1.本实用新型涉及绕线设备技术领域,尤其涉及一种同步电机半自动线圈生产线。
背景技术:
2.麻将电机的线架线圈的缠绕要有绕线过程、锡焊过程以及电阻检测过程,然而,多数生产厂家在生产电机的转子时其线圈的缠绕方式都是采用人工的方式将线绷紧,这种方式不仅存在着效率低、质量不稳定的不足,同时,在厂家进行大批量生产时,工人的劳动强度很大,厂家的人工成本也高,生产效率也不高,而且不利于提高产品生产制造的自动化进程。
3.为此,有必要提出一种同步电机半自动线圈生产线来解决以往的电机转子在绕线时非自动化的问题。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供一种实现该产品从线圈架上料、绕线排线,引线脚焊接到收料装盒的半自动化生产,从塑料零件的投入到线圈成品的装装盒在一套设备中完成,提升用户产品品质;实现设备结构升级,从普通的搬运横移、焊锡机改为搬运横移焊锡机合为一体,节省空间节约成本,方便人工作业的同步电机半自动线圈生产线。
5.本实用新型的技术方案如下:一种同步电机半自动线圈生产线,包括相互平行设置的用于绕线的绕线单元和用于将线圈有序码垛存储的自动收料单元;相邻所述绕线单元和自动收料单元之间设有锡焊及检测单元,用于对线圈进行锡焊和测量电阻;沿所述绕线单元、锡焊及检测单元、自动收料单元生产方向上设有横移搬运单元,用以将绕线单元上绕制好的线圈搬运至锡焊及检测单元出进行锡焊和测电阻,最后在将其搬运至自动收料单元工位处。
6.在上述实施例基础上,所述横移搬运单元包括用于支撑的横移搬运支架,所述移搬运支架上转动设有驱动单元;所述横移搬运支架上可滑动设有搬运治具;所述驱动单元可驱动所述搬运治具来回往复移动;所述横移搬运支架一端设有顶升部件;所述顶升部件可驱动所述搬运治具移动。
7.在上述实施例基础上,所述搬运治具包括通过线轨可滑动设置于横移搬运支架上的搬运底板;所述搬运底板上对称且可滑动插设有导向轴,所述搬运底板上方可移动设有装夹治具,所述装夹治具与所述导向轴一端固定连接;所述装夹治具一侧通过紧固件固定连接有定位片。
8.在上述实施例基础上,所述装夹治具包括横梁元件,所述横梁元件上阵列设有贯穿柱形孔;所述柱形孔内侧插设有一端导角设置的治具管;所述横梁元件上设有传感器安装孔的延伸部;所述延伸部与所述治具管同一片面设置;所述定位片上设有定位凹槽。
9.在上述实施例基础上,所述绕线单元为12轴绕线机。
10.在上述实施例基础上,所述锡焊及检测单元包括锡焊及检测底板;所述锡焊及检
测底板上一字纵向顺序排列的沾松香机构、焊锡机构、电阻检测机构、翻转机构;所述沾松香机构用于对线架进行自动沾松香;所述焊锡机构用于对线架进行自动锡焊;所述电阻检测机构用于对线架进行电阻检测的同时对锡焊部位进行快速降温;所述翻转机构用于对成品线架进行180
°
翻转,使引脚竖直朝上。
11.在上述实施例基础上,所述沾松香机构包括可升降插设于锡焊及检测底板上的沾松香支架;所述沾松香支架顶部设有回字形内凹且设有一个进液一个出液的松香槽;所述沾松香支架上连接一升降气缸;所述升降气缸可驱动所述沾松香支架来回往复移动;
12.焊锡机构包括可移动插设于所述锡焊及检测底板上的焊锡支架;所述焊锡支架顶部平行设有带有加热的融锡池和废渣盒;沿所述废渣盒一侧一字纵向顺序排列设有进锡机构、刮浮沫机构、锡液高度检测机构;所述焊锡支架底部设有一提升机构,所述提升机构可驱动所述焊锡支架沿竖直方向来回往复移动;
13.电阻检测机构包括可调节安装在所述锡焊及检测底板上的电阻检测支架;所述检测支架一侧通过紧固件固定连接有夹紧气缸;所述夹紧气缸的输出端对称连接有电阻测试部件;在所述夹紧气缸夹紧后居中位置设有冷却部件,用于对焊锡脚进行快速冷却;
