1.本发明涉及智能制造技术领域,具体涉及一种起模流涂合箱机的高精度合箱控制系统及方法。
背景技术:
2.随着现在科学技术的不断发展,越来越多的智能化技术加入到传统制造业中来,使得造型工序越来越趋近于智能自动化,为了提高机械化程度和降低劳动强度,满足生产要求,已经开发出各种智能化造型设备,比如说翻转合箱机。目前,在铸造生产中,上箱与下箱的合箱方法包括以下两种,一是采用天车吊起上箱,并通过人工翻转后将浇口碗、冒口圈等进行培固,利用合箱销定位合箱,二是通过机械手将上箱翻转后通过机械辅助定位直接合箱,再培固浇口碗、冒口圈等浇注砂型的附属部分。对于这两种方法来说,都存在两点问题,一是,基本都是人工设定机械臂的工作信息,机械臂的工作信息与上砂箱、下砂箱的尺寸信息并不匹配,二是合箱过程中匹配上砂箱、下砂箱时,采用上砂箱、下砂箱的尺寸信息进行匹配,这样匹配的准确度不高,两者均会使得合箱过程的精确度较低。因此,现有的合箱方法存在精确度低的问题。
技术实现要素:
3.本发明提供一种起模流涂合箱机的高精度合箱控制系统及方法,解决了现有的合箱精确度低的技术问题。
4.本发明提供的基础方案为:一种起模流涂合箱机的高精度合箱控制方法,包括:
5.s1、根据上砂箱与下砂箱的尺寸信息录入机械臂的工作信息;
6.s2、获取上砂箱与下砂箱的顺序信息,对比上砂箱与下砂箱的顺序信息,并判断上砂箱与下砂箱的顺序信息是否匹配成功,匹配成功进行s3~s7,匹配失败报警,并重新进行匹配;
7.s3、下砂箱运行至合箱工位;
8.s4、合箱机运行到合箱工位,夹紧定位油缸抱紧下砂箱;
9.s5、升降油缸带动夹紧机构下降至指定位置;
10.s6、上砂箱运行至合箱工位;
11.s7、旋转臂夹紧上砂箱,升降油缸先带动夹紧机构向上运动,然后升降油缸带动夹紧机构向下运动,在夹紧机构向下运动的过程中,旋转臂完成下行与翻转动作,将上砂箱放到下砂箱上,实现合箱。
12.本发明的工作原理及优点在于:在合箱之前,根据上砂箱与下砂箱的尺寸信息录入机械臂的工作信息,由于上砂箱与下砂箱的尺寸信息决定了砂型的大小与重量,相当于根据砂型的大小与重量自动匹配机械臂的工作信息,相较于人工设定机械臂的工作信息来说,能够确保上砂箱及下砂箱的尺寸信息与机械臂的工作信息的之间的协调,提高合箱的精确性,降低合箱的误差,而且,上砂箱及下砂箱的尺寸信息与机械臂的工作信息是自动匹
配的,不用人工操作,既避免了人工操作的误差,又提高了合箱的效率;与此同时,合箱之前通过对比上砂箱与下砂箱的顺序信息判断上砂箱与下砂箱是否匹配成功,相较于对比上砂箱、下砂箱的尺寸信息来说,这样所需对比的数据较少,也不易出错,能够准确匹配上砂箱、下砂箱,有利于提高合箱的精确度。
13.本发明一方面根据上砂箱与下砂箱的尺寸信息录入机械臂的工作信息,另一方面通过对比上砂箱与下砂箱的顺序信息判断上砂箱与下砂箱是否匹配成功,解决了现有的合箱精确度低的技术问题。
