情况下。
71.然而,图1所示的操纵器10和/或夹持装置12也可以被实施为使得它们具有沿着输送方向4可移位或可伸缩的部分,使得用于接收工件5的夹持装置12的距离35可以适应不同工件5的不同长度36。此外,改变距离35可以实现工件5从夹持装置12的滑落。
72.金属板加工设备可包括从现有技术中已知的不同设备,如冲孔机、弯折机或激光加工机等。
73.图2以俯视图示出了具有转动单元9的实施方式变型的输送机构2的可能实施方式。操纵器10被实施为能围绕枢转轴线17枢转并且包括具有夹持表面14和转动头部15的夹持装置12。在这方面,输送机构2的至少部分被实施为是可移位的,使得能够在输送平面3中形成用于操纵器10的进入开口20。例如,输送机构2可以包括单独的输送元件24,该输送元件24被实施为能通过输送驱动器32移位,并且可以例如被移位到输送机构储存装置31中以形成进入开口20。
74.在该进入开口20下方,形成储存装置11,该储存装置11可以例如接收或提供工件5。在其他情况下,储存装置11还可用于接收夹持装置12,以便在夹持装置12被实施为可联
接至操纵器10的情况下,例如能够针对工件5的不同几何形状改变夹持装置12。储存装置11也可以布置在输送机构2旁边,如附图2中的虚线所示。此外,储存装置11还可以被实施为能移位。借助储存装置,工件5也可以例如最初由操纵器10接收,并且经由输送机构2被送到金属板加工设备1的加工中。在这方面,应注意的是,储存装置11独立于输送机构和转动单元的实施方式而实施,并且也可以适用于以下附图。
75.此外,示出了驱动装置37,其可以包括用于操纵器10的枢转驱动装置。此外,驱动装置37可包括用于使操纵器10沿着水平方向40或输送方向4移位的机构。
76.图3以俯视图示出了具有操纵器10的转动单元9的可能实施方式,该操纵器10能借助于驱动装置37围绕枢转轴线17枢转,枢转轴线17相对于输送方向4是平行的。此外,转动单元9包括托盘19,该托盘19相对于输送机构2的输送平面3平行地布置,并且能在第一操作位置21和第二操作位置22之间移位。该实施方式的目的在于,在转动操作期间,操纵器10在第一操作位置21将工件5放置在托盘19上,并且可以在第二操作位置22再次拾取工件5。
77.例如,在操作位置之间的移位可以借助致动驱动器38来执行,如图3所示。
78.在所示的实施方式变型中,托盘19可以线性地移动到提及的操作位置21、22。然而,替代地,也可以将它实施为使得它可以例如呈弧形移动,以便除了在平行于输送平面3的平面中的转动操作之外,还使工件5旋转一个角度,例如180
°
。
79.在该实施方式变型中,操纵器10具有能围绕枢转轴线17一起枢转的各个夹持臂25。替代地,夹持臂25也可单独地围绕轴线17枢转。
80.在这方面,应注意的是,托盘19和操纵器10必须被实施为使得它们在工件5的转动和进入操作位置21、22的移位期间不会彼此阻挡。
81.图4a至图4d在侧视图中以简化的表示示出了根据图3的转动单元9的实施方式,以及转动操作。在图4a中,托盘19处于第一操作位置21,而操纵器10借助夹持臂25将工件5的底侧6抬离输送机构2的接收表面8。操纵器10在图4b中经由枢转轴线17使工件5的顶侧7枢转到托盘19上,并且保持在工件5下方。同时,在输送机构2中形成进入开口20。根据图4c,托盘19移动到第二操作位置22,操纵器经由轴线17枢转回来,通过进入开口20在工件5的底侧6上夹持工件5并将工件5抬离托盘19。
82.随后,操纵器将工件5经由输送机构2的输送平面3输送通过进入开口20,并将工件5再次以其顶侧7放置到输送机构2的接收表面8上,如图4d所示。在这方面,应注意的是,输送机构2的至少部分再次相应地移动,使得进入开口20再次闭合以能够接收工件5。
83.替代地,当然,当前描述的顺序也可以颠倒,如括号中的附图标记所示,使得托盘19在其第一操作位置21位于进入开口20下方,操纵器将工件5的底侧6抬离接收表面8,通过进入开口20将工件5放置在托盘19上,使其围绕枢转轴线17枢转,托盘19移位到其第二操作位置22,并且操纵器10在工件5的底侧6上夹持工件5,使其经由枢转轴线17枢转,随后将其顶侧7放置在输送机构2的接收表面8上。在未被示出的实施方式中,还可以使用悬架等将托盘布置在输送机构的输送平面上方,这将消除对进入开口的需要。
84.为了补偿托盘19和输送平面3之间的潜在的高度差以及所产生的操纵器10的夹持臂25的倾斜度,操纵器10或托盘19和/或其部分可以被实施为高度可调节。在其他情况下,操纵器10的枢转轴线17到输送机构的距离可以相应地实施为较大,使得夹持臂25相对于托盘19的倾斜角度尽可能地小。
85.图5以俯视图示出了转动单元9和操纵器10的另一个实施方式。在这方面,托盘19还可以包括中间位置39,使得当其在操作位置21、22之间枢转时,其可以从操纵器10的枢转半径移位出,以便避免碰撞。
86.此外,在图5中示出了轴线18,轴线18相对于输送方向4正交地且相对于输送平面3平行地布置。替代地,操纵器10’和托盘19’可以布置成使得操纵器10’在转动操作中使工件5围绕该轴线18枢转,如虚线所示。此外,托盘19’也可以非线性地移位,但是例如以半径方式移位。
