1.本实用新型属于自动化设备技术领域,特指一种具有闭环检测机构的内胆点焊机构。
背景技术:
2.现有的烤箱内胆由内胆上圈、内胆下圈以及底盖相焊接而成,一般来说,先由内胆上圈与内胆下圈相连成并焊接成环形件,再焊接底盖;其中,内胆下圈由一平板通过内胆下圈弯折设备制造而成。由于下圈冲压弯折时,由于材料的回弹系数不同或安装位置的细小误差,导致内胆下圈左右折边弯折的尺寸不一致,从而导致当内胆上圈、内胆下圈相连接时,内胆上圈与内胆下圈的重叠区宽度不同,从而影响焊接。正常来说,重叠区的宽度应当保持在2.5mm
±
0.15mm 中。
3.现有的内胆焊接设备中,在内胆下圈的焊接工位旁边设有检测当前待焊接内胆下圈平整度的检测装置,若当内胆下圈的误差过大则报警并取出该不符合标准的内胆下圈。但是,该检测装置不能解决造成内胆误差的源头问题,即因内胆下圈弯折设备的误差所述导致的内胆下圈误差;现需要一种使内胆焊接设备与内胆下圈弯折设备相交互的检测装置。
技术实现要素:
4.本实用新型的目的是提供一种可以自动检测内胆下圈弯折设备参数,并有效减少内胆下圈废料产生的具有闭环检测机构的内胆点焊机构。
5.本实用新型的目的是这样实现的:
6.一种具有闭环检测机构的内胆点焊机构,包括:
7.机座;
8.定位工装,用于固定内胆上圈与内胆下圈,并使内胆下圈与内胆上圈相对置抵靠形成重叠区;
9.点焊机构,设置在重叠区的旁侧上,用于使内胆下圈与内胆上圈相固接;
10.检测探头,设置在机座上并位于所述定位工装的一侧,用于检测重叠区的长度;以及
11.发送装置,用于接收检测探头的检测情况,并将检测结果发送至内胆下圈弯折设备上。
12.进一步地,所述检测探头包括ccd相机。
13.进一步地,所述检测探头朝向所述重叠区。
14.进一步地,所述机座上于定位工装的两侧均设有检测架,于所述检测架上设有所述检测探头。
15.进一步地,所述检测架的上下两端均设有所述检测探头。
16.进一步地,所述定位工装包括:
17.若干定位立柱,设置在机座上,用于内限位所述内胆下圈与内胆上圈;
18.定位夹具,设置在定位立柱外侧,用于外限位所述内胆下圈与内胆上圈。
19.进一步地,所述定位夹具包括:
20.第一夹具,设置在定位立柱后侧,用于推动位于第一夹具与定位立柱之间的内胆下圈抵靠在所述定位立柱上;
21.第二夹具,设置在所述定位立柱上侧;第二夹具具有打开状态和关闭状态,当所述第二夹具处于关闭状态时,所述第二夹具限位在所述内胆下圈上侧;
22.第三夹具,设置在定位立柱的左右两侧,用于限位内胆下圈的左右两侧;
23.翻转夹具,翻转设置定位立柱的前侧,所述翻转夹具中设有用于放置所述内胆上圈的型腔,通过翻转夹具的翻转来使所述内胆上圈抵靠至定位立柱的前侧,并使内胆上圈与内胆下圈相对置抵靠。
24.进一步地,所述点焊机构包括:
25.焊轮,所述焊轮设置在所述重叠区的外侧;
26.导轨部,纵向设置在所述重叠区下侧;
27.滑块部,设置在所述导轨部上,其连接有带动滑块部在导轨部上运动的驱动电机;
28.驱动臂,驱动臂上端连接所述焊轮,下端固定在所述滑块部上。
29.进一步地,所述驱动臂的下端铰接在所述滑块部上,于铰接端的另一侧设有摆动杆,摆动杆上连接有推动所述摆动杆的推动电机。
30.本实用新型相比现有技术突出且有益的技术效果是:
