1.本发明涉及膜材、板材等加工领域,更具体地说,它涉及一种激光精细微加工用的可吸附加工方法及装置。
背景技术:
2.在膜材或者薄的板材加工过程中,加工治具对材料的加工精度起到至关重要的作用至关重要的作用,大大影响了材料加工的合格率以及加工效率。
3.目前膜材的加工主要依靠外力将材料拉直,而板材的加工依靠夹具的装夹,这两种方法会使材料发生应力变形。部分研究表明,当零件加工的精度要求比较高时,在材料加工中由于装夹方式不当产生的应变大大降低了产品的合格率。而且加工过程中若被加工件频繁移动,便容易造成了加工定位精度难以得到保障。
4.因此,为了保证膜材与板材的加工精度,大幅提高生产效率,降低生产成本,在加工过程中保证材料的定位精度,加工治具的设计改进,具有重大意义。其中,所述的吸附功能是指在零件的加工过程中,平台始终保持负压环境,保证被加工材料的相对位置不发生变化。
5.但是,目前在膜材与板材加工中采用的材料定位方式大多不能达到很好的效果,材料定位精度差造成了批量生产时时间成本的大大增加,且加工过程中材料的异动造成了良品率的下降,因此这种传统的加工方式的应用并不理想。
技术实现要素:
6.本发明的目的就是为了解决现有技术之不足而提供的一种结构简单,加工精度高,能够提高产品质量和生产效率的激光精细微加工用的可吸附加工装置。
7.本发明通过以下技术实现上述目的:一种激光精细微加工用的可吸附加工装置,其特征在于,它包括平台基体、可更换平台、前挡板、密封胶条、气管接头、后挡板、气缸、气动夹头、把手、真空泵;设有预留气孔的可更换平台置于具有内部空腔和预留气孔的的平台基体上表面,与平台基体通过负压环境与气动夹头的夹紧力紧密贴合,密封胶条由前后两块挡板夹紧一同连接于平台基体前后,气管接头与气缸安装于平台基体底部,其中气动夹头与气缸连接并受气缸驱动,把手安装于可更换平台的前挡板一侧,气管接头与真空泵连接。
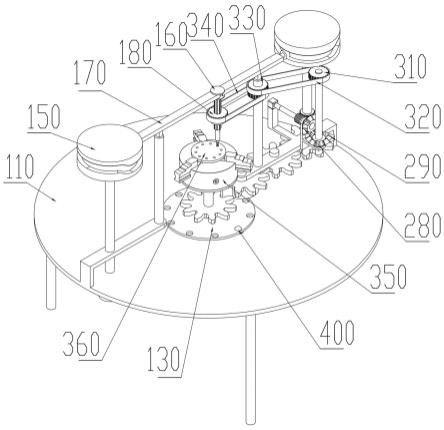
8.振镜与场镜通过自带螺纹配合连接,可吸附加工装置位于振镜与场镜的下方。
9.一种激光精细微加工用的可吸附加工方法,其特征在于:材料在加工前预先放置在可更换平台的指定位置,在平台基体准备就绪后将可更换平台放置于平台基体上,由平台基体连接真空泵创造负压环境,使被加工材料自然吸附在可更换平台上,随后对可更换平台进行进一步的夹紧定位,确保被加工材料的高定位精度。
10.其具体步骤如下:
11.(1)将被加工材料放置在可更换平台指定位置上;
12.(2)通过把手将可更换平台连同被加工材料一同放置在平台基体上,放置完成后由气缸驱动气动夹头对可更换平台进行夹紧定位;
13.(3)定位完成后真空泵启动,真空泵通过气管接头连接至平台基体的内部空腔,创造负压环境,平台基体空腔内的负压环境通过平台基体上端预留孔位与可更换平台预留气孔相通,产生-6.5mpa负压,使被加工材料紧密贴合在可更换平台上;
14.(4)平台基体在运动轴带动下移到待加工位置;
15.(5)激光加工设备自带的视觉算法系统进行进一步的抓靶定位,并计算与上次加工位置的实际偏差值,将偏差值导入振镜控制卡;
16.(6)振镜与场镜根据实际加工需求(正焦加工或正/负离焦加工)通过激光加工设备运动系统调整高度;
17.(7)在振镜控制卡计算完成后,激光进入振镜,振镜转动反射镜片,按照本次定位结果进行加工,加工的同时将下一件产品摆放于在另一可更换平台上;
18.(8)加工结束后,可更换平台先退回到可更换平台的初始位置,之后松开气动夹头,最后关闭真空泵;
19.(9)更换可更换平台取下加工成品,完成本次加工。
20.所述激光加工工艺参数由被加工材料决定,所述负压环境均为空气;
21.所述吸附功能通过气管接头与真空泵的连接实现。
22.作为上述方案的进一步说明,气体的密封通过前后两个密封胶圈来实现,前后挡板与平台基体的连接通过螺栓实现,气管接头与平台基体的连接通过螺栓实现。