87.图5示出了转动单元9的另一个可能独立的实施方式,其中同样地,相同的附图标记和/或部件名称用于与上述的图3和图4a至图4d中的相同部分。为了避免不必要的重复,指向/参考前面附图的详细描述。
88.独立于图5中的转动单元9的实施方式,操纵器10的其他实施方式也可以被实施为能围绕轴线18枢转,轴线18与输送方向4正交地且相对于输送平面3平行地布置。
89.图6a至图6d在侧视图中以简化的表示示出了转动单元9的另一个实施方式,其中操纵器10包括第一夹持装置26和第二夹持装置27。第一夹持装置26被实施为将工件5的底侧6抬离输送机构2的接收表面8,执行转动操作的第一部分步骤,将工件5转移到第二夹持装置27,第二夹持装置27接管来自第一夹持装置26的工件5,在底侧6上夹持该工件5,执行转动操作的第二部分步骤,并且借助工件5的顶侧7将工件5放置在输送机构2的接收表面8上。这里描述的转动操作的部分步骤可以例如各自包括如图所示的90
°
的枢转角度,而且包括彼此互补以形成补角的两个不同的枢转角度。因此,例如,第一枢转角度可以是135
°
,并且第二枢转角度可以是45
°
。
90.在这方面,应注意的是,为了完整起见,一旦工件被转移,第一夹持装置的保持力在转移到第二夹持装置期间被停用,并且第一夹持装置必须被移位和/或枢转成使得第二夹持装置的枢转区域不被阻挡。
91.在该实施方式中,也可以颠倒两个夹持装置26、27的功能,如括号中的附图标记所示。
92.此外,两个夹持装置可以不同地实施,使得一个夹持装置在顶侧和底侧上夹持工件,而另一个夹持装置例如在边缘上夹持工件。
93.图7a至图7d以侧视图示出了转动单元9的实施方式变型,其中操纵器10包括夹持装置12,该夹持装置12被实施为利用夹持表面14在顶侧7上夹持工件5。此外,操纵器10包括能在转动操作中减小或停用夹持装置12的保持力23的机构34。根据夹持装置12的实施方式,提及的机构34可满足不同的技术要求。在抽吸或真空夹持器的情况下,这些机构可以包括例如压缩空气控制和/或真空控制,并且在磁性夹持器的情况下,可以包括磁场控制,和/或在使用永磁体的情况下也可以包括气动控制,如上所述。
94.此外,夹持装置12包括转动头部15,该转动头部15被实施为能枢转至少180
°
。此外,转动驱动器41以虚线示出,借助该转动驱动器41使转动头部15枢转到所需的角位置。
95.在所示的实施方式中,操纵器10能沿着水平方向40移位,使得其可在转动操作的过程中使工件5从夹持表面14滑落。替代地,操纵器10还可以包括伸缩臂33,如虚线所示。同样地,夹持装置12也可以被实施为相应地可移位,如附图7c所示。
96.图8a至8d以前视图示出了操纵器10的夹持装置12的有利实施方式。对于每个工件
端部13,夹持装置12包括可夹持工件5的顶侧7的第一夹持区段28和可夹持底侧6的第二夹持区段29,第一夹持区段28和第二夹持区段29都可单独地围绕旋转轴线30枢转。如图8a所示,通过第一夹持区段28执行将工件5的底侧6抬离输送机构2的接收表面8,因为第一夹持区段28在边缘上夹持工件5的顶侧7并将其提升,随后第二夹持区段29在朝向底侧6的方向上枢转并且也在边缘上夹持工件5。
97.例如,所述夹持可由从现有技术中已知的夹持器(例如,磁性夹持器或抽吸夹持器)来执行。可选地,两个夹持区段28、29可以向工件5施加额外的夹紧力。
98.随后,优选借助于转动头部15围绕转动轴线16执行转动操作,然后第一夹持区段28围绕旋转轴线30从工件5的顶侧7枢转回来。随后,借助于第二夹持区段29将工件5以其顶侧7放置在输送机构2的接收表面8上。
99.示例性实施方式示出了可能的实施方式变型,在这方面应注意的是,本发明不限于这些特定示出的实施方式变型,而是单独的实施方式变型的各种组合也是可能的,并且由于本发明提供的技术教导的这种变化的可能性在本领域技术人员的能力范围内。
100.保护范围由权利要求确定。然而,说明书和附图用于解释权利要求。从所示出和描述的不同示例性实施方式的各个特征或特征的组合可以表示独立的发明方案。可以从描述中得出独立的发明方案的目的。
101.最后,就形式而言,应注意的是,为了便于理解该结构,元件部分未被描绘为尺寸成比例和/或被放大和/或被减小。
102.附图标记列表
103.1金属板加工设备
104.2输送机构
105.3输送平面
106.4输送方向
107.5工件
108.6底侧
109.7顶侧
110.8接收表面
111.9转动单元
112.10操纵器
113.11储存装置
114.12夹持装置
115.13工件端部
116.14夹持表面
117.15转动头部
118.16转动轴线
119.17枢转轴线
120.18轴线
121.19托盘
122.20进入开口
123.21第一操作位置
124.22第二操作位置
125.23保持力
126.24输送元件
127.25夹持臂
128.26第一夹持装置
129.27第二夹持装置
130.28第一夹持区段
131.29第二夹持区段
132.30旋转轴线
133.31输送机构储存装置
134.32输送驱动器
135.33伸缩臂
136.34机构
137.35距离
138.36长度
139.37驱动装置
140.38致动驱动器
141.39中间位置
142.40水平方向
143.41转动驱动器
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。