31.本实用新型通过检测探头、发送装置自动检测反馈,来自动调整内胆下圈弯折设备中的定位支架,来改变内胆下圈成形情况,实现闭环检测,自动调节,从而减少报废件的产生。
附图说明
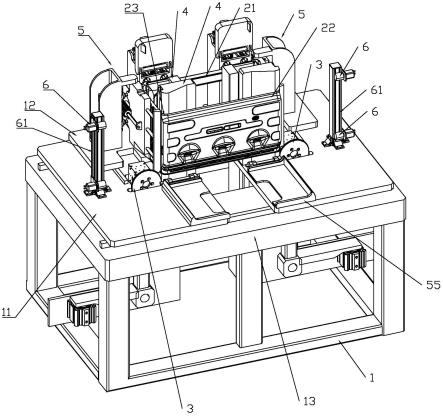
32.图1是本实用新型的结构示意图。
33.图2是机座上的结构示意图。
34.图3是定位夹具的部分结构示意图。
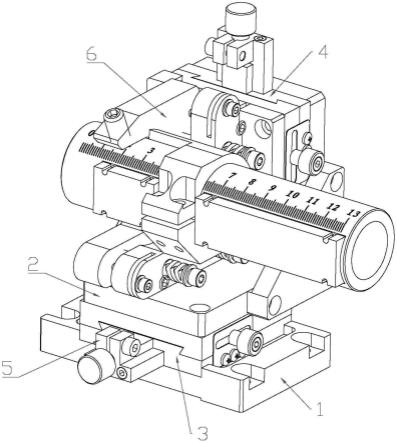
35.图4是点焊机构处的结构示意图。
36.图5是焊轮的结构示意图。
37.图6是内胆下圈与内胆上圈的连接示意图。
38.图中标号所表示的含义:
39.1、机座;11、第一滑轨组件;111、第一滑轨;112、第一滑板;113、通口部;12、第二滑轨组件;121、第二滑轨;122、第二滑板;13、安装台面; 131、开口部;21、内胆下圈;22、内胆上圈;23、重叠区;3、点焊机构;31、焊轮;32、导轨部;33、滑块部;34、驱动臂;35、摆动杆;36、推动电机; 37、驱动马达;371、伞齿轮;38、传动齿轮;39、电路组件;4、定位立柱;5、定位夹具;51、第一夹具;511、第一推杆;52、第二夹具;521、翻转板;53、第三夹具;531、面板部;532、抵接推杆;54、安装架;55、翻转夹具;551、型腔;6、检测探头;61、检测架。
具体实施方式
40.下面结合具体实施例对本实用新型作进一步描述:
41.一种具有闭环检测机构的内胆点焊机构,包括:
42.机座1;
43.定位工装,用于固定内胆上圈22与内胆下圈21,并使内胆下圈21与内胆上圈22相对置抵靠形成重叠区23;
44.点焊机构,设置在重叠区23的旁侧上,用于使内胆下圈21与内胆上圈22 相固接;
45.检测探头6,设置在机座1上并位于所述定位工装的一侧,用于检测重叠区 23的长度;以及
46.发送装置,用于接收检测探头6的检测情况,并将检测结果发送至内胆下圈弯折设备上。
47.如图1所示,所述机座1上设有一安装台面13,在安装台面13上设有所述定位工装以及点焊机构3;在安装台面13的正中设有一开口部131,用于放置所述点焊机构3,从而可以使所述点焊机构3可以由下至上运动来对相对置抵靠的内胆下圈21、内胆上圈22进行连接。
48.具体如图2所示,在所述机座1的安装台面13上设有横向移动的第一滑轨组件11;其中,第一滑轨组件11包括横向设置在所述安装台面13上的第一滑轨111,在所述第一滑轨111上以所述开口部131为中心左右安装两块第一滑板 112,所述第一滑板112连接有带动其在第一滑轨111上横向运动动力源,该横向运动动力源一般为伺服电机,伺服电机通过丝杆滑套结构驱动第一滑板112 移动。在所述第一滑板112上设有纵向移动的第二滑轨组件12,具体来说,第二滑轨组件12包括分别设置在两第一滑板112上的两第二滑轨121,以及分别设置在两第二滑轨121上的第二滑板122,以及驱动第二滑板122移动的纵向运动动力源,同理该纵向运动动力源一般为伺服电机,伺服电机通过丝杆滑套结构驱动第二滑板122移动;在所述第一滑板112以及第二滑板122上设有所述定位工装,通过调整第二滑板122以及第一滑板112的位置来调整各个定位工装布局状况,从而得到可以容纳不同内胆大小的安装位,从而适配不同大小的内胆。