14.翻转机构包括翻转支架;所述翻转支架顶部设有翻转座;所述翻转座上可转动设有夹持治具;所述翻转支架一侧设有翻转驱动气缸;所述翻转驱动气缸通过齿轮齿条部件可驱动所述夹持治具来回往复转动。
15.在上述实施例基础上,所述电阻测试部件包括测试板;所述测试板两侧对称,且可伸缩设有测试块;
16.在上述实施例基础上,所述自动收料单元包括自动收料机架;所述自动收料机架上设有搬运机械手;所述搬运机械手两侧对称设有储料仓机构;所述自动收料机架上设可移动有搬料机构;所述搬料机构可在搬运机械手和储料仓机构之间来回往复移动;所述自动收料机架上设有不良品储料单元;所述不良品储料单元与所述搬料机构平行设置。
17.在上述实施例基础上,所述搬运机械手包括平行设的滑轨;所述平行设的滑轨上可移动设有横梁;所述平行设的滑轨一侧设有带驱动部件;所述带驱动部件可驱动所述横梁来回往复移动;所述横梁居中位置设有下料升降气缸;所述横梁上可滑动插设有夹紧气缸安装座;所述下料升降气缸可驱动所述夹紧气缸安装座移动;所述夹紧气缸安装座上阵列设有夹紧手指气缸;
18.储料仓机构包括储料支架;所述储料支架上设有移动方向相反的支撑部;
19.搬料机构包括平行设置的直线滑轨;所述直线滑轨上通过滑块固定连接有滑台;所述滑台上可滑动插设有提升台;所述滑台底部设有提升动力器件;所述提升动力器件可驱动所述提升台移动。
20.与现有技术相比,本实用新型具有如下有益效果:
21.1)本实用新型同步电机半自动线圈生产线通过一字纵向顺序排列的绕线单元、锡焊及检测单、自动收料单元配合横移搬运单元协同工作能够对目标电机转子进行快速绕线、自动引线脚焊接、自动收料,使得电机转子的绕线更为自动化,其绕线的效率更高,不仅为企业节约了人工成本,而且也提高了企业的生产效率;
22.2)本实用新型将普通的搬运横移、焊锡机改为锡焊及检测单设置在横移搬运单元,实现搬运横移焊锡机合为一体,有效的将多个工位合成一个工位设置,节省空间节约成
本,方便人工作业;
23.3)本实用新型通过自动收料单元来实现对成品进行分类码垛,有效的提高生产效率;
24.4)本实用新型直接在一个工位完成沾松香、焊锡电阻及检测,有效的减小占用空间,使得整个结构更为紧凑。
附图说明
25.为进一步说明各实施例,本发明提供有附图。这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
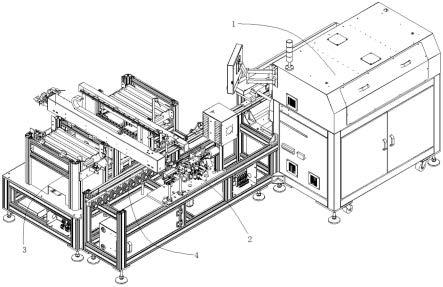
26.图1为本实用新型的同步电机半自动线圈生产线立体结构示意图;
27.图2为本实用新型的横移搬运单元立体结构示意图;
28.图3为本实用新型的锡焊及检测单元立体结构示意图;
29.图4为本实用新型的自动收料单元正视图;
30.图5为本实用新型的自动收料单元立体结构示意图。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.为了使本技术领域的技术人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
