1.本发明涉及一种用于在沿运输方向通过焊接系统运输期间支撑焊料材料的中心支撑件。焊料材料可以被设计为装配有电子元件的电路板或设计为货物的货物载体,并且特别是装配有电子元件的电路板。焊接系统特别地可以是用于连续焊接装配有电子元件的电路板的回流焊接系统或用于对装配的电路板进行干燥的干燥系统。焊料材料优选地被支撑在中心区域中。中心支撑件具有主体部和相对于所述主体部高度可调节的驱动部,其中所述驱动部在其作用于焊料材料的运输位置与其不作用于所述焊料材料的降低位置之间可调节。
2.本发明还涉及具有这种中心支撑件的运输单元。尽管不带中心支撑件的运输单元在平行于运输方向的边缘处夹持相应的焊料材料并将其沿运输方向输送,但中心支撑件在中心区域支撑焊料材料。当要焊接或干燥较大的电路板或货物载体时,中心支撑件是特别有利的。它们防止焊料材料在其中心区域弯曲或下垂(这尤其可能由于焊料的加热而发生)并且从而确保功能可靠的运输。
3.本发明还涉及一种焊接系统,特别是用于连续焊接装配的电路板的回流焊接系统或用于干燥装配的电路板的干燥系统,其中焊料材料可以沿着运输方向运输通过至少一个区,其中至少在一个区中设置有具有中心支撑件的运输单元或中心支撑件。特别地,可以设置至少一个预热区、至少一个焊接区以及优选还有冷却区作为工序通道中的区。
背景技术:
4.已公开的文件de 10 2019 128 780 a1和cn
°
101312618 a描述了用于运输电路板通过焊接系统的运输单元。
5.由de 10 2005 055 283 a1已知一种高度可调节的中心支撑件,其包括具有在至少一个驱动轮上运行的驱动装置的板链,其中板链在载体中被引导。事实证明,设置这种板链是有问题的,因为它必须连续或至少非常定期地润滑并且易受冷凝物和焊料沉积物的影响。
6.由ep 970 773 b1也已知一种高度可调节的中心支撑件,但是它不具有用于输送电路板的驱动元件。
7.通过回流焊接系统,特别是所谓的smd部件(表面安装器件)使用焊膏焊接到电路板的表面上。将焊膏(特别是焊料金属颗粒、助焊剂和膏状成分的混合物)施加或印刷到电路板的表面上以进行回流焊接。然后将要焊接的部件放置在焊膏中。在回流焊接过程中,将焊料材料(即由电路板、焊膏和待焊接部件组成的组合体)在预热区沿工序通道进行预热并在焊接区加热到高于焊膏的熔点的温度。其结果是,焊膏熔化并形成焊点。在冷却区(如果有的话),将焊料材料冷却直到熔化的焊料凝固,然后将其从回流焊接系统中取出。
8.在回流焊接系统的情况下,工序通道由覆盖罩覆盖,以便能够在工序通道中提供所希望的温度分布和限定的气氛。此外,在工序通道中形成工序气体,可以将其从工序通道
中排出并进行清洁。
9.为了获得更好的工序结果,已知在焊接区设置低压室或真空室并且将其设计成使得在真空室中以明显低于大气压的负压进行焊接过程。这可确保在焊接过程中通过真空吸走气体和空气泡、助焊剂残留物和其他污染物,从而提高焊点的品质。因此,可以通过使用在其中进行焊接过程的高压室来提高焊点的品质。
10.从de 10 2009 028 865 b4和de 10 2019 125 983 a1已知具有真空室的回流焊接系统。从de 201 02 064 u1和de 199 11 887 c1还已知回流焊接系统,其设置真空室并具有基部和可相对于基部升高的真空罩形式的盖部。为了将焊料材料移入和移出真空室,可以将盖部从基部上提起。
技术实现要素:
11.本发明解决的问题是提供一种中心支撑件,该中心支撑件在运输方向上可靠地输送焊料材料并且以功能可靠的方式永久地工作。