14.进一步,s5中,根据实际工位调节升降油缸向下运动行程,所述实际工位为下砂箱的个数,根据上砂箱与下砂箱的尺寸信息调节夹紧机构向下运动行程。
15.有益效果在于:由于下砂箱的高度是一定的,根据下砂箱的个数即可确定实际的工作高度,这样便于简化调节过程,提高调节精度,根据上砂箱与下砂箱的尺寸信息调节夹紧机构向下运动行程,可以精确使夹紧机构下降至指定位置。
16.进一步,s7中,升降油缸带动夹紧机构向下运动的过程中,夹紧机构向下运动的速度逐渐减小。
17.有益效果在于:这样可以实现下降过程中慢进合箱,随着上砂箱与下砂箱之间的距离越来越近,上砂箱与下砂箱之间的相对速度也越来越小,在下降过程中减慢速度,这样低速能够防止出现偏差,即使出现偏差也便于及时纠正。
18.进一步,s7中,升降油缸带动夹紧机构向上运动到设定高度后,升降油缸带动夹紧机构向下运动。
19.有益效果在于:防止夹紧机构向上运动过高出现碰撞,也防止由于夹紧机构向上运动过高之后,夹紧机构向下运动的距离过长、时间过长,降低合箱的精确度。
20.进一步,s7中,升降油缸带动夹紧机构开始向下运动时,先确认是否可行,确认可行之后再继续向下运动并实现合箱。
21.有益效果在于:确认可行后再继续下降到位,有利于及时纠正错误。
22.进一步,s3中,在下砂箱运行至合箱工位之前,对下砂箱进行烘干处理;s6中,在上砂箱运行至合箱工位之前,对上砂箱进行烘干处理。
23.有益效果在于:这样可以去除掉上砂箱与下砂箱的水分,防止水分残留。
24.基于上述公开的一种起模流涂合箱机的高精度合箱控制方法,本发明还公开一种起模流涂合箱机的高精度合箱控制系统,包括:起模流涂合箱机,用于根据控制指令对上砂箱与下砂箱进行合箱;还包括:
25.输入模块,用于输入上砂箱与下砂箱的尺寸信息,并根据上砂箱与下砂箱的尺寸信息录入相应的机械臂的工作信息;
26.控制模块,用于获取上砂箱与下砂箱的顺序信息,对比上砂箱与下砂箱的顺序信息,并判断上砂箱与下砂箱的顺序信息是否匹配成功,若匹配成功则生成控制指令,并发送控制指令到起模流涂合箱机,若匹配失败则重新进行匹配。
27.本发明的工作原理及优点在于:在合箱之前,根据上砂箱与下砂箱的尺寸信息录入机械臂的工作信息,由于上砂箱与下砂箱的尺寸信息决定了砂型的大小与重量,相当于根据砂型的大小与重量自动匹配机械臂的工作信息,相较于人工设定机械臂的工作信息来说,能够确保上砂箱及下砂箱的尺寸信息与机械臂的工作信息的之间的协调,提高合箱的
精确性,降低合箱的误差,而且,上砂箱及下砂箱的尺寸信息与机械臂的工作信息是自动匹配的,不用人工操作,既避免了人工操作的误差,又提高了合箱的效率;与此同时,合箱之前通过对比上砂箱与下砂箱的顺序信息判断上砂箱与下砂箱是否匹配成功,相较于对比上砂箱、下砂箱的尺寸信息来说,这样所需对比的数据较少,也不易出错,能够准确匹配上砂箱、下砂箱,有利于提高合箱的精确度。
附图说明
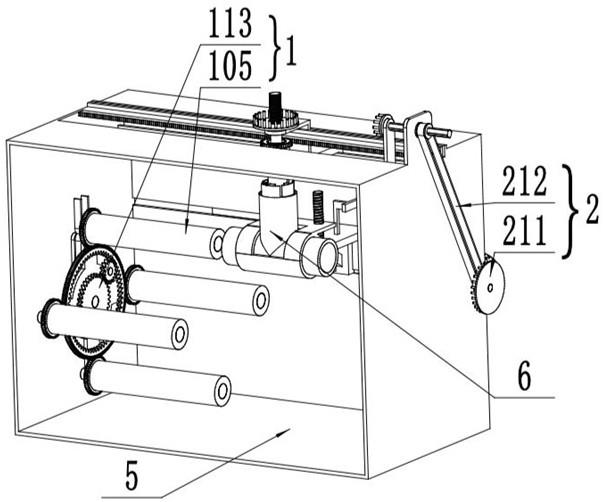
