技术特征:
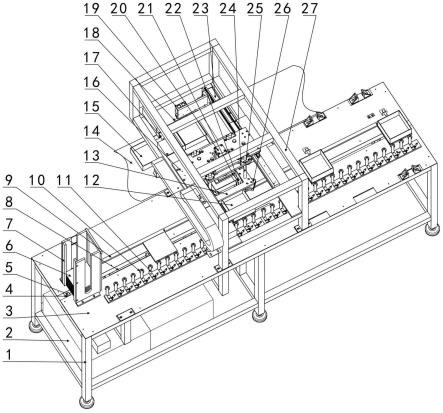
1.一种全自动高精度包装盒底座组装机,包括第一机架、第二机架、底板输送装置、底盒输送装置和底座组装装置,所述第一机架上设有横向的工作台,所述第二机架安装于所述第一机架的上部,所述底座组装装置设于所述第二机架上且位于所述工作台的上方,其特征在于:所述底座组装装置包括组装支架、组装支架驱动组件、双行程驱动气缸、抱盒支架、抱盒驱动气缸和控制器,所述组装支架通过组装滑轨安装在所述第二机架上并能够在所述组装滑轨上滑动,所述组装支架驱动组件安装在所述第二支架上且其动力输出端与所述组装支架连接,竖向的所述双行程驱动气缸安装在所述组装支架上,所述双行程驱动气缸下部的活塞杆外周与所述抱盒支架连接,所述双行程驱动气缸的活塞杆下端与横向的压板连接,四个所述抱盒驱动气缸分别安装在所述抱盒支架的四角位置,所述抱盒驱动气缸的活塞杆与抱盒板连接,所述抱盒板上远离所述抱盒驱动气缸的一端端面为直角表面,所述抱盒支架的中部设有竖向的方形通孔且所述抱盒板伸出时置于该方形通孔的四角且所述压板位于该方形通孔的上方,所述组装支架驱动组件的控制输入端、所述双行程驱动气缸的控制输入端和所述抱盒驱动气缸的控制输入端分别与所述控制器的控制输出端对应连接。2.根据权利要求1所述的全自动高精度包装盒底座组装机,其特征在于:所述组装支架驱动组件包括组装驱动电机、组装驱动螺杆和组装驱动螺母座,所述组装驱动电机安装在所述第二机架上,所述组装驱动电机的转轴与所述组装驱动螺杆连接,所述组装驱动螺母座通过自身螺孔套装在所述组装驱动螺杆上,所述组装驱动螺母座安装在所述组装支架上,所述组装支架的两端分别安装在所述组装滑轨上,两个所述组装滑轨分别安装在所述第二机架上,所述组装驱动电机的控制输入端与所述控制器的控制输出端对应连接。3.根据权利要求1所述的全自动高精度包装盒底座组装机,其特征在于:所述抱盒支架的四角与四条竖向的连杆的下端连接,四条所述连杆的上端与连接板连接,所述连接板与所述双行程驱动气缸的活塞杆外周连接,所述抱盒驱动气缸位于所述抱盒支架的下方。4.根据权利要求1、2或3所述的全自动高精度包装盒底座组装机,其特征在于:所述底板输送装置包括底板驱动电机、底板驱动螺杆、底板驱动螺母座、底板驱动板和底板驱动气缸,所述工作台上设有竖向贯通且轴向为横向的条形孔,以所述条形孔的轴向为前后方向,所述工作台的上表面上位于所述条形孔左右两侧的位置分别设有限位结构,所述底板驱动电机安装于所述第一机架上并位于所述工作台的下方,所述底板驱动电机的转轴与所述底板驱动螺杆的一端连接,所述底板驱动螺杆通过轴承座安装在所述第一机架上且其轴向为前后方向,所述底板驱动螺母座通过自身螺孔套装在所述底板驱动螺杆上,所述底板驱动板安装在所述底板驱动螺母座上,多个竖向的所述底板驱动气缸安装在所述底板驱动板上且沿前后方向均匀分布,每个所述底板驱动气缸的活塞杆的上端安装有底板推块,在所述底板驱动气缸的活塞杆向上伸出时,对应的所述底板推块由下而上穿过所述条形孔,所述底板驱动电机的控制输入端和所述底板驱动气缸的控制输入端分别与所述控制器的控制输出端连接。5.根据权利要求4所述的全自动高精度包装盒底座组装机,其特征在于:所述工作台上面的一端安装有底板料仓且以该端为前端,所述底板驱动电机位于所述第一机架的前端,所述底板料仓位于所述条形孔的正上方,所述底板驱动螺母座与所述底板驱动板的下面前部连接,所述底板驱动板的下面后部与导向座连接,所述导向座通过自身通孔套装在轴向
