1.本发明涉及钣金技术领域,具体为一种钣金件整形工装。
背景技术:
2.钣金是一种对金属薄板的加工工艺,我们日常生活中见到室内装潢所使用的薄铝板就是通过钣金出来的一种钣金件,其中多使用1050铝板,装潢使用厚度一般在0.4-0.6mm,厚度较薄,材质较软,在轧制或剪切过程中因为处理不当会使薄铝板发生翘边或弯曲的现象,为了针对性地解决这类存在的问题,许多工厂都会采用钣金件整形工装通过挤压的方式对薄铝板进行整形处理。
3.现有的钣金件整形工装,采用通过设置弯曲压平机构和翘边侧压机构分别对薄铝板进行整形,整形期间对于薄铝板的移动是通过人工实现,上面介绍的1050铝板宽度一般为800mm,长度可调,所以当面对发生同时发生弯曲和翘边时,人工移动薄铝板就显得格外麻烦,本来单独整形流程会在1-2分钟整形完毕的,因为薄铝板尺寸对于人工移动来说较为浪费时间,在处理多处翘边时需要人工将薄铝板进行多次转动和定位,加上两个整形步骤是分开进行的,整个流程下来会达到4-5分钟,每一个薄铝板整形时间额外增加了2分钟,无疑降低了整形效率;同时现有的钣金件整形工装都是通过纯挤压方式进行整形,因为薄铝板厚度较薄,尺寸较大,纯挤压方式所整形的效果无法达到最佳。
4.基于上述对现有钣金件整形工装所发现的问题,我们设计了一种钣金件整形工装,通过设置一个整形装置可一次性进行弯曲整形和翘边整形,可以减少进行多次整形步骤和人工移动宽度较大薄铝板浪费的时间,增加整形效率。
技术实现要素:
5.本发明的目的在于提供一种钣金件整形工装,通过液压杆带动支撑块压下和电动伸缩杆带动压块从中间展开对钣金件进行整形处理,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种钣金件整形工装,包括:
8.基座,所述基座底端上固定安装有支撑座;
9.放置槽,所述支撑座上固定安装有放置槽;
10.电动伸缩杆一,所述基座顶端内壁上可拆卸式固定安装有电动伸缩杆一;
11.液压杆,所述电动伸缩杆一两侧对称可拆卸式固定安装有两个液压杆;
12.还包括:
13.整形装置,所述液压杆的输出端可拆卸式固定安装有可一次性对薄铝板进行弯曲整形和翘边整形的整形装置。
14.优选的,所述整形装置包括可拆卸式固定安装在液压杆输出端的滑盖,所述滑盖中间内壁固定安装有支撑块,所述支撑块两端侧壁上对称开设有两个圆槽一,两个所述圆槽一内均可拆卸式固定安装有电动伸缩杆二,两个所述电动伸缩杆二输出端均可拆卸式固
定安装有压块,所述支撑块底面内滑动安装有控制机构。当整形装置下压对薄铝板进行整形时,支撑块可随着下压对薄铝板的弯曲部分直接进行挤压整形,同时通过控制机构可实现电动伸缩杆二带动压块往两边对薄铝板的翘边部分进行挤压整形,通过该机构可实现对薄铝板弯曲和翘边的部分一次性整形解决。
15.优选的,所述控制机构包括开设在支撑块内接近底面的圆槽二,所述圆槽二顶端上对称固定安装有两个导电片,且两个导电片与两个电动伸缩杆二电性连接,所述圆槽二内滑动安装有圆杆,所述圆杆顶端上固定安装有用于连接两个导电片的金属圆片,所述圆杆底端延伸至支撑块下侧,所述圆槽二底端固定开设有与圆杆相互配合的圆槽三,所述圆杆为绝缘体,所述圆杆内密封包裹有配重块。
16.当支撑块随着电动伸缩杆一下压碰到薄铝板时,圆杆底端受压力上升,连带着金属圆片在圆槽二内上升直到与两个导电片接触贴合,此时两个导电片形成电性连接,可驱动电动伸缩杆二推动压块往两边展开对薄铝板翘边部分进行挤压整形。当支撑块上升离开薄铝板时,圆杆因配重块重力因素下落,连带着金属圆片与两个导电片断开接触,两个导电片电性连接断开,方便下次整形操作。进一步地为了确保能正常驱动电动伸缩杆二,可以加设多个控制机构与电动伸缩杆二进行电性并联,可以有效防止单独控制机构出现问题导致导电片无法形成电性连接,无法驱动电动伸缩杆二,最终影响整形效率。
