1.本发明属于电池模组制造技术领域,具体涉及一种电池模组的汇流焊接装置。
背景技术:
2.电池模组汇流焊接装置技术广泛应用于新能源汽车领域。电池模组是指若干个电池模块经串并联焊接方式组合,并加保护线路板及外壳后,能够直接供电的组合体。在电池模组的汇流焊接过程中,需要使汇流排与汇流片完全贴合,才能保证汇流焊接的良率,同时也能保证焊接的外观要求。
3.汇流焊接时,对于汇流排与汇流片的贴合度要求较高,对于焊接外观要求也比较高。然而由于焊接能量大而出现的焊接外观较差、熔渣飞溅以及烟尘四起的现象。因此需要一种汇流排贴合度好、自动化程度高、符合焊接外观要求以及工作环境污染少的电池模组汇流焊接工装。
技术实现要素:
4.本发明的目的是提供一种电池模组的汇流焊接装置,使汇流排与汇流片可靠地贴合,焊接品质高,自动化程度高。
5.本发明提供了如下的技术方案:
6.一种电池模组的汇流焊接装置,包括输送机构、支撑机构和压紧机构;
7.所述支撑机构用于支撑叠放的汇流排和汇流片;
8.所述压紧机构位于所述焊接工位上,用于在焊接时将汇流排和汇流片压紧;所述压紧机构包括驱动装置、压板和铜嘴组件,所述驱动装置驱动式连接所述压板,所述支撑机构由所述输送机构输送至所述压板下方;所述铜嘴组件嵌装于所述压板上,所述驱动装置可驱动所述压板下行,使铜嘴组件压紧汇流片和汇流排;
9.其中,所述铜嘴组件包括:导柱、铜嘴和弹性体;
10.所述导柱竖直安装于所述压板上,所述导柱的底部设有紧贴所述压板底部的下限位台阶,所述导柱穿过压板和铜嘴,所述弹性体套接于所述导柱上,所述导柱的顶部设有用于抵接弹性体的上限位台阶;所述铜嘴内设有中空的焊接腔。
11.优选的,所述铜嘴上安装管接头,所述铜嘴内设有与管接头连通的气道,所述铜嘴的底部一侧设有用于压紧汇流片的压边,所述压边的内侧设有水平延伸的出气槽口,若干条所述气道均延伸至所述出气槽口处,保护气经过各条气道汇流至所述出气槽口喷出。
12.优选的,所述铜嘴与所述压边相对的一侧底部设有若干个溢流槽口,用于分散保护气。
13.优选的,所述压板上设有用于安装铜嘴的开窗,所述铜嘴的顶部设有凸缘,所述凸缘向开窗的外侧水平弯折并压在所述开窗的边缘;所述导柱安装于所述凸缘上。
14.进一步的,还包括吸烟机构,所述吸烟机构包括连接抽风机的吸烟罩,所述吸烟罩的吸烟口位于焊接工位的侧边。
15.优选的,所述支撑机构包括水平设置的支撑架板和支撑板,所述支撑板由定位柱可拆卸地定位于所述支撑架板的上方,并且所述支撑板与所述支撑架板之间设有密封的空腔,所述吸烟罩的出口可连通所述空腔,使所述空腔内形成正压,使所述汇流排和汇流片向上挤压所述铜嘴。
16.优选的,所述支撑板的上表面设有连接孔,所述压板的底部安装与所述连接孔适配的注气嘴,所述注气嘴跟随所述压板下行直至插入连接孔内。
17.优选的,所述支撑板上还设有出气孔,所述出气孔上安装带电磁阀的出气接头。
18.优选的,所述吸烟罩与注气嘴连接的管路上安装烟气过滤器。
19.优选的,所述支撑板上设置定位槽和定位柱,所述汇流排和所述汇流片由所述定位槽和定位柱定位于支撑板上。
20.本发明的有益效果是:
21.本发明的铜嘴组件安装于压板上,压板位于焊接工位上,支撑机构的初始位置不在焊接工位,因此便于将汇流片和汇流排上料于支撑机构上,然后由输送机构将支撑机构输送至压板的下方,启动压紧机构的驱动装置,将压板压下,从而使铜嘴压紧汇流片,提高汇流排与汇流片焊接时的贴合度,保证焊接品质。本发明整体上实现自动化作业,作业效率高。
