1.本发明涉及铝箔纸完整性检测领域,具体地说,涉及一种基于plc的在线铝箔纸完整性检测的装置及方法。
背景技术:
2.gdx2包装机是我国在上世纪90年代引入的意大利gd公司生产的硬包包装机,生产能力可达到400包/min。gdx2包装机常用于小盒烟包,包装广泛用于烟草行业硬盒烟支包装中,机械结构方面有着巨大的优势,深受好评。在包装机内,烟支经过检测无缺陷后会形成767三列,与输送来的铝箔纸进行包装,这一工序完成后再对铝箔纸进行检测。
3.但gdx2包装机在烟支缺陷方面检测效果不够理想,无法完全适应我国烟支生产企业。特别是对于铝箔纸检测方面,该机组只对铝箔纸缺失和偏移情况进行检测。对于铝箔纸替换接头、重叠、弯折、破损、脏污等无法实现检测。在烟包进行包装过程中,由于铝箔纸的问题很可能在后续包装过程中造成烟支缺失、损坏的情况,这都会使得烟支成品产生质量缺陷。根据《卷烟包装、卷制技术要求及贮运》,这些情况属于a类质量缺陷,为重大质量事故。轻则造成产品损耗,降低产品的合格率和生产效率,重则对企业和品牌形象都可能造成严重后果。因此,对于在gdx2包装机进行技术改造增加铝箔纸质量检测系统尤为重要。
4.gdx2包装机其自带有铝箔纸偏移检测和撕拉检测,可以完成对铝箔纸头尾折叠部位和撕拉部位的完整性能检测并配备有剔除环节,可将检测出有缺陷烟包进行剔除,却无法实现对铝箔纸完整性的检测,具有一定的局限性。另外,剔除过程如果不彻底,会在后续工艺中使得烟支缺失或者对模盒造成损伤,影响生产效率和烟包合格率。
技术实现要素:
5.本发明的目的在于克服现有技术包装机检测不足导致烟包包装后出现铝箔纸质量缺陷,影响产品质量的问题,提出一种包装机铝箔纸完整性检测装置及检测方法,对烟包铝箔纸完整性进行动态检测,确定烟包是否存在铝箔纸缺陷问题,提高生产效率和烟包合格率。
6.为了实现上述目的,本发明所采用的技术方案如下:
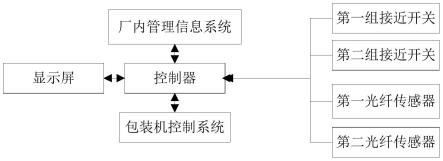
7.一种包装机铝箔纸完整性检测装置,包括:第一组接近开关、第二组接近开关、第一光纤传感器、第二光纤传感器和控制器,第一组接近开关、第二组接近开关、第一光纤传感器和第二光纤传感器分别与控制器连接,第一组接近开关和第二组接近开关设置在包装机传输导轨的相对两侧,第一光纤传感器和第二光纤传感器设置在包装机传输导轨的上方;
8.第一光纤传感器设置在远离包装机出口的一侧,第二光纤传感器设置在靠近包装机出口的一侧,第一组接近开关、第二组接近开关位于第一光纤传感器和第二光纤传感器之间,且第一光纤传感器到第一组接近开关前端和第二组接近开关前端连线中心的横向水平垂直距离,与第二光纤传感器到第一组接近开关后端和第二组接近开关后端连线中心的
横向水平垂直距离相等,横向水平垂直距离与一个烟包的长度相等;
9.控制器还分别与包装机控制系统、厂内管理信息系统和显示屏连接。
10.进一步地,第一组接近开关和第二组接近开关均为埋入式安装的电感式接近开关,控制器采用s7-1200型plc。
11.进一步地,第一组接近开关与第二组接近开关分别包括五个电感式接近开关,每组中五个电感式接近开关依次水平横向设置。
12.进一步地,第一组接近开关和第二组接近开关分别安装在包装机传输导轨两侧的挡板上。
13.进一步地,第一组接近开关和第二组接近开关的安装方向均平行于烟包的运行方向。
14.一种包装机铝箔纸完整性检测方法,包括以下步骤:
15.s1、设定第一光纤传感器、第二光纤传感器和第一组接近开关、第二组接近开关的检测参数,启动包装机控制系统,包装机控制系统将开机检测信号发送给控制器;
16.s2、控制器接收到包装机控制系统的开机检测信号,启动第一光纤传感器对烟包进行检测,并记录检测烟包数量;
17.s3、经过设定时间,对第一组接近开关和第二组接近开关,和第二光纤传感器信号的检测,并记录脉冲信号长度;