17.优选的,所述金属圆片底面固定连接有控制金属圆片复位的弹簧二,所述弹簧二另一端固定连接在圆槽二的底面上,当金属圆片在长时间与导电片贴合通电后,可能会产生磁性,导致金属圆片克服配重块重力因素吸附在导电片上,就会使电动伸缩杆二一直处于开启状态,不利于下一次整形,在金属圆片底面与圆槽二底面固定连接的弹簧二可以通过自身弹性,连带着金属圆片下落,断开两个导电片之间的电性连接。
18.优选的,所述控制机构包括安装在支撑块底面内的压力传感器,所述压力传感器与电动伸缩杆二电性连接,所述压力传感器测得压力达到设定值时控制电动伸缩杆二启动,当整形装置对薄铝板进行挤压时,同样的薄铝板对压力传感器产生同样的压力,当其中一个检测到的压力数值达到设定目标值后给电动伸缩杆二传输一个电信号,从而去驱动电动伸缩杆二推动压块往两边展开进行翘边整形。通过加设的压力传感器可代替控制机构去完成电性连接,最终实现电动伸缩杆二推动压块进行整形,不会出现整形时控制机构发生问题导致无法实现整形的现象。
19.优选的,所述电动伸缩杆一输出端安装有与放置槽相互配合的保温罩,所述基座内壁上开设有对保温罩向下移动时限位的滑槽,所述放置槽内底面为1m
×
1m的正方形,保证1m的宽度是为了针对性地与普遍使用宽度为800mm地薄铝板相配合,所述放置槽内壁四周固定安装有多圈电阻丝,所述电阻丝旁均铺设有保温隔热材料岩棉,所述放置槽一端外壁上固定安装有控制电阻丝通电的开关,所述电阻丝上连接有电源,且保温罩向下移动时开关自动控制电阻丝通电。
20.开启开关接通电源后,电阻丝开始向外进行热辐射,对放置槽内的薄铝板进行加热,薄铝板受热塑性得到提高,期间保温罩与放置槽形成一个相对密封的空间,与保温隔热材料岩棉相配合,可以使该空间温度很快达到薄铝板退火温度,可以消除薄铝板发生翘边或弯曲产生的残余应力,同时配合整形装置进行整形,不会因为薄铝板厚度过薄,尺寸过大而出现反弹现象,避免了需要再返工进行整形,当然加热形式也不仅仅为一种槽内电阻加
热,可以选择使用整形前对薄铝板进行外部水浴加热或者外连接热风循环系统进行加热,需要注意的是进行外部水浴加热时加热温度最高100℃,并没有退火温度以上,虽然提升了薄铝板塑性,当并没有完全消除残余应力,配合整形装置整形后并没有达到最佳整形效果,同样外连接热风循环系统应考虑系统与放置槽的连接方式和位置,同时更应考虑是为了能达到最佳整形温度所需要的热风循环系统的成本核算。
21.优选的,所述开关包括开设在放置槽一端外壁上的异形槽,所述异形槽内转动安装有开关按钮,所述开关按钮内端面固定连接有控制开关按钮复位的弹簧一,且弹簧一另一端固定连接着异形槽的圆槽底面,当保温罩随着电动伸缩杆一下压,与放置槽外壁贴合过程中,下压的保温罩会对位于放置槽外壁的开关按钮产生挤压,促使开关达成闭合状态,此时弹簧一受开关按钮内端面挤压处于压缩状态,当保温罩从放置槽外壁撤离时,此时弹簧一因为自身弹性因素,会回弹到正常状态,从而推动开关按钮复位,形成断开状态,可控的开关可以使电阻丝的通电更为便捷,同时电阻丝通电时保温罩是已经罩设在放置槽上的,形成了一个相对密封的空间,可相对加快薄铝板加热速率。
22.优选的,所述支撑块对的薄铝板挤压产生的压力是不同的,对应的加热保温时间也是不同的,其中时间与压力关系满足函数式其中y表示加热保温时间,x表示压力,y0=15s,x0=9.5mpa,可以通过压力传感器反馈的压力值制定对应的加热保温时间,与制定统一的加热保温时间对比可提高了整形效率。