33.参见图1至5所示,一种同步电机半自动线圈生产线,包括相互平行设置的用于绕线的绕线单元1和用于将线圈有序码垛存储的自动收料单元3;相邻所述绕线单元1和自动收料单元3之间设有锡焊及检测单元2,用于对线圈进行锡焊和测量电阻;沿所述绕线单元1、锡焊及检测单元2、自动收料单元3生产方向上设有横移搬运单元4,用以将绕线单元1上绕制好的线圈搬运至锡焊及检测单元2出进行锡焊和测电阻,最后在将其搬运至自动收料单元3工位处。本实用新型同步电机半自动线圈生产线通过一字纵向顺序排列的绕线单元、锡焊及检测单、自动收料单元配合横移搬运单元协同工作能够对目标电机转子进行快速绕线、自动引线脚焊接、自动收料,使得电机转子的绕线更为自动化,其绕线的效率更高,不仅为企业节约了人工成本,而且也提高了企业的生产效率。
34.在上述实施例基础上,所述横移搬运单元4包括用于支撑的横移搬运支架41,所述移搬运支架41上转动设有驱动单元42,所述驱动单元42为同步带机构,其中同步带机构优先采用86步进电机作为动力源,同步带采用s5m,以保证搬运速度够快及皮带步产生较大的晃动;所述同步带机构可转动安装在移搬运支架41上,当然在其它实施方式中,驱动单元42还可以是电动式或者缸体式或者直线往复移动式机械结构;所述横移搬运支架41上可滑动设有搬运治具43;所述驱动单元42可驱动所述搬运治具43来回往复移动;所述横移搬运支
架41一端设有顶升部件44;所述顶升部件44可驱动所述搬运治具43移动,用于提升搬运治具4至绕线单元1的绕线高度,方便对成品进行下料。本实施中通过采用上述技术方案使得整个横移搬运单元4工作时运行稳定可靠,横移精度高,能保证每个横移后的电机线架均能够精确地搬运到锡焊及检测单元2的指定位置进行沾香、焊接、电阻检测;精确地搬运到自动收料单元3指定位置进行进行下料,使线架与锡焊及检测单元2/自动收料单元3之间的间距不会出现偏差,保证产品的一致性,提高了产品的生产质量和合格率。
35.在上述实施例基础上,所述搬运治具43包括通过线轨可滑动设置于横移搬运支架41上的搬运底板431;所述搬运底板431上对称且可滑动插设有导向轴432,用于为装夹治具433的竖直移动提供导向,使移动过程中不发生错位,所述搬运底板431上方可移动设有装夹治具433,所述装夹治具433与所述导向轴432一端固定连接;所述装夹治具433一侧通过紧固件固定连接有定位片434,用于对线架进行定位,为绕线提供一个精准位置的同时后续的沾香、焊接、电阻检测和下料座准备。
36.在上述实施例基础上,所述装夹治具433包括横梁元件4331,所述横梁元件4331上阵列设有贯穿柱形孔;所述柱形孔内侧插设有一端导角设置的治具管4332;所述横梁元件4331上设有传感器安装孔的延伸部4333,用于安装传感器,来感知当前位置是否缺料;所述延伸部4333与所述治具管4332同一片面设置;所述定位片434上设有定位凹槽。
37.在上述实施例基础上,所述绕线单元1为12轴绕线机,12轴绕线机为现有技术,为本领域技术人员所熟知,此处不做重复赘述,在本实施例中通过采用12轴绕线机来进行绕线生产,使得完成一次绕着的同时自动收料单元3和锡焊及检测单元2正好完成12个线架的生产作业,有效的保证整条生产线在生产过程中不会应为某个工位效率高二造成滞料情况发生,有效保证生产效率。
38.在上述实施例基础上,所述锡焊及检测单元2包括锡焊及检测底板25,所述锡焊及检测底板25可调节安装在横移搬运单元4上,在针对不同想好线架时只要松开紧固件调整一下相对位置即可无需大幅度改造;所述锡焊及检测底板25上一字纵向顺序排列的沾松香机构21、焊锡机构22、电阻检测机构23、翻转机构24;所述沾松香机构21用于对线架进行自动沾松香;所述焊锡机构22用于对线架进行自动锡焊;所述电阻检测机构23用于对线架进行电阻检测的同时对锡焊部位进行快速降温;所述翻转机构24用于对成品线架进行180
°
翻转,使引脚竖直朝上。在本实施例中通过一个工位完成沾松香、焊锡电阻及检测,有效的减小占用空间,使得整个结构更为紧凑。