18.s4、第二光纤传感器采集到烟包信号,第一组接近开关和第二组接近开关采集的信号进行对比,控制器将接收到的第一组接近开关和第二组接近开关采集的脉冲信号进行对比;
19.s5、控制器根据第一组接近开关和第二组接近开关采集的脉冲信号的对比结果,判断是否发出剔除信号。
20.进一步地,接近开关的检测间隔时间为t=s/v,s为一个烟包的长度,v为烟包传输速度。
21.进一步地,控制器将第一组接近开关和第二组接近开关采集的脉冲信号进行对比,包括以下步骤:
22.s51、确认第一组接近开关和第二组接近开关是否全都采集到信号,如有不同,则发出剔除信号;
23.s52、将第一组接近开关采集的信号与第二组接近开关采集的信号两两进行对比,确认信号是否相同,如有不同,则发出剔除信号;
24.s53、分别确认第一组接近开关和第二组接近开关的每个接近开关的信号是否相同,如有不同,则发出剔除信号;
25.s54、判断第一组接近开关中的第一个接近开关的信号宽度是否为设定值,如与设定值不同,则发出剔除信号。
26.进一步地,设定值为(s r)/v,s为一个烟包的长度,r为接近开关的测量直径,v为烟包传输速度。
27.进一步地,控制器对发出的剔除信号进行计数。
28.与现有技术相比,本发明选用接近开关作为铝箔纸完整性检测元件,在烟包包装过程中,利用多个检测点对烟包铝箔纸完整性进行动态检测,通过对检测信号的处理,确定
目标烟包是否存在铝箔纸缺陷问题;同时,通过网络与包装机控制系统和车间管理信息系统连接,实现对缺陷烟包的剔除,随时掌握不同频次产品的质量,实现对卷烟整体质量把控,提高生产效率和烟包合格率。
附图说明
29.图1为控制器与包装机控制器系统、厂内管理信息系统和显示屏的连接示意图。
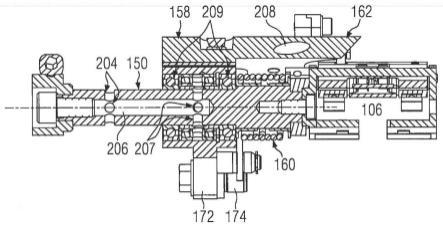
30.图2为接近开关安装的结构示意图。
31.图3为烟包的检测示意图。
32.图4为控制器的程序设计流程示意图。
33.附图标号说明:
34.第一组接近开关-20;接近开关-1;接近开关-3;接近开关-5;接近开关-7;接近开关-9;第二组接近开关-30;接近开关-2;接近开关-4;接近开关-6;接近开关-8;接近开关-10;第一光纤传感器-40;第二光纤传感器-50。
具体实施方式
35.下面结合附图和具体实施例对本发明包装机铝箔纸完整性检测装置及检测方法作进一步说明。
36.请参阅图1和图2,本发明公开了一种包装机铝箔纸完整性检测装置,包装机铝箔纸完整性检测装置包括第一组接近开关20、第二组接近开关30、第一光纤传感器40、第二光纤传感器50和控制器。第一组接近开关20、第二组接近开关30、第一光纤传感器40和第二光纤传感器50分别与控制器连接,第一组接近开关20和第二组接近开关30设置在包装机传输导轨70的相对两侧,第一光纤传感器40和第二光纤传感器50设置在包装机传输导轨的上方。
37.第一光纤传感器40设置在远离包装机出口的一侧,第二光纤传感器50设置在靠近包装机出口的一侧。第一组接近开关20、第二组接近开关30位于第一光纤传感器40和第二光纤传感器50之间,且第一光纤传感器40到第一组接近开关20前端和第二组接近开关30前端连线中心的横向水平垂直距离,与第二光纤传感器50到第一组接近开关20后端和第二组接近开关30后端连线中心的横向水平垂直距离相等,横向水平垂直距离与一个烟包的长度相等。
38.第一组接近开关20和第二组接近开关30均为埋入式安装的电感式接近开关,控制器采用s7-1200型plc。第一组接近开关20与第二组接近开关30分别包括五个电感式接近开关,每组中五个电感式接近开关依次水平横向设置。第一组接近开关20包括接近开关1、接近开关3、接近开关5、接近开关7和接近开关9,第二组接近开关30包括接近开关2、接近开关4、接近开关6、接近开关8和接近开关10。第一组接近开关20和第二组接近开关30分别安装在包装机传输导轨两侧的挡板上。第一组接近开关20和第二组接近开关30的安装方向均平行于烟包的运行方向。