23.优选的,所述保温罩内壁中间固定安装有测温装置,且测温装置与液压杆电性连接,所述测温装置测得温度超过设定值时控制液压杆启动,驱动电动伸缩杆一带动保温罩沿滑槽下落,与放置槽进行贴合,贴合期间开关受挤压闭合,电阻丝通电开始进行热辐射,当测温装置检测到温度达到退火温度时将电信号传递到液压杆,驱动液压杆连带着整形装置对薄铝板行挤压整形,此时的挤压整形效果是最佳的,可消除薄铝板发生弯曲或翘边时产生的残余应力,避免出现缺陷反弹的现象,同时配合外部电源,将此时退火温度对应的外部输入电压进行恒定,后续加热时直接选择该大小电压进行恒定输入。
24.优选的,所述放置槽内电阻丝热辐射产生的温度需在390℃以上。
25.通过测温装置反馈的温度数值与外部电源输入的电流数值相配合,当温度达到薄铝板完全退火温度350℃-370℃范围后,再控制外部电源数值使反馈数值能稳定在390℃以上,确保在更换薄铝板时热量散失的相对性补充,保证薄铝板能很快达到完全退火温度。
26.与现有技术相比,本发明的有益效果为:
27.1、本发明所述的一种钣金件整形工装,通过设置组合的整形装置,可一次性对薄铝板弯曲和翘边部分进行整形处理,避免处理尺寸大的薄铝板时人工进行多次移动,同时在处理多处翘边时在与薄铝板接触的支撑块底面内设置悬空的控制机构,其中的圆杆在碰到薄铝板后受挤压就开始连带着金属圆片上提,最终与两个导电片接触贴合,实现两个导电片连接,从而驱动液压杆从中间推动压块往两侧挤压,同时支撑块可对薄铝板弯曲部分直接进行整形处理,弯曲整形和翘边整形同时进行,提高了整形效率。
28.2、本发明所述的一种钣金件整形工装,将加设的压力传感器示为一个电信号传输源,当检测到的压力达到目标值后将电信号发送至电性连接的电动伸缩杆二,从而驱动电动伸缩杆二推动压块进行翘边整形,可以很好的代替控制机构去实现翘边整形,同时根据
挤压不同程度弯曲的薄铝板时产生不同的压力可以设置多个对应的加热保温时间,缩短了整形时间。
29.3、本发明所述的一种钣金件整形工装,通过设置的滑槽可以使保温罩沿滑槽垂直下落,避免电动伸缩杆驱动保温罩下落时转动,使保温罩下落后与放置槽完美贴合,形成一个相对密封的结构,同时与放置槽内铺设的保温隔热材料相配合,在加热薄铝板期间可以很好地避免热量的散失。
附图说明
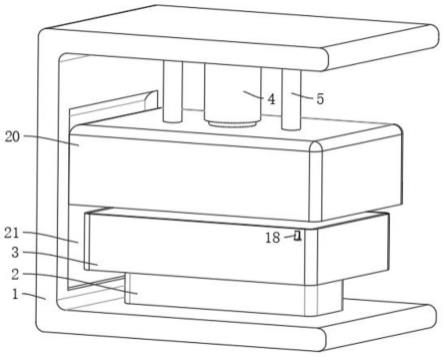
30.图1为本发明的整体结构示意图;
31.图2为本发明的正视剖切图;
32.图3为图2中a部分结构放大图;
33.图4为a中b部分结构放大图;
34.图5为本发明的整形装置整体结构示意图;
35.图6为图5中c部分结构放大图;
36.图7为开关侧面剖视放大图;
37.图8为保温时间随压力变化曲线图。
38.图中:1、基座;2、支撑座;3、放置槽;4、电动伸缩杆一;5、液压杆;6、滑盖;7、支撑块;8、圆槽一;9、电动伸缩杆二;10、压块;11、圆槽二;12、导电片;13、圆杆;14、金属圆片;15、圆槽三;16、电阻丝;17、异形槽;18、开关按钮;19、弹簧一;20、保温罩;21、滑槽;22、测温装置;23、弹簧二。
具体实施方式
39.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
40.实施例一,如图1与图2所示,单独处理一件弯曲的薄铝板时,将厚度0.2mm,宽度800mm,长度在1m以下的薄铝板放入底面1m
×