12.该问题通过具有方案1的特征的中心支撑件来解决。因此提供了主体部具有至少一个主体部齿轮并且驱动部具有至少一个驱动齿轮,该驱动齿轮可以与主体部齿轮旋转联接,该驱动齿轮与设置在驱动部上的驱动辊旋转联接,并且该驱动辊在该主体部齿轮与驱动齿轮旋转联接的运输位置中作用于焊料材料以支持焊料材料的传送。
13.与现有技术相比,该主体部具有可驱动的主体部齿轮,该主体部与驱动部上的驱动齿轮旋转联接。这样,驱动齿轮旋转地联接到驱动辊,优选地不使用链条。它特别设计为不含润滑剂。特别地,可以在驱动齿轮与驱动辊之间设置另外的中间轮,从而总体上可以同步驱动多个驱动辊。设置轮和辊的优点是它们不用进行强烈的润滑并且还比较耐受冷凝物和焊料残留物。
14.此外,可以有利地提供,在主体部与驱动部之间可以设置通过可旋转驱动的致动轴致动的降低机构,用于在运输位置与降低位置之间移动驱动部。这具有的优点是可以通过驱动致动轴自动降低或升高中心支撑件。如果致动轴沿一个方向旋转,则驱动部移动到运输位置;如果致动轴沿另一个方向旋转,则驱动部移动到降低位置。
15.有利地,降低机构运动联接到致动轴并且还设计成使得它可以在中心支撑件或焊接系统的操作期间被致动。这具有的优点是,在操作期间可以将中心支撑件从降低位置移动到运输位置或从运输位置移动到降低位置。不需要为此目的而中断焊接过程。
16.此外,如果主体部和驱动部被设计成使得在降低位置中驱动齿轮与主体部齿轮旋转脱离,那将是有利的。这具有的优点是,在降低位置中,驱动齿轮和与其运动联接的驱动辊不被驱动而是可以停止。如果因此不需要中心支撑件,则驱动辊不会在降低位置运行。
17.降低机构可以包括至少一个设置在所述驱动部上并在竖直方向上延伸的齿条,以及至少一个降低小齿轮,其可转动地布置在所述主体部上,与所述齿条啮合并且可由所述致动轴驱动。因此,如果致动轴沿一个旋转方向旋转,则齿条向上移动以升高驱动部或向下移动以降低驱动部。
18.还可以想到的是,降低机构包括至少一个枢轴元件,该枢轴元件布置在主体部上以围绕枢轴线在两个枢轴位置之间可枢转,其中枢轴元件在距枢轴线一定距离处作用在驱动部上,使得在一个枢轴位置,驱动部处于降低位置,并且在另一个枢轴位置,驱动部处于
运输位置。通过枢轴元件的枢转,驱动部因此要么升高要么降低。特别地,枢轴线可以横向于或者也可以平行于运输方向延伸。
19.为了致动枢轴元件,可以设置驱动杆,该驱动杆在一端相对于枢轴线偏心地作用在枢轴元件上并且在另一端作用在与致动轴旋转联接的偏心件上。以这种方式可以实现,通过转动致动轴,驱动杆执行至少一个运动分量,其结果是枢轴元件围绕枢轴线枢转。因此,枢轴元件可以通过经由驱动杆在两个枢轴位置之间旋转驱动致动轴而总体上进行枢转,从而使得驱动部可以在降低位置与运输位置之间移动。其结果是,枢轴元件可以被布置成从致动轴或偏心件局部移除,从而产生部件布置的更大灵活性。
20.特别地,如果中心支撑件具有显着的纵向延伸,则设置同步元件是有利的,该同步元件作用在驱动部上的至少两个点上,以实现驱动部的同步运动。同步元件可以直接或间接地作用在驱动部上。特别地,它可以设计为同步杆或同步轴。
21.在这种情况下,然后可以设置两个或更多个同步致动的枢轴元件。然后,驱动部不仅在一个点,而且在两个或多个点通过同步元件在降低位置与运输位置之间同步移动。单独的枢轴元件可以通过同步元件运动联接。
22.在另一实施例中,同步元件可以设计为同步杆,该同步杆在运输方向上以及彼此背离的区域中延伸,它具有小齿轮,设置在驱动部上的齿条作用在该小齿轮上。以这种方式,有可能实现驱动单元的强制引导,从而使其平行于运输方向升高或降低。
23.此外,如果用于横向于运输方向延伸的驱动轴的驱动轴座设置在用于驱动主体部轮的主体部上,则是有利的。主体部齿轮、驱动齿轮和与其联接的驱动辊因此可以经由驱动轴或驱动轴座被驱动。