49.具体来说,所述定位工装包括有定位立柱4,其设置在机座1上,用于内限位所述内胆下圈21与内胆上圈22;以及
50.定位夹具5,设置在定位立柱4外侧,用于外限位所述内胆下圈21与内胆上圈22。
51.结合图2、3所示,本专利中的内胆下圈21由一平板通过内胆下圈弯折设备弯折成一u字形部件,在与所述内胆上圈22相组合后形成近似方形的环形件,其中,如图6所示,所述重叠区23指的是内胆下圈21与内胆上圈22相连接成环形件后,内胆下圈21的侧边端部与对应内胆上圈22侧边端部相交的重叠部分,由于所述内胆下圈21呈u字形,因此,在整个环形件上设有两个重叠区23,同时需要配置两个焊接机构3进行加工;本实施例中,所述定位立柱4固定在所述第二滑板122上并共设有四个,其具体为一通过螺栓结构固定在所述第二滑板122上的且整体呈矩形的型材件,两个定位立柱4靠内胆下圈21一侧设置,另外两个定位立柱4靠内胆上圈22一侧设置,两两之间的定位立柱4的横向间距与所述内胆下圈21的内部宽度相当,其纵向间距与内胆下圈21与内胆上圈 22的前后距离相同,使得当所述内胆下圈21以及内胆上圈22安装在所述定位立柱4上并围绕成环形件时,四个定位立柱4分别位于
环形件四个角落上进行内部限位。在一些实施例中,所述定位立柱4可以设有多个,以求进一步内部限位。而由于所述定位立柱4设置在所述第二滑板122上,因此可以通过改变定位立柱4在机座1上的横向位置以及纵向位置,从而改变两定位立柱4之间的距离关系来适配不同大小的内胆下圈21。
52.进一步地,所述定位夹具5包括:
53.第一夹具51,设置在定位立柱4后侧,用于推动位于第一夹具51与定位立柱4之间的内胆下圈21抵靠在所述定位立柱4上;
54.第二夹具52,设置在所述定位立柱4上侧;第二夹具52具有打开状态和关闭状态,当所述第二夹具52处于关闭状态时,所述第二夹具52限位在所述内胆下圈21上侧;
55.第三夹具53,设置在定位立柱4的左右两侧,用于限位内胆下圈21的左右两侧。
56.翻转夹具55,翻转设置定位立柱4的前侧,所述翻转夹具55中设有用于放置所述内胆上圈22的型腔551,通过翻转夹具55的翻转来使所述内胆上圈22 抵靠至定位立柱4的前侧,并使内胆上圈22与内胆下圈21相对置抵靠。
57.具体来说,结合图2、3所示,靠内胆下圈21一侧的两定位立柱4后侧设有安装架54,具体为一固定在所述第二滑板122上的安装型材,所述第一夹具 51包括设置在安装架54下侧以及上侧的两组第一推杆511,而用于驱动第一推杆511的气缸则设置在所述安装型材的另一侧,通过所述第一推杆511推动所述内胆下圈21朝所述定位立柱4移动进行内胆下圈21后端的夹紧定位,所述第二夹具52包括设置在安装架54顶部的翻转板521,并在安装架54的另一侧设置驱动所述翻转板521翻转动作的翻转气缸;所述翻转板521处于打开状态时,所述翻转板521纵向设置在所述定位立柱4的上端后侧,此时使用可将所述内胆下圈21由上至下放置在所述定位立柱4外,放置完毕后翻转气缸工作带动所述翻转板521向下翻转横置在所述定位立柱4上侧,从而上限位所述内胆下圈21,而后所述第一夹具51再工作进行后限位。由于所述第二夹具52、第一夹具51都设置再所述第二滑板122上,其可以随所述定位立柱4的移动而同时进行移动,进行适配。而且,活动的第二夹具52、第一夹具51以及定位立柱 4使得在安装所述内胆下圈21时可以采用内涨式安装,即先放置好内胆下圈21 再使定位立柱4向外涨抵靠在所述内胆下圈21内侧,在使第二夹具52、第一夹具51抵靠内胆下圈21外侧进行夹紧。