1m的放置槽3中,启动电动伸缩杆一4驱动保温罩20沿滑槽21内垂直下落,当保温罩20内壁与放置槽3外壁贴合期间,位于放置槽3外壁一端靠近顶端的开关按钮18受保温罩20内壁挤压,将弹簧一19压回异形槽17内圆槽底面,使开关处于闭合状态,此时外部电源电压流入电阻丝16,电阻丝16开始进行热辐射,同时保温罩20与放置槽3形成了一个相对密封的空间,与保温材料石岩棉相配合,避免热量散失,可以使该密封空间温度能很快达到390℃,此时测温装置22检测温度数值已达到目标值,发送电信号给电性连接的液压杆5,驱动液压杆5下压,支撑块7在液压杆5的带动下对薄铝板的弯曲部分直接进行挤压,此时薄铝板自身温度已达到退火温度,塑性得到提升,同时还消除了弯曲时产生的残余应力,该状态下对薄铝板进行挤压整形可以达到一个很好的整形效果,随后再保持挤压状态下保温30秒,巩固整形效果使其达到最佳。整形完毕后就可以先后提升液压杆5与电动伸缩杆一4,使支撑块7离开薄铝板表面,使保温罩20离开放置槽3,期间因为保温罩20内壁不再与放置槽3外壁贴合,开关按钮18不再受压力,开关按钮18所连接压缩状态下的弹簧一19因自身弹性会恢复到正常状态,连带着开关按钮18进行复位,处于断开状态,电阻丝16不再通电进行热辐射,当保温罩20完全离开放置槽3后热量散失,温度下
降,此时操作人员可穿戴隔热手套取出薄铝板,避免温度过高烫伤操作人员。通过加热的方式与挤压相互配合,可以使薄铝板塑性得到提升,更容易发生变形,从而使挤压整形过程更加流畅,与传统机械挤压整形对比,该整形方式所达到的整形效果是传统方式达不到的,同时还可以避免因为薄铝板尺寸过大,厚度较薄出现缺陷反弹现象。
41.实施例二,如图1与图2所示,单独处理多件发生不同程度弯曲的薄铝板时,将多件厚度0.2mm,宽度800mm,长度1m以下的薄铝板堆积放置在底面1m
×
1m的放置槽3中,虽然多件薄铝板的弯曲程度是不一样的,但只要未达到对折弯曲的程度都可以进行统一挤压整形,开始挤压的操作步骤与上述步骤一致,但因为是多件且弯曲程度不同的薄铝板,挤压时间只会额外增加几秒,同样的挤压状态下的保温时间会随着增加薄铝板件数增加,因为薄铝板本身导热性能很好,自身厚度0.2mm,较薄,对应的保温时间每件额外增加15秒即可,每件薄铝板之间传递导热也能很快使薄铝板达到快速退火温度370℃,整形完毕后续取出保温步骤也与上述单件薄铝板一致。由于期间是多件弯曲的薄铝板一起进行挤压整形的,相对应的只是每多一件额外增加15秒时间,对比于单独一件弯曲薄铝板整形2-3分钟,多件弯曲薄铝板一起进行挤压整形的效率较高,同时整形效果也能达到最好。
42.实施例三,如图1、图3和图5所示,单独处理发生翘边的的薄铝板时,将厚度0.2mm,宽度800mm,长度1m以下的薄铝板放入底面1m
×
1m的放置槽3中,启动电动伸缩杆一4连带着保温罩20延滑槽21内垂直落下,在保温罩20内壁与放置槽3外壁完全贴合期间,位于放置槽3一端靠近顶端位置的开关按钮18受到保温罩20挤压,将弹簧一19压回异形槽17内圆槽底面,使开关处于闭合状态,电阻丝16通电开始进行热辐射,同时保温罩20与放置槽3完全贴合后形成一个相对密封的空间,与保温材料石岩棉相配合可以避免热辐射产生的热量散失,使温度很快达到390℃退火温度,此时测温装置22检测温度数值已达到目标值,发送电信号给电性连接的液压杆5,驱动液压杆5下压,支撑块7在液压杆5的带动下与薄铝板进行接触挤压,支撑块7底面内滑动安装的圆杆13受到压力提升,连带着金属圆片14在圆槽二11内提升直至与两个导电片12贴合,两个导电片12电性连接完成,驱动与导电片12电性连接的电动伸缩杆二9带动压块10从薄铝板中间往两边展开,对薄铝板翘边部分进行挤压整形,此时支撑块7作用为固定薄铝板,使翘边挤压整形期间薄铝板不会发生移动,影响整形效率,因为该整形方式是从中间展开同时对两侧翘边部分进行整形,相当于从一侧往另一侧整形,消耗时间缩短了一半,从原来的2分钟减少为1分钟,同时薄铝板受热,塑性会得到相应的提高,针对翘边整形时整形流程会更加流畅,翘边整形时间会减少10多秒,