1.本发明涉及一种液压模块,所述液压模块在铸造工艺中制造。
背景技术:
2.由背景技术已知的是,用铸造工艺制造液压模块。
3.此外已知的是,用立方的金属体借助切削加工来制造液压模块。
技术实现要素:
4.与此相对,本发明以下述任务为基础:实现一种能够在装置技术上简单地且成本有利地制造的液压模块。此外,本发明的任务是:实现一种能够成本有利地且简单地制造液压模块的方法。
5.根据权利要求1的特征来解决关于所述液压模块的任务,并且根据权利要求10的特征来解决关于所述方法的任务。
6.本发明的有利的改型方案是从属权利要求的主题。
7.根据本发明设置一种液压模块,所述液压模块在铸造工艺中制造。在所述液压模块的至少一个表面中尤其通过所述铸造工艺来构造至少一个面状的凹部或者多个凹部。优选地,这些凹部占据所述表面的大部分。
8.这种解决方案具有下述优点,即:通过所述面状的凹部能够以在装置技术上简单的方式节省材料。
9.在本发明的另外的设计方案中,用型芯在铸造工艺中制造所述液压模块,其中,尤其在3d砂芯打印工艺中制造所述型芯。通过所述3d砂芯打印工艺能够以在装置技术上简单的且成本有利的方式制造型芯,利用所述型芯尤其能够构造面状的凹部。特别地,至少一个表面的至少一个阴模在所述3d砂芯打印工艺中被制造为型芯。
10.优选地,至少一个凹部具有均匀的或者基本上均匀的深度。此外,优选地,至少一个凹部具有边框,其中,在所述边框内的凹部面具有基本上或者主要地恒定的深度。当然,在此能够将功能留空部(如孔)引入到所述凹部面中。
11.在本发明的另外的设计方案中,设置所述液压模块的至少多数的功能区段,所述功能区段具有尤其用于阀的构造和/或用于接头的外部的密封面。优选地,所述功能区段被加高,使得这些功能区段在所述铸造工艺之后的制造中能够共同地、尤其在工序中在面上进行平面铣削。在此有利的是,所述密封面处在共同的平面中。因此能够在所述工序中在面上平面铣削所有密封面。换言之,用于阀的构造或者用于接头的密封面优选地被加高。
12.在本发明的另外的设计方案中,能够在至少一个面状的凹部中或者在另一面状的凹部中构造至少一个加高的标识。已经表明,相比于沉入的标识,加高的标识在铸造工艺中或者在浇铸过程中能够更简单地以更高的质量来制造。此外,所述标识的可读性不被或者相对较少地被涂漆或涂层限制。通过在所述凹部中构造所述标识而保护这些标识免受磨损和外部的力的影响并且此外能够更简单地进行识别,因为所述标识通过所述凹部实现了一
种框架。优选地,至少一个加高的标识在所述阴模或者在阴模中在所述3d砂芯打印工艺中构造为型芯。已经表明,所述标识由此能够准确地构造,以便在制造所述液压模块之后能够更好地读取。
13.换言之,所述液压模块能够借助3d砂芯打印工艺制造。这能够实现对突起的接头标识和面的下沉的轮廓进行引入,尤其对于不必加工用于功能的面而言。已经表明,通过所述3d砂芯打印工艺,所述液压模块在所述铸造工艺和/或浇铸过程之后不再或者在相对较小的程度上必须被切削加工。
14.优选地,至少一个标识是用于阀和/或用于接头的、尤其用于液压接头的接头标识和/或位置标识。至少一个标识能够具有平均高度。这个平均高度优选地位于所述密封面、尤其相邻的密封面的高度之下。因此,尤其在通过平面铣削制造所述密封面时,至少一个标识不被一起铣削。优选地,至少一个标识布置在与所述功能区段相同的表面上或者在相同的侧部上。换言之,在所述凹部中构造用于阀和液压接头的加高的接头标识。与此相反地,在背景技术中,接头标识和技术上的位置标识通常费力地切削式地引入。
15.因为已经在浇铸过程中引入了所述轮廓或凹部和所述标识,所以为此无需事后的切削式的再加工。相比于例如凹部,对突起的标识的塑造能够更简单地实现,因为在铸模中构造了阴型(negativ)。
16.有利的是,在多数的表面中分别引入一个或多个面状的凹部,所述面状的凹部占据相应的面的大部分。优选地,一个或多个表面沿一方向或者分别沿一方向延伸。多个表面尤其沿不同的方向延伸。