58.所述第三夹具53也设置在所述第二滑板122上,其设置在所述两定位立柱 4的两外侧上,其具有一抵靠在内胆下圈21左右两侧的面板部531,面板部531 由驱动缸带动其左右移动,使得其可以抵靠在所述内胆下圈21左右两侧上进行限位。在所述面板部531中还伸缩设置由抵接推杆532,抵接推杆532的前端朝向所述重叠区23,其用来抵接在所述重叠区23一侧上进行限位,从而使滚焊更为稳定。
59.所述翻转夹具55设置在另外两个定位立柱4的前侧,其分为左半部与右半部,左半部与右半部分别设置在两第一滑板112上;在所述左半部与右半部中开设有凹槽,形成所述用于安装内胆上臂的型腔551;所述左半部与右半部的一端分别铰接在两第二滑板122上,且左半部与右半部分别连接有带动去翻转的翻转电机。翻转夹具55在使用时,使用者先将所述内胆上圈22放置在所述翻转夹具55中,而后驱动所述推动电机36带动所述翻转夹具55转动,使所述内胆上圈22面朝所述定位立柱4移动,最终使内胆上圈22的内侧端面抵靠在所述定位立柱4上。一般地,制造者先安装所述内胆上圈22,再安装所述内胆下圈21,使内胆下
圈21的对置端覆盖在所述内胆上圈22的对置端上,从而内胆下圈21整体向外裸露并与所述内胆上圈22一端相叠形成所述重叠部。
60.进一步地,本专利中的点焊机构包括有:
61.焊轮31,所述焊轮31设置在所述重叠区23的外侧;
62.导轨部32,纵向设置在所述重叠区23下侧;
63.滑块部33,设置在所述导轨部32上,其连接有带动滑块部33在导轨部32 上运动的驱动电机;
64.驱动臂34,驱动臂34上端连接所述焊轮31,下端安装在所述滑块部33上。
65.结合图1、4、5,所述导轨部32安装在第一滑板112的下侧,其穿过所述安装台面13上的开口部131向下延伸,所述导轨部33设置在导轨部32的底部,所述导轨部32中设有驱动所述导轨部33在所述导轨部32上移动的伺服电机;所述驱动臂34的下端转动设置在所述导轨部33,其上端固定有所述焊轮31;所述第一滑板112上设有供所述焊轮31向外裸露的通口部113,使得所述焊轮 31位于重叠区23的外侧,并可以上下移动进行点焊。
66.实际上,所述驱动臂34的下端铰接在所述滑块部33上,于铰接端的另一侧设有摆动杆35,驱动臂34与摆动杆35相连接成l形,摆动杆35上连接有推动所述摆动杆35的推动电机36。推动电机36工作时,驱动摆动杆35顺时针摆动,使得驱动臂34以绕自身的铰接点朝重叠区23转动,使所述焊轮31所述重叠区23上;此时可以进行点焊作业,所述导轨部33向上运动,同时带动所述驱动臂34由下至上运动,使得所述焊轮31全面接触整个重叠区23。
67.本实施例中,所述焊轮31的后侧连接有为焊轮31提供焊接能力的控制组件343,所述第二驱动组件34包括设置在所述焊轮31下侧的驱动马达37,驱动马达37上设有伞齿轮371,所述焊轮31连接有一传动齿轮38,所述伞齿轮 371与传动齿轮38相啮合,从而通过驱动马达37带动所述焊轮31转动。