24.如果在主体部上设置用于致动轴的致动轴座(其中特别是布置为使得致动轴横向于运输方向延伸)也是有利的。然后驱动轴平行于致动轴延伸。驱动部可以通过转动致动轴来升高或降低。
25.主体部可以设置在用于沿运输方向运输焊料材料的运输单元的框架上。运输单元特别是可以设计成使得它在运输方向上在自由平行边缘区域传送焊料材料。中心支撑件优选地设置在运输单元或其框架的中心区域中。
26.最初解决的问题还通过一种用于沿运输方向运输焊料材料通过焊接系统的至少一个区的运输单元来解决,其中运输单元包括根据本发明的中心支撑件。
27.最初解决的问题还通过具有方案13的特征的焊接系统,特别是用于连续焊接装配电路板装配的电路板的回流焊接系统或用于干燥装配电路板装配的电路板的干燥系统来解决。焊料材料在工序通道中沿运输方向运输通过系统,其中在工序通道中设置有至少一个区,特别是预热区、焊接区以及优选还有冷却区。根据本发明的运输单元和/或根据本发明的中心支撑件设置在该至少一个区中。
28.如果在焊接区中设置可打开的真空室(其中根据本发明的运输单元和/或根据本发明的中心支撑件设置在真空室中),则是特别优选的。真空室可以具有基部和盖部,当焊接系统运行时,盖部可以相对于基部升高。这种焊接系统(没有根据本发明的中心支撑件)特别地可以是如本技术人在de 10 2019 125 983 a1中所示的焊接系统。为了打开和关闭真空室,真空室也可以设置门、滑动件、挡板等来代替可升高的盖部。
29.这种设计具有的优点是,中心支撑件可以经由相应的激活在传输位置运输位置与
降低位置之间移动,而无需打开真空室和/或无需停止焊料材料的运输。
附图说明
30.本发明的另外的细节和有利配置可以在以下描述中找到,在此基础上更详细地描述和解释本发明的实施例。
31.在附图中:
32.图1是回流焊接系统的侧视图;
33.图2是根据图1的回流焊接系统的前视图;
34.图3是没有覆盖罩的回流焊接系统的部分焊接区的俯视图;
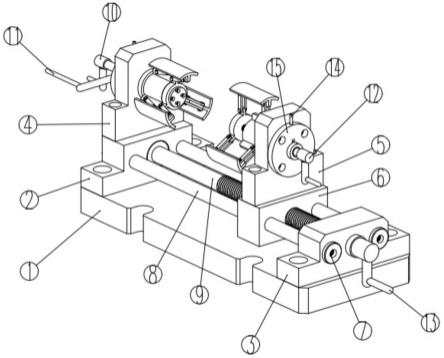
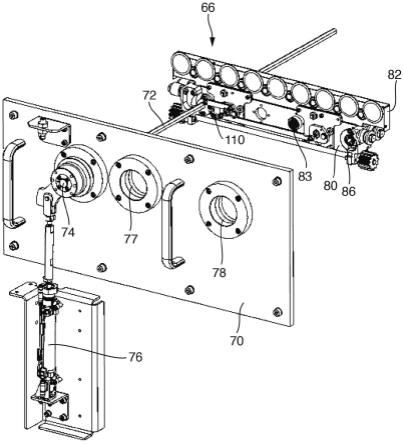
35.图4是位于根据图3的焊接区的具有中心支撑件的运输装置的侧壁的等距视图;
36.图5是根据图4的中心支撑件的放大视图;
37.图6示出了根据图5的中心支撑件的后侧;
38.图7是图5的降低机构110的放大视图;
39.图8是根据图7的视图,其中零件数量减少了;
40.图9a示出了另一运输装置的截面,其中中心支撑件处于运输位置;
41.图9b示出了根据图9a的运输单元处于降低位置;
42.图10a是根据图9a的中心支撑件处于运输位置的侧视图;
43.图10b示出了根据图10a的运输单元处于降低位置;
44.图11a示出了根据图10a的中心支撑件,在运输位置没有外壳盖;
45.图11b示出了根据图11a的运输单元处于降低位置;并且,
46.图12示出了根据图9的运输单元的中心支撑件的降低机构。
具体实施方式
47.图1示出了用于连续焊接焊料材料的回流焊接系统形式的焊接系统10。焊接系统10具有入口12和出口14,其中待焊接的焊料材料经由入口12进入焊接系统10并经由出口14从焊接系统10中移出。焊料材料沿图1所示的工序通道16的运输方向18被运输通过焊接系统10。
48.预热区20、焊接区22和冷却区24设置在工序通道16中。在图1所示的焊接系统10中,设置了机器外壳25,其具有用于覆盖工序通道16的三个部分26、28和30。
49.如从图1和图2可以清楚地看出,通信单元36设置有屏幕和输入设备,通过它们可以与焊接系统10的机器控制器进行通信。