[0017]“大部分”意味着例如多于10%、优选地多于20%、优选地多于30%、优选地多于40%或者优选地多于50%。
[0018]
所述液压模块能够具有多个不同指向的侧部。具有至少一个面状的凹部的至少一个表面能够在此是液压模块的所述侧部中的一个侧部的一部分或者构成所述侧部中的一个侧部的整个表面。
[0019]
优选地,所述功能区段的多数构造在具有至少一个面状的凹部的侧部上。优选地,所述功能区段至少部分地被所述面状的凹部包围。由此,所述功能区段能够被更简单地识别,这对于装配能够是有利的。
[0020]
进一步优选地,能够在多数的侧部中分别设置多数的功能区段。进一步有利地,在所述多数的侧部中或者在多数的侧部中能够分别构造至少一个面状的凹部。
[0021]
优选地,具有加高的标识的至少一个凹部与至少一个功能区段相邻,以便标识这个功能区段。
[0022]
进一步优选地,至少两个侧部彼此垂直地布置。优选地,在至少两个或三个侧部中分别设置表面,在所述表面中引入至少一个面状的凹部,所述面状的凹部尤其占据相应的表面的大部分。此外,在这些侧部中能够分别设置一个功能区段或者多数的功能区段。此外,在此能够至少在所述凹部的一部分中设置加高的标识。
[0023]
优选地,用于一个或多个或者全部的侧部的或者用于表面的阴模在所述3d砂芯打印工艺中制造为型芯。
[0024]
根据本发明,设置了一种用于制造根据前面所提到的方面中的一个或多个方面的液压模块的方法,该方法具有下列步骤:
‑ꢀ
在3d砂芯打印工艺中将至少一个表面的和/或用于所述功能区段的阴模制造为型芯,
‑ꢀ
在铸造工艺中用至少所述型芯来制造所述液压模块。
附图说明
[0025]
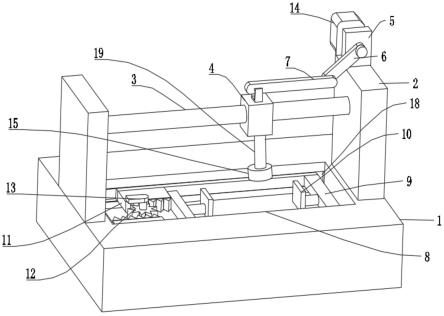
下面根据示意性的附图更详细地阐述本发明的优选实施方式。其中:图1以立体图示出了根据一种实施例的液压模块,图2以另一立体图示出了来自图1的液压模块,并且图3示意性地示出了用于制造来自图1的液压模块的方法。
具体实施方式
[0026]
图1示出一种液压模块。这个液压模块以铸造工艺制造。所述液压模块具有多个侧部2至10,出于简便,它们之中仅一部分设有附图标记。所述侧部2至10分别具有表面,将至少一个面状的凹部12引入到所述表面中。出于简便,仅面状的凹部12的一部分设有附图标记。在面状的凹部12的至少一部分中设有加高的标识14,所述标识表明接头或者位置。此外,所述侧部2至10的至少一部分具有加高的功能区段16,出于简便,它们之中仅一部分设有附图标记。相应的功能区段16具有用于阀的构造或者用于接头的密封面。在此,相应的侧部2至10的功能区段16如此设计,使得它们能够在面上或者共同地在平面中进行平面铣削。对于所述侧部2至10、尤其对于具有功能区段16和/或标识14和/或凹部12的侧部设置阴模。这个阴模在3d砂芯打印工艺中制造为型芯。
[0027]
根据图2设置另外的侧部18、22和24,其中,出于简便,仅另外的侧部中的一部分设有附图标记。在这里,所述侧部18、22和24分别具有凹部12。此外,所述侧部尤其在所述凹部12的区域中或者邻近于所述凹部12具有功能区段16。
[0028]
根据图3示意性地示出了用于所述液压模块1的制造方法。在第一步骤26中制造用于所述液压模块1的侧部的阴模。在此,所述阴模具有所设置的功能区段16、标识14和凹部12的阴型。所述阴模在3d砂芯打印工艺中制造。在下一步骤28中,所述阴模在浇铸过程中用作型芯,在所述浇铸过程中铸造所述液压模块1。能够设想到的是,在另外的一个或多个工序中设置所述功能区段16的平面铣削。
[0029]
公开了一种经铸造的控制模块,其表面设有面状的凹部,所述面状的凹部占据相应的面的大部分。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。