39.控制器还分别与包装机控制系统、厂内管理信息系统和显示屏连接。控制器与包装机控制系统连接,可在不影响烟包生产的前提下,实现对铝箔纸完整性的在线检测,并可利用包装机控制系统现有的剔除装置对检测出来的缺陷产品进行在线剔除,不需要额外增
加剔除环节。
40.控制器与厂内管理信息系统mis连接,厂内管理信息系统将每批次烟包的检测情况显示,方便随时掌控质量信息,并查找原因。厂内管理信息系统主要方便统筹制丝、卷接、包装等信息的统筹管理,控制器将铝箔纸检测信息向厂内管理信息系统进行反馈,方便追溯不同批次的铝箔纸质量,及时调整设备参数,便于对不同种类的烟包质量进行控制。
41.控制器与显示屏连接,通过显示屏构成人机界面hmi,方便进行系统控制和运行情况显示。在车间显示屏上显示烟支对应的批次号、剔除数量、次品率等实时统计信息,也方便及时对系统整体运行情况和烟支包装材料(铝箔纸、内衬纸等)进行预判。一旦发现数据有异常,会及时做出相应,调整设备参数或者检测材料是否存在重大缺陷等。经过与系统的通信,显示屏既可以实现对检测情况的实时显示,又可以作为车间整体信息的交互,实现了远程控制和信息了解。
42.本发明基于plc控制技术完成了小盒烟包内铝箔纸的全方位动态检测,防止含有铝箔纸缺陷的不合格卷烟进入下一道生产工序。并且每个部位的铝箔纸故障烟包的剔除数在人机界面hmi上显示出来,参数设定、历史查询、班次总产量及手动调试等功能在人机界面hmi上体现,并将数据与车间整体数据库进行通信。
43.控制器与包装机控制系统及厂内管理信息系统进行通信,并全部可通过显示屏显示,要通过工业以太网profinet等通信协议进行信息交互,完成在不影响现有烟支包装和生产工序的前提下,实现对铝箔纸的完整性在线检测。
44.铝箔纸表面附着一层金属膜,铝箔纸完整性检测可以使用接近开关实现,接近开关对金属膜进行检测,一旦铝箔纸出现完整性缺陷,例如缺失和破损,则接近开关的接收信号会出现缺失。为了避免安装时,包装机部件金属部位对检测的影响,选择埋入式安装的接近开关。将接近开关安装在烟包传输导轨两侧,不会对烟包造成损伤。
45.本发明还公开了一种包装机铝箔纸完整性检测方法,包装机铝箔纸完整性检测方法包括以下步骤:
46.s1、设定第一光纤传感器、第二光纤传感器和第一组接近开关、第二组接近开关的检测参数,启动包装机控制系统,包装机控制系统将开机检测信号发送给控制器。
47.s2、控制器接收到包装机控制系统的开机检测信号,启动第一光纤传感器对烟包进行检测,并记录检测烟包数量。
48.s3、经过设定时间,对第一组接近开关和第二组接近开关,和第二光纤传感器信号的检测,并记录脉冲信号长度。
49.s4、第二光纤传感器采集到烟包信号,第一组接近开关和第二组接近开关采集的信号进行对比,控制器将接收到的第一组接近开关和第二组接近开关采集的脉冲信号进行对比。
50.s5、控制器根据第一组接近开关和第二组接近开关采集的脉冲信号的对比结果,判断是否发出剔除信号。
51.接近开关的检测间隔时间为t=s/v,s为一个烟包的长度,v为烟包传输速度。控制器对发出的剔除信号进行计数。
52.控制器将第一组接近开关和第二组接近开关采集的脉冲信号进行对比,包括以下步骤:
53.s51、确认第一组接近开关和第二组接近开关是否全都采集到信号,如有不同,则发出剔除信号。
54.s52、将第一组接近开关采集的信号与第二组接近开关采集的信号两两进行对比,确认信号是否相同,如有不同,则发出剔除信号。
55.s53、分别确认第一组接近开关和第二组接近开关的每个接近开关的信号是否相同,如有不同,则发出剔除信号。
56.s54、判断第一组接近开关中的第一个接近开关的信号宽度是否为设定值,如与设定值不同,则发出剔除信号。
57.其中,设定值为(s r)/v,s为一个烟包的长度,r为接近开关的测量直径,v为烟包传输速度。