50.焊料材料,即设置有焊膏并装配有电子元件的电路板或带有一个或多个电路板的货物载体,首先在预热区20中加热到低于焊膏熔化温度的温度。在焊接区22中,将电路板加热持续特定的持续时间内到高于焊膏熔点的工序温度,使得它在焊接区中熔化,以便将电子元件焊接到电路板上。将焊料材料在冷却区24中冷却,使得液态焊料在该焊料材料在焊接系统10的出口14处被移出之前固化。
51.运输系统34和运输单元50设置在焊接系统10内,用于沿运输方向18运输电路板。
52.如从图2的前视图可以清楚地看出,覆盖罩25可以围绕平行于运输方向18延伸的枢轴线32向上枢转。通过向上枢转覆盖罩25,运输系统34可触及用于目视检查、维护、清洁、
设置、更换以及必要时的修理。
53.在焊接区22中,以真空室40的形式定位低压室,该低压室由根据图3的俯视图中所示的基部42和图中未示出的盖部形成,其中基部42可以通过该盖部而被闭合。
54.当操作焊接系统10时,可以通过提升机构将盖部从基部42提升起。为了能够将电路板移动到真空室40中,必须提升起盖部。一旦电路板位于真空室40中,就将盖部降低以使其搁置在基部42上。在下一步骤中,将真空室40用真空泵(未描绘)抽真空,从而在真空室40中产生合适的真空。由于负压,排出特别是液体焊料中的空气夹杂物。在对真空室40短暂施加负压后,通过启动相应的升降机构,将盖部升起,使得电路板可以从真空室40移出。有利地,电路板在所述工序中以恒定或可变速度移动通过真空室40。
55.在根据图3的俯视图中,示意性地示出了真空室40的基部42和设置在基部42中的运输单元50。真空室40设置有室入口62和室出口64,其中来自运输系统34的电路板在室入口中被转移到运输单元50并且在室出口中电路板被送回运输系统34。图3以虚线示出了离开室出口64的装配电路板装配的电路板形式的焊料材料170。
56.运输单元50优选地具有矩形框架51,其可以插入真空室40中。平行于运输方向18延伸的运输元件168优选地布置在框架51的左右两侧,它们在平行于运输方向18延伸的自由纵向边缘的区域中将焊料材料170运输通过真空室40。此外,中心支撑件66、166固定到框架51上。相应地,运输系统34还具有平行于运输方向18延伸的传送元件(未示出),用于输送自由纵向边缘和中心支撑件68上的电路板。
57.图4示出了真空室40或工序通道的中心支撑件66和侧壁70。图4还示出了以压力密封方式延伸穿过侧壁70的致动轴72。致动轴72的自由端74可以通过布置在真空室40外部的提升驱动器76围绕致动轴72的纵向轴线旋转例如40
°
至80
°
的致动角。
58.如从图5和图6可以特别清楚地看出,中心支撑件66具有主体部80和驱动部82。在图4、5和6中,驱动部82被显示为处于降低位置。然而,如下文进一步描述的,通过旋转致动轴72,驱动部82可以从降低位置升高到运输位置,在该运输位置,用于运输焊料材料170,它在中心支撑件的操作过程中作用在焊料材料170上。
59.侧壁70设置有另外的开口77、78,通过这些开口可以将另外的轴以压力密封的方式引导出真空室40。例如,图6中所示的可驱动驱动轴79可以被引导通过开口78,以便输送焊料材料170,如下面将进一步描述的。例如,可驱动的中心支撑件调节轴可以被引导通过轴开口77并与设置在主体部80上的旋转座81相互作用。该布置可以是使得可以通过旋转中心支撑件调节轴来平行于运输方向18调节中心支撑件66的位置。
60.主体部齿轮84可旋转地设置在主体部80上并且具有六边形开口形式的驱动轴座86。图6中所示的驱动轴79可以插入驱动轴座86中。通过使驱动轴79旋转,主体部齿轮84由此进行旋转。
61.中间齿轮88可旋转地连接到主体部齿轮84并进而与驱动齿轮90啮合。驱动齿轮90可旋转地安装在驱动部82上。如从图6可以清楚地看出,中间齿轮88通过第一摆臂92可移动地连接到主体部80并通过第二摆臂94可移动地连接到驱动部82。这种连接使得即使驱动部82相对于主体部80升高,中间齿轮88也与主体部齿轮84和驱动齿轮90啮合。