22.本发明的铜嘴组件包括导柱、铜嘴和弹性体,它们之间的装配结构使铜嘴柔性化压紧汇流排和汇流片,不会损坏工件。
23.本发明在焊接工位的侧边设吸烟罩,及时吸走熔渣飞溅的烟尘,保护工作环境。本发明支撑机构包括水平安装的支撑架板和支撑板,支撑板由定位柱可拆卸地定位于支撑架板的上方,便于灵活地更换与汇流排规格匹配的支撑板;并且支撑板与支撑架板之间设有密封的空腔,减轻支撑机构的重量,降低输送机构的驱动能耗;此外吸烟罩在压板下压时通过注气嘴连通空腔,向空腔内排气,使空腔内形成正压,从而可靠地向上压支撑板,使汇流排和汇流片向上挤压铜嘴,从而汇流排和汇流片更紧密地贴合,焊接更牢固。
附图说明
24.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
25.图1是本发明的立体结构示意图;
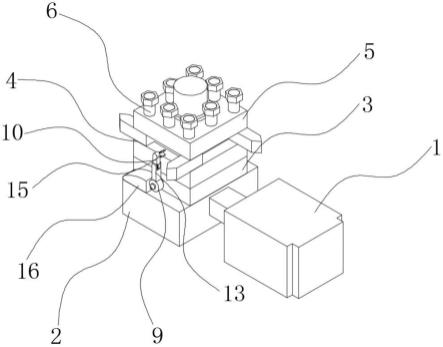
26.图2是体现本发明的铜嘴安装于压板的开窗内的结构示意图;
27.图3是铜嘴压紧汇流片的结构示意图;
28.图4是铜嘴组件的剖视结构示意图;
29.图5是注气嘴与空腔的位置关系示意图。
30.图中标记为:1、直线滑台;2、导轨;3、汇流排;4、汇流片;5、气缸;6、压板;7、底板;8、导柱;9、铜嘴;10、弹性体;11、开窗;12、凸缘;13、焊接腔;14、下限位台阶;15、上限位台阶;16、管接头;17、气道;18、压边;19、出气槽口;20、溢流槽口;21、吸烟罩;22、吸烟口;23、支撑架板;24、支撑板;25、柱筒;26、空腔;27、连接孔;28、注气嘴。
具体实施方式
31.实施例1
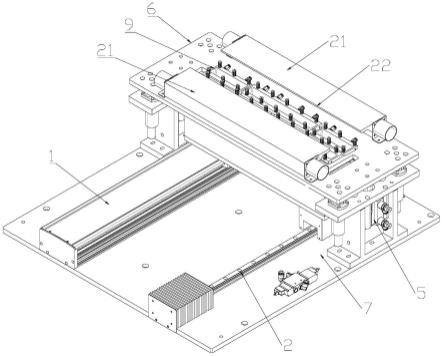
32.如图1至图5所示,一种电池模组的汇流焊接装置,包括输送机构、支撑机构和压紧机构。
33.请参考图1,输送机构包括平行安装的直线滑台1和导轨2,支撑机构安装于输送机构的滑块上,由输送机构输送至焊接工位上。
34.支撑机构用于支撑叠放的汇流排3和汇流片4;支撑机构的支撑板24上设有定位槽和定位柱,上料时,汇流排3和汇流片4由定位槽和定位柱准确地定位于支撑板24上。
35.压紧机构位于焊接工位上,用于在焊接时将汇流排3和汇流片4压紧。压紧机构包括驱动装置、压板6和铜嘴组件,驱动装置可选用气缸5,气缸5固定于底板7上,两组气缸5分别位于压板6的前后两侧,气缸5的活塞杆驱动式连接压板6,支撑机构由输送机构输送至压板6下方。铜嘴组件嵌装于压板6上,焊接时,驱动装置驱动压板6下行,使铜嘴组件压紧汇流片4和汇流排3。
36.请参考图2至图4,铜嘴组件包括:导柱8、铜嘴9和弹性体10。压板6上设有多个用于安装铜嘴9的开窗11,铜嘴9的顶部设有凸缘12,凸缘12向开窗11的外侧水平弯折并压在开窗11的边缘。铜嘴9内设有中空的焊接腔13,焊接激光束通过焊接腔13后打在汇流片4上。
37.导柱8安装于铜嘴9的凸缘12上,并且竖直插入压板6内,导柱8的底部设有紧贴压板6底部的下限位台阶14,弹性体10位于凸缘12上方并且套接于导柱8上,导柱8的顶部设有用于抵接弹性体10的上限位台阶15。弹性体10可选用扁弹簧。
38.气缸5压下压板6后,导柱8跟随压板6下行,直至铜嘴9的底部压在汇流片4上,铜嘴9在汇流片4的反作用力下沿导柱8向上移动,挤压弹性件,使弹性体10蓄力,弹性体10在上限位台阶15的挤压下向下压紧铜嘴9,使铜嘴9柔性地压紧汇流片4。