为前后方向的导向杆上,所述导向杆安装在所述第一机架上。6.根据权利要求5所述的全自动高精度包装盒底座组装机,其特征在于:所述底板驱动气缸为四个,所述底板驱动螺母座在所述底板驱动螺杆上的最大行程距离以及所述导向座在所述导向杆上的最大行程距离均大于相邻两个所述底板驱动气缸之间的距离,所述底板料仓的前侧中部为空,所述底板料仓的后侧下部边缘与所述工作台的上表面之间的竖向距离大于一个底板的厚度且小于两个底板的厚度,在所述底板驱动气缸的活塞杆向上伸出时,对应的所述底板推块的上表面高于所述工作台的上表面且高出部分的高度小于一个底板的厚度。7.据权利要求5所述的全自动高精度包装盒底座组装机,其特征在于:所述工作台的上表面上位于所述条形孔其中一侧的所述限位结构为限位条,所述限位条安装在所述工作台的上表面且其轴向为前后方向,所述工作台的上表面上位于所述条形孔另一侧的所述限位结构为多个弹性限位组件,所述弹性限位组件包括限位杆、滑轮和弹簧,横向的所述限位杆通过竖向的销轴安装在所述工作台上并能够在横向旋转,所述滑轮安装在所述限位杆上靠近所述条形孔的一端且能够在横向旋转,所述弹簧的两端分别与所述限位杆上远离所述条形孔的一端和所述工作台的上表面连接并使所述滑轮具有向所述条形孔靠近的弹力,所述限位杆上靠近所述弹簧的位置设有竖向贯通的腰形孔,所述腰形孔所在圆弧为以所述销轴的中心线与所述限位杆交叉的点为圆心的虚拟正圆的一部分,所述工作台上与所述腰形孔对应的位置设有竖向的限位柱,所述限位柱穿过所述腰形孔,多个所述弹性限位组件沿前后方向排列在所述工作台上。8.根据权利要求1、2或3所述的全自动高精度包装盒底座组装机,其特征在于:所述底盒输送装置包括底盒输送带、底盒接近传感器、底盒推动气缸、气缸安装板和气缸驱动组件,所述底盒输送带设于所述工作台的旁边并靠近所述底座组装装置,所述第二机架上靠近所述底座组装装置的位置设有底盒挡板,所述底盒接近传感器设于所述第二机架上靠近所述底盒挡板的位置,竖向的所述底盒推动气缸位于所述底盒挡板的斜上方,所述底盒推动气缸与所述气缸安装板连接,所述气缸安装板通过底盒驱动滑轨安装在所述第二机架上并能够在所述底盒驱动滑轨上滑动,所述气缸驱动组件安装在所述第二支架上且其动力输出端与所述气缸安装板连接,所述底盒推动气缸下部的活塞杆与底盒推杆连接,所述底盒接近传感器的信号输出端与所述控制器的信号输入端连接,所述底盒推动气缸的控制输入端和所述气缸驱动组件的控制输入端分别与所述控制器的控制输出端对应连接。9.根据权利要求8所述的全自动高精度包装盒底座组装机,其特征在于:所述气缸驱动组件包括气缸驱动电机、气缸驱动螺杆和气缸驱动螺母座,所述气缸驱动电机安装在所述第二机架上,所述气缸驱动电机的转轴与所述气缸驱动螺杆连接,所述气缸驱动螺母座通过自身螺孔套装在所述气缸驱动螺杆上,所述气缸驱动螺母座与所述气缸安装板连接,所述底盒驱动滑轨为一条且与所述组装滑轨相互平行并与所述底盒输送带的运动方向相互垂直,所述气缸驱动电机的控制输入端与所述控制器的控制输出端对应连接。
技术总结
本发明公开了一种全自动高精度包装盒底座组装机,包括第一机架、第二机架、底板输送装置、底盒输送装置和底座组装装置,第一机架上设有工作台,第二机架安装于第一机架的上部,底座组装装置包括组装支架、组装支架驱动组件、双行程驱动气缸、抱盒支架、抱盒驱动气缸和控制器,组装支架安装在第二机架上,组装支架驱动组件的动力输出端与组装支架连接,双行程驱动气缸安装在组装支架上,双行程驱动气缸下部的活塞杆外周和下端分别与抱盒支架连接和压板连接,抱盒驱动气缸的活塞杆与抱盒板连接,抱盒板上远离抱盒驱动气缸的一端端面为直角表面。本发明能够确保底盒不会发生形变并确保底盒与底板精确对位,提高了底座的组装质量。量。量。
技术研发人员:刘达川 肖辉 佘涛
受保护的技术使用者:永发印务(四川)有限公司
技术研发日:2022.08.17
技术公布日:2022/10/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。