39.在上述实施例基础上,所述沾松香机构21包括可升降插设于锡焊及检测底板25上的沾松香支架211;所述沾松香支架211顶部设有回字形内凹且设有一个进液一个出液的松香槽212;所述沾松香支架211上连接一升降气缸213;所述升降气缸213可驱动所述沾松香支架211来回往复移动,具体的当横移搬运单元4移动到位后,在升降气缸213作用下将沾松香支架211顶起,时线架的线脚正好浸没在松香槽212上进行沾香;焊锡机构22包括可移动插设于所述锡焊及检测底板25上的焊锡支架221;所述焊锡支架221顶部平行设有带有加热的融锡池222和废渣盒223;沿所述废渣盒223一侧一字纵向顺序排列设有进锡机构224、刮浮沫机构225、锡液高度检测机构226;所述焊锡支架221底部设有一提升机构227,所述提升机构227可驱动所述焊锡支架221沿竖直方向来回往复移动;电阻检测机构23包括可调节安装在所述锡焊及检测底板25上的电阻检测支架231;所述检测支架231一侧通过紧固件固定
连接有夹紧气缸232;所述夹紧气缸232的输出端对称连接有电阻测试部件233;在所述夹紧气缸232夹紧后居中位置设有冷却部件234,用于对焊锡脚进行快速冷却;翻转机构24包括翻转支架241;所述翻转支架241顶部设有翻转座242;所述翻转座242上可转动设有夹持治具243;所述翻转支架241一侧设有翻转驱动气缸244;所述翻转驱动气缸244通过齿轮齿条部件可驱动所述夹持治具243来回往复转动。
40.在上述实施例基础上,所述电阻测试部件233包括测试板2331;所述测试板2331两侧对称,且可伸缩设有测试块2332。
41.在上述实施例基础上,所述自动收料单元3包括自动收料机架31;所述自动收料机架31上设有搬运机械手32;所述搬运机械手32两侧对称设有储料仓机构33;所述自动收料机架31上设可移动有搬料机构34;所述搬料机构34可在搬运机械手32和储料仓机构33之间来回往复移动;所述自动收料机架31上设有不良品储料单元35;所述不良品储料单元35与所述搬料机构34平行设置。
42.在上述实施例基础上,所述搬运机械手32包括平行设的滑轨321;所述平行设的滑轨321上可移动设有横梁322;所述平行设的滑轨321一侧设有带驱动部件323;所述带驱动部件323可驱动所述横梁322来回往复移动;所述横梁322居中位置设有下料升降气缸324;所述横梁322上可滑动插设有夹紧气缸安装座325;所述下料升降气缸324可驱动所述夹紧气缸安装座325移动;所述夹紧气缸安装座325上阵列设有夹紧手指气缸326;
43.储料仓机构33包括储料支架331;所述储料支架331上设有移动方向相反的支撑部332;
44.搬料机构34包括平行设置的直线滑轨341;所述直线滑轨341上通过滑块固定连接有滑台342;所述滑台342上可滑动插设有提升台343;所述滑台342底部设有提升动力器件343;所述提升动力器件343可驱动所述提升台343移动。
45.综上所述,本发明应用于电机线架的生产,具体通过绕线单元1、锡焊及检测单元2、自动收料单元3、横移搬运单元4在配合plc控制器等设备配合作用,实现自动化绕线、自动化沾松香、自动化锡焊、自动化电阻检测、自动化下料以及自动分类化码垛存储,从而代替人工生产作业方式,保证了生产质量,减少了生产工作时间从而提高生产效率,节省成本而且工作效率高,降低了人工成本和劳动强度,生产成本低,产品质量好,成品率高,而且设备利用率高。
46.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。