同样加上后续保温时间30秒,整个流程为1分20多秒,整形效率得到了很大提高,当整形完毕后驱动电动伸缩杆二9从两侧往中间回收,接着先后提升液压杆5与电动伸缩杆一4,提升液压杆5使支撑块7离开薄铝板表面,此时连接金属圆片14底面与圆槽底面的弹簧二23因自身弹性,会连带着金属圆片14与两个导电片12分离下落,断开电性连接方便下次整形时再次去驱动电动伸缩杆二9,提升电动伸缩杆一4使保温罩20离开放置槽3,期间因为保温罩20内壁不再与放置槽3外壁贴合,开关按钮18不再受压力,开关按钮18所连接压缩状态下的弹簧一19因自身弹性会恢复到正常状态,连带着开关按钮18进行复位,处于断开状态,电阻丝16不再通电进行热辐射,当保温罩20完全离开放置槽3后热量散失,温度下降,此时操作人员可穿戴隔热手套取出薄铝板,避免温度过高烫伤操作人员。但对于发生不同程度翘边的薄铝板并不能堆积一起进行整形,因为翘边产生的位置多是边角位置,整形时是通过从中间往两侧展
开挤压,与发生翘边位置的接触面积是随着挤压进行而改变的,面对不同程度的翘边时会使堆放在下方的薄铝板直接产生折弯,再经过加热后直接对薄铝板造成折弯定型的缺陷,所以发生不同程度翘边的薄铝板只能单独一件进行。
43.实施例四,如图1与图4所示,当同时进行弯曲和翘边整形时,将一件厚度0.2mm,宽度800mm,长度1m以下的薄铝板放入底面1m
×
1m的放置槽3中,启动电动伸缩杆一4驱动保温罩20沿滑槽21内垂直下落,当保温罩20内壁与放置槽3外壁贴合期间,位于放置槽3外壁一端的开关按钮18受保温罩20内壁挤压,使开关处于闭合状态,此时外部电源电压流入电阻丝16,电阻丝16开始进行热辐射,保温罩20与放置槽3形成了一个相对密封的空间,同时与保温材料石岩棉相配合,避免热量散失,可以该密封空间温度能很快达到的390℃,此时测温装置22检测温度数值已达到目标值,发送电信号给电性连接的液压杆5,驱动液压杆5下压,支撑块7在液压杆5的带动下对薄铝板的弯曲部分直接进行挤压,此时支撑块7底面内滑动安装的圆杆13受到挤压上升,连带着金属圆片14在圆槽二11内上升直至与两个导电片12贴合,两个导电片12电性连接完成,驱动与导电片12电性连接的电动伸缩杆二9带动压块10从薄铝板中间往两边展开,对薄铝板翘边部分进行挤压整形,该整形方式可以直接一次性地对薄铝板弯曲部分和翘边部分进行挤压整形,整形效率得到了显著的提升,同时通过加热与保温处理后的薄铝板,会有一个很好的定型效果,能长时间保存整形完毕后的平整状态,整形效果是单纯机械整形所不可比拟的。当采用压力传感器代替控制机构时,设定正常情况下支撑块7对薄铝板产生的压力为9mpa,当检测数值达到9mpa后就发送一个电信号给电性连接的电动伸缩杆二9,驱动电动伸缩杆二9推动压块10展开挤压,同时采用压力传感器还有一个好处,可以将挤压不同程度弯曲时产生的不同压力数值去设置多个加热保温时间,进一步地采用只改变压力大小的方法去进行多组实验检测,得出实验数据如图8所示,期间当整形最小弯曲程度时,检测到的压力值为9.5mpa,对应的加热保温时间为15s,当弯曲程度最大时,检测到的压力值为10mpa,加热保温时间为30s,同时从图中不难看出,中间所存在的多组压力-加热保温时间对应点也同样分布在函数关系式周围,多组实验数据点与该函数关系式存在拟合关系,可以进一步证明在9.5mpa到10mpa范围内任意选取一个压力数值都能通过函数关系式计算出误差最小的加热保温时间,与加热保温时间统一为30s相对比,可以很好的加快整体整形效率,同时整形期间的加热和保温处理能使整形效果达到最佳。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。