23.可更换平台在加工过程中的定位通过平台基体的负压环境与两个气动夹头实现。
24.在加工结束后可通过把手实现可更换平台的更换。
25.本发明采用上述技术解决方案所能达到的有益效果是:
26.本发明通过负压环境实现对被加工材料的吸附,并通过气动夹头夹紧可更换平台,确保被加工材料的定位精度。
附图说明
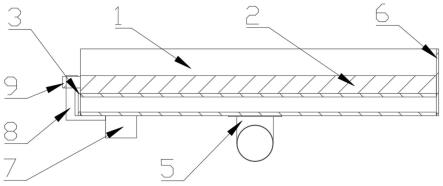
27.图1为本装置(除振镜与场镜外)的剖面图;
28.图2为密封胶条位置示意图;
29.图3为振镜与场镜配合示意图;
30.图4为平台基体结构示意图;
31.图5为气管接头与真空泵连接示意图;
32.图6为装置底部结构示意图。
33.附图标记说明:平台基体[1]、可更换平台[2]、前挡板[3]、密封胶条[4]、气管接头[5]、后挡板[6]、气缸[7]、气动夹头[8]、把手[9]、振镜[10]、场镜[11]、真空泵[12]。
具体实施方式
[0034]
如图1-图2所示,本发明是一种激光精细微加工用的可吸附加工装置,它包括平台基体1、可更换平台2、前挡板3、密封胶条4、气管接头5、后挡板6、气缸7、气动夹头8、把手9、真空泵12。
[0035]
所述密封胶条4介于平台基体1与前挡板3之间和平台基体1与后挡板6之间,以达到保证基体气腔气密性的功能,保证气体提供足够的负压压力,达到对被加工材料的功能;
[0036]
进一步的,膜材或板材放置在可更换平台2上后,通过把手9放置在平台基体1上,使其与后挡板6接触;
[0037]
进一步的,在可更换平台2放置完成后,由气缸7驱动气动夹头8对其进行夹紧,实现定位装夹;
[0038]
进一步的,装夹完成后启动真空泵12,实现对材料的吸附;
[0039]
吸附完成后整个装置移动到待加工位置;
[0040]
进一步的,在待加工位置配合激光加工设备自带视觉算法实现更精细的抓靶定位;
[0041]
抓靶定位完成后将实际位置计算结果反馈至振镜,激光经由振镜10与场镜11实现对产品的加工。
[0042]
下面结合附图和实施例对本发明的具体实施方式做详细的说明,但本发明不应仅限于实施例。
[0043]
实施例1
[0044]
本实施例采用的被加工材料为厚度为1mm的玻璃板镀ito薄膜蚀刻,工艺参数为1064nm红外激光,聚焦后焦点光斑直径25μm,扫描速度2000mm/s,激光频率为300khz,焦点位于被加工材料表面,激光功率为14w。加工20pcs。
[0045]
实施例2
[0046]
本实施例采用的被加工材料为厚度为5μm屏下指纹识别透光膜油墨打孔,工艺参数为1064nm红外激光,聚焦后焦点直径25μm,扫描速度6000m/s,激光频率为300khz,焦点位于被加工材料上方2mm,激光功率1w。加工20pcs。
[0047][0048]
搭配激光加工设备带有的视觉系统,可进行自动抓靶,平均加工效率与单平台取放样品相比分别提升了46%与37%,且两片加工样品均为合格品。
[0049]
本发明与现有技术相比,1.在进行批量化生产的过程中,由于平台可更换,故材料的放置与加工可同时进行,大大提高了生产效率;
[0050]
2.膜材与板材的加工中,尤其是高精度加工中,材料的定位精度对加工的良品率会产生至关重要的影响,该装置搭配自动化设备的运动控制系统与视觉系统可满足高定位精度的要求;
[0051]
3.传统的膜材尤其是板材的加工中,夹具对材料施加的应力会使材料产生不同程度的应力变形,该装置利用负压环境使材料自然贴合于加工平台,极大程度上解决了因被加工件的应力变形而导致的加工精度不足的问题,达到了节约能源、提高资源的利用率的目的。
[0052]
以上所述的内容仅仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出更多的变形和改进等,这些都属于本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。