62.如从图6中特别清楚地看出,驱动齿轮90与两个小齿轮96啮合,这两个小齿轮均布置在轴上,这些轴均旋转地联接到驱动辊98,这特别是在图5中可以清楚地看到。小齿轮96
进而旋转地联接到惰齿轮100,惰齿轮进而旋转地联接到小齿轮102。小齿轮102驱动旋转地联接到另外的驱动辊104的轴。总体而言,所有的驱动辊98和104彼此旋转联接,从而当主体部齿轮84旋转时,驱动辊104相应地旋转。
63.为了在运输位置与降低位置之间移动驱动部82,而设置了降低机构110,其特别是可以在图5中看到。降低机构110可通过致动轴72致动。如果致动轴72沿逆时针旋转方向旋转,则驱动部82上升到运输位置;如果从运输位置出发,致动轴72沿顺时针方向旋转,则驱动部82转移到图5所示的降低位置。
64.图7和8中所示的降低机构110包括枢轴元件112,该枢轴元件布置在主体部80上,以围绕横向于运输方向18延伸的枢轴线114可枢转。通过联接螺钉116,枢轴元件112作用在驱动部82上或驱动部82的竖直向下延伸的驱动部延伸部118上。为此目的,设计成板状的驱动部延伸部118具有连接槽140(图8中所示),用于接收连接螺钉联接螺钉116。
65.如从图7可以清楚地看出,降低机构110还具有设置在主体部80上的致动轴座124,其中偏心件126以旋转联接的方式布置在该致动轴座上。驱动杆128相对于致动轴72的旋转轴线偏心地作用在偏心件126上。在驱动杆128的背离偏心件126的一端,驱动杆偏心于枢轴线114作用在枢轴元件112上,以使枢轴元件枢转。为此目的,驱动杆128通过螺钉130可旋转地安装在偏心件126上并通过螺钉132可旋转地安装在枢轴元件112上。
66.如图7所示,如果致动轴72逆时针旋转(箭头134),则驱动杆128由于运动联接而平行移动,从而最终对应于偏心件126的枢轴元件112也围绕枢轴线114顺时针枢转(箭头136)。因此,联接螺钉116从图7所示的第一枢轴位置沿箭头138向上枢转,最终将驱动部延伸部118以及因此驱动部82沿箭头120竖直向上移动到升高的运输位置。
67.图8示出了没有枢轴元件112和驱动杆128的驱动部延伸部118。可以看到与联接螺钉116啮合的驱动部延伸部118的连接槽140。当枢轴元件112逆时针枢转时,联接螺钉116根据箭头138围绕枢轴线114移动。联接螺钉116现在作用在上槽边缘142上,从而升高驱动部延伸部118。在进一步旋转时,联接螺钉116沿着连接槽140的上槽边缘142从图8所示的连接槽140的右外侧位置向连接槽140的中心区域或左端区域移动。
68.为了确保驱动部延伸部118以及因此驱动部82的纯竖直运动,导向销144设置在驱动部延伸部118上,该导向销与设置在主体部80上的竖直槽146啮合。当枢轴元件112枢转时,驱动部延伸部118因此被强制竖直向上引导,直到驱动部82到达运输位置。
69.为了将驱动部件82从运输位置移动到降低位置,将致动轴72根据所描述的移动顺序顺时针旋转,结果驱动杆128向右移动并且枢轴元件112然后顺时针旋转。其结果是,联接螺钉116在其围绕枢轴线114的圆形路径上向下移动,因此将驱动部延伸部118由于其强制引导而竖直向下移动,直到驱动部82处于降低位置。