68.进一步地,本实施例中,所述检测探头6为ccd相机,ccd相机具有体积小、重量轻、不受磁场影响、具有抗震动和撞击等优点;本专利中,在所述定位工装的两侧均设有检测架61,分别检测内胆下圈21左右两侧的误差情况;所述检测架61具体为一安装在所述第一滑板112上的安装型材,在所述安装型材上固定有ccd相机,即检测探头6。本专利中的检测架61与所述重叠区23相对设置,使得ccd相机可以拍摄到重叠区23的平面图片;本实用新型中的点焊设备工作时,需要先进行上料工作,如图6所示,本专利的内胆下圈21与内胆上圈22 相连接后,在两者的重叠区23中,所述内胆下圈21位于内胆上圈22的外侧,因此为了便于装配,使用者大多数情况下会先放置内胆上圈22后再放置内胆下圈21;放置内胆上圈22后,所述检测探头6对所述重叠区23处做第一次拍照,此时照片内所呈现的应当是内胆上圈22的边沿,并根据照片中内胆上圈22的边沿位置进行定位,且记录为零点位置;在放置内胆下圈21使内胆下圈21位于内胆上圈22的外侧后,所述检测探头6对所述重叠区23做第二次拍照,此时照片仅能呈现内胆下圈21的边沿,内胆上圈22的边沿被覆盖,此时根据内胆下圈21的边沿在第一张照片上进行定位,并记录为二次位置,通过计算二次位置与零点位置之间的距离来得到重叠区23的宽度,并根据重叠区23的宽度来判断当前内胆下圈21是否符合标准,并通过计算来得到偏差数值。反之,若在重叠区23中,所述内胆上圈22位于内胆下圈21的外侧,则应当先拍摄内胆下圈21的照片再拍摄内胆上圈22的照片来进行比对。
69.为了进一步增加调节检测精度,所述检测架61的上下两端均设有所述检测探头6,
其可以同时拍摄内胆下圈21同一侧的上下两张照片,从而通过照片对比得到精确的误差数据。
70.所述发送装置可以为处理器,其收集检测探头6的检测数据,通过图像处理比对得到当前内胆下圈21的偏差数值,并将该偏差数值送至内胆下圈弯折设备中。一般地,内胆下圈弯折设备是将内胆下圈毛坯通过弯折来得到所述内胆下圈21的,其中所述内胆下圈弯折设备中设有放置所述内胆下圈毛坯的定位支架,在定位支架的一侧设有折u模具,折u模具夹取定位支架上的内胆下圈毛坯并进行折u加工,从而形成内胆下圈21。而调节定位支架的位置可以改变内胆下圈21弯折部分的位置,从而实现内胆下圈21左右两侧部长短的调节;因此,定位支架的位置关系则成为内胆下圈21成形是否合格的关键。
71.本专利中的检测探头6的作用在于通过检测探头6得到误差数据,并根据误差来调整内胆下圈弯折设备中定位支架的工作位置,来改变内胆下圈21中两处弯折的位置,从而消除误差;具体来说,如果内胆下圈21左右侧部的误差分别为
△
x与
‑△
x时,应当驱动所述定位支架朝右侧移动
△
x,来消除该误差。
72.在点焊机构中,每次进行点焊工作前都会通过检测探头6进行误差检测,若误差过大则报警提示使用者取下不符合标准的内胆下圈21,并通过发送装置处理反馈至内胆下圈弯折设备,若符合标准则检测当前内胆下圈21的误差情况,则正常进行点焊,如此循环直至内胆下圈21的误差消失;综上所述,通过检测探头6、发送装置自动检测反馈,来自动调整内胆下圈弯折设备中的定位支架,来改变内胆下圈21成形情况,实现闭环检测,自动调节,从而减少报废件的产生。
73.上述实施例仅为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。