39.为了保护焊缝熔池,减少氧化,利用铜嘴9向焊缝施加保护气。请参考图4,铜嘴9上安装管接头16,管接头16连接保护气罐,铜嘴9内设有若干条与管接头16连通的气道17。铜嘴9的底部一侧设有用于压紧汇流片4的压边18,压边18的内侧设有水平延伸的出气槽口19,若干条气道17均延伸至出气槽口19处,保护气经过各条气道17汇流至出气槽口19,均匀地从水平方向喷出,减少焊缝氧化的同时,还有效减小焊接过程中产生的飞溅物。
40.铜嘴9与压边18相对的一侧底部设有若干个溢流槽口20,用于分散保护气,将保护气和飞溅物从对侧的溢流槽口20吹扫出焊接腔13外。
41.本装置还包括吸烟机构,吸烟机构包括连接抽风机的吸烟罩21,两个吸烟罩21的吸烟口22分别位于焊接工位的左右两侧,及时将焊接过程中飞溅的烟尘和熔渣吸走,避免焊渣影响焊接外观品质。
42.进一步的,请参考图5,支撑机构包括水平设置的支撑架板23和支撑板24,支撑架板23的顶面设有多个支撑柱,支撑板24的底部设有多个与支撑柱匹配的柱筒25,将柱筒25套在支撑柱上,使支撑板24定位于支撑架板23的上方。当支撑板24安装于支撑架板23上时,支撑板24与支撑架板23之间形成密封的空腔26,以减轻支撑机构的重量,为了保证空腔26的密封性,在支撑板24与支撑架板23的连接边上安装一圈密封圈。为了保证支撑板24对汇流排3的可靠支撑,防止铜嘴9压住汇流片4后导致支撑板24发生变形,将吸烟罩21的出口连通空腔26,使空腔26内形成稳定的正压,对汇流排3和汇流片4施加向上的压力,从而汇流排
3和汇流片4在两个相反力的作用下可靠地紧贴在一起。
43.具体地,支撑板24的上表面设有连接孔27,连接孔内安装一圈密封垫,压板6的底部安装与连接孔27适配的注气嘴28,注气嘴28在跟随压板6下行时插入连接孔27内,压紧密封垫;完成焊接后注气嘴28与压板6一起上行,脱离压板6,使压板6可以由输送机构从焊接工位移走。吸烟罩21与注气嘴28连接的管路上安装烟气过滤器,将气体中的烟尘和熔渣过滤。
44.支撑板24上还设有出气孔,出气孔上安装带电磁阀的出气接头,支撑板24上安装压力传感器,通过压力传感器监测空腔26内的气压,控制器根据气压的变化调整电磁阀的开度,使空腔26内的气压保持设定值。
45.本发明的工作过程为:
46.在上料工位将汇流排3定位于支撑板24上,将汇流片4定位于汇流排3上方;
47.直线滑台1将支撑机构输送至压板6下方,到位后停止移动;
48.气缸5驱动压板6向下移动,使铜嘴9压在汇流片4上,铜嘴9在扁弹簧的挤压下牢靠地压紧汇流片4;同时注气嘴28插入连接孔27内;
49.向铜嘴9内注入保护气,启动吸烟罩21的抽风机开关,开始焊接汇流排3和汇流片4;焊接过程中保护气从铜嘴9底部的出气槽口19均匀地沿水平方向喷出,减少焊缝氧化,并且将焊接过程中产生的飞溅物吹入对侧的溢流槽口20内,及时排出焊接腔13外,保护焊接的外观品质;
50.吸烟罩21将部分飞溅物和烟尘从焊接腔13顶部吸走,并且由注气嘴28将部分气流送入空腔26内,使空腔26内形成正压,与铜嘴9配合压紧汇流排3和汇流片4;
51.焊接结束后,气缸5顶起压板6,铜嘴9和注气嘴28脱离压板6,输送机构将汇流排3和汇流片4返回至初始位置。
52.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。