70.如从图5可以清楚地看出,另一个枢轴元件150设置在靠近枢轴元件112的主体部上。枢轴元件150围绕枢轴线114可枢转,并且对应于枢轴元件112,致动联接螺钉116,该联接螺钉最终用于将根据驱动部延伸部118构造的另一驱动部延伸部152升高到运输位置中或将其降低到降低位置。设置同步杆154用于两个枢轴元件112和115的运动同步。同步杆154的自由端通过螺钉156固定在两个枢轴元件112和150上,并偏心于各自的枢轴线114。螺钉156与相应的枢轴线114之间的距离对应于相应的枢轴线114与相应的相关联的联接螺钉116之间的距离122。总体而言,当驱动致动轴72旋转时,可以实现两个驱动部延伸部118的
同步运动,以及因此实现驱动部82在其整个纵向延伸部上的运动。
71.根据中心支撑件66的纵向延伸,也可以使用多于两个的枢轴元件112、150,然后它们经由相应的同步杆154运动联接到彼此。
72.图4至图8中所示的中心支撑件用于如图3中所示的真空室中。所描述的中心支撑件66被设计成非常坚固,并且由于使用齿轮或小齿轮,优选地可以在没有润滑的情况下致动,并且在操作期间,它可以通过致动轴72以及相关联的降低机构110在降低位置与运输位置之间可调节。
73.图9至图12示出了中心支撑件166的另一实施例,如可用于图3中所示的真空室40、根据图3的运输单元50和/或运输系统34。
74.图9a示出了具有横向运输元件168的运输单元50的截面,该运输元件例如可以设计为可驱动的驱动辊,通过该驱动辊,焊料材料170在运输方向上被运输到相对的纵向边缘172的区域中。中心支撑件166设置在输送元件168之间的中心区域中,并且在中心区域的运输位置中支撑相应的焊料材料170或相应的电路板。
75.图9a示出了中心支撑件166处于其运输位置,在该位置它作用于相应的焊料材料170。图9b示出了中心支撑件166处于其降低位置,在该位置它不作用于相应的焊料材料170。
76.图10a是处于运输位置的中心支撑件166的侧视图。中心支撑件166具有主体部174和驱动部176,其中可驱动的驱动辊178设置在驱动部176上。具有驱动辊178的驱动部176可以从图10a中所示的运输位置移动到图10b中所示的降低位置。运动在竖直方向上产生降低距离180。
77.在示出中心支撑件160的纵向截面的图11中,很明显主体部齿轮84设置在主体部174上,该主体部齿轮与处于运输位置的驱动齿轮90啮合。驱动齿轮的下游是中间轮100,该中间轮最终驱动小齿轮102,该小齿轮与驱动辊178不可旋转地布置在轴上。按照根据中心支撑件66的设计,中间轮100设置在小齿轮102之间。
78.对应于根据图6的设计,主体部齿轮84具有与驱动轴(图9至12中未示出)啮合的驱动轴座86。
79.该设计使得当驱动部176移动到降低位置时,驱动齿轮90竖直向下移动,并且如图11b所示,主体部齿轮84与驱动齿轮90旋转脱离。这种设计具有驱动辊178不在降低位置被驱动的优点。驱动辊178因此静止地停留在该降低位置。该布置优选地使得当驱动部176移动到运输位置时,主体部齿轮84的齿自动与驱动齿轮90的齿啮合。
80.图12示出了驱动部176的降低机构110。在驱动部176上设置在竖直方向上延伸的齿条182。降低小齿轮184设置在主体部174上,其设置用于接收致动轴的致动轴座124(图9至图12中未示出)。通过旋转横向于运输方向延伸的致动轴,驱动部176然后可以升高到运输位置或降低到降低位置。
81.为了确保驱动部176在其纵向延伸部上的同步运动,可旋转安装的同步轴186可以设置在主体部174上。同步轴186可旋转地安装在两个轴承座187中。如从图12可以清楚地看出,同步轴186在其每个自由端具有小齿轮188,该小齿轮在每种情况下都与设置在驱动部176上并在竖直方向上延伸的齿条部190啮合。因此,特别是可以确保在驱动部176的纵向延伸部上同步的无干扰的升高和降低。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。