58.如图2和图3所示,使用10个接近开关来检测烟包内铝箔纸的完整性,烟包传输导轨两侧各5个,根据烟包大小均匀排列,以此来保证对铝箔纸完整性检测。采用gdx2包装机的烟盒尺寸为长86.45mm x宽54.4mm x 22.5mm厚,而采用的传感器有效检测面为圆形,经过测量直径约为11mm。烟包在导轨上传输,检测开始,随着烟包移动,10个接近开关分别检测其范围内的铝箔纸信号。随着烟包移动,传感器检测信号一直存在,直到烟包整体移出检测范围,因此接近开关输出为一段固定的脉冲信号。采集完成后对接近开关信号进行对比,得出铝箔纸是否存在缺陷的判断。铝箔纸有缺陷,需要在后续工艺中将此烟包剔除。
59.第一光纤传感器40安装在第一组接近开关20和第二组接近开关30前,第二光纤传感器50安装在第一组接近开关20和第二组接近开关30后。第一光纤传感器40到第一组接近开关20前端和第二组接近开关30前端连线中心的横向水平垂直距离,与第二光纤传感器50到第一组接近开关20后端和第二组接近开关30后端连线中心的横向水平垂直距离相等,横向水平垂直距离与一个烟包的长度86.45mm相等。烟包离开第一光纤传感器40后即启动检测,接近第二光纤传感器50即停止检测。
60.如图2和图3所示,检测开始时,接近开关1与接近开关2先接收到铝箔纸信号。随着烟包移动,接近开关检测信号一直存在,直到烟包整体移出接近开关1和接近开关2的检测范围。因此,针对传感器接近开关1、接近开关2输出为一段固定的脉冲信号。同理,接近开关3和接近开关4接收到脉冲宽度应与接近开关1和接近开关2的宽度一致,滞后时间t=86.45/4/v,v为烟包传送速度。接近开关5和接近开关6采集到的脉冲滞后接近开关3和接近开关4的时间也为t,接近开关7和接近开关8采集到的脉冲滞后接近开关5和接近开关6的时间也为t,接近开关9和接近开关10采集到的脉冲滞后接近开关7和接近开关8的时间也为t。
61.信号采集完毕后,只要将第一组接近开关20和第二组接近开关30的这10个脉冲信号进行比较。检测到的脉冲信号宽度相同,滞后时间符合要求,且两两对应的脉冲信号时间也相同(如接近开关5和接近开关6),则说明铝箔纸为完好无损的。如果不符,则说明铝箔纸有缺陷,需要在后续工艺中将此烟包剔除,控制器将剔除信号发送给包装机控制系统。
62.如图4所示,控制器在接收到开机信号时,需要进行烟包信号判断,通过第一光纤传感器40检测信号实现,烟包信号到来开启接近开关信号采集,接近开关采集信号。如果10个接近开关都采集不到信号且第二光纤传感器50检测信号已到,则说明接近开关采集信号已结束。接近开关如能顺利采集信号,则也通过第二光纤传感器50采集信号来判断烟包是否已经移出采集区。移出后需要对10个接近开关采集信号进行处理。通过比较采集脉冲的
幅度、时长等信号判定是否存在缺陷。如果10个接近开关都无信号,则说明铝箔纸缺失。铝箔纸缺失或存在缺陷则将此烟包信息传递给剔除设备进行剔除,并同时记录下缺陷烟包和正常烟包数量,方便对系统处理数据进行采集。然后系统需要为下一次检测做准备,剔除信号交由剔除装置实现。在上电后随时对剔除数据进行监督,如果发现异常则立即发出报警信号,通知人员进行处理。
63.综上所述,本发明选用接近开关作为铝箔纸完整性检测元件,在烟包包装过程中,利用多个检测点对烟包铝箔纸完整性进行动态检测,通过对检测信号的处理,确定目标烟包是否存在铝箔纸缺陷问题;同时,通过网络与包装机控制系统和车间管理信息系统连接,实现对缺陷烟包的剔除,随时掌握不同频次产品的质量,实现对卷烟整体质量把控,提高生产效率和烟包合格率。
64.上述说明是针对本发明较佳可行实施例的详细说明,但实施例并非用以限定本发明的专利申请范围,凡本发明所揭示的技术精神下所完成的同等变化或修饰变更,均应属于本发明所涵盖专利范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。