28.图1为本发明一种起模流涂合箱机的高精度合箱控制方法实施例的起模流涂合箱机结构示意图。
具体实施方式
29.下面通过具体实施方式进一步详细的说明:
30.说明书附图中的标记包括:机架1、夹紧机构2、夹紧臂3、夹紧定位油缸4、升降油缸5、旋转臂6、翻转油缸7、防晃油缸8、光幕检测器9。
31.实施例1
32.实施例基本如附图1所示,起模流涂合箱机包括:机架1,所述机架1上设有夹紧机构2,所述夹紧机构2包括夹紧臂3,所述夹紧臂3的下端设有夹紧定位油缸4,所述夹紧机构2的上方设有升降油缸5与防晃油缸8,所述夹紧臂3的下端还设有旋转臂6与翻转油缸7,所述机架1上还设有光幕检测器9,其中,升降油缸5用于带动夹紧机构2向上或向下运动,所述防晃油缸8用于缓冲以减小夹紧机构2向上或向下运动的晃动,翻转油缸7用于驱动旋转臂6以实现下行与翻转动作,将上砂箱放到下砂箱上,进而实现合箱,光幕检测器9用于检测上砂箱与下砂箱的高度与位置;具体实施过程如下:
33.s1、根据上砂箱与下砂箱的尺寸信息录入机械臂的工作信息;例如说,上砂箱与下砂箱的尺寸信息包括长、宽、高等,机械臂包括各种可以操作的机械结构,如夹紧机构2、夹紧臂3、旋转臂6等,机械臂的工作信息包括夹紧机构2向上的行程与向下的行程等,这些信息均可以存储在二维码中,二维码则可以贴在上砂箱与下砂箱,以便于进行读取;
34.s2、获取上砂箱与下砂箱的顺序信息,对比上砂箱与下砂箱的顺序信息,并判断上砂箱与下砂箱的顺序信息是否匹配成功,匹配成功进行s3~s7,匹配失败报警,并重新进行匹配;例如说,上砂箱与下砂箱的顺序信息以阿拉伯数字来表示,上砂箱以奇数表示,依次记为1、3、5...下砂箱以偶数表示,依次记为2、4、6...若上砂箱与下砂箱的顺序信息相邻,则表示两者相匹配,能够进行合箱;类似的,上砂箱与下砂箱的顺序信息也可以存储在二维码中,二维码则可以贴在上砂箱与下砂箱,以便于进行读取;
35.s3、下砂箱运行至合箱工位;在下砂箱运行至合箱工位之前,对下砂箱进行烘干处理,这样可以去除掉下砂箱的水分,防止水分残留;
36.s4、合箱机运行到合箱工位,夹紧定位油缸4抱紧下砂箱;
37.s5、升降油缸5带动夹紧机构2下降至指定位置;具体来说,根据实际工位调节升降油缸5向下运动行程,所述实际工位为下砂箱的个数,根据上砂箱与下砂箱的尺寸信息调节夹紧机构2向下运动行程,上砂箱与下砂箱的高度与位置可以通过光幕检测器9检测,由于下砂箱的高度是一定的,根据下砂箱的个数即可确定实际的工作高度,这样便于简化调节
过程,提高调节精度,根据上砂箱与下砂箱的尺寸信息调节夹紧机构2向下运动行程,可以精确使夹紧机构2下降至指定位置;
38.s6、上砂箱运行至合箱工位;在上砂箱运行至合箱工位之前,对上砂箱进行烘干处理,这样可以去除掉上砂箱的水分,防止水分残留;
39.s7、旋转臂6夹紧上砂箱,升降油缸5先带动夹紧机构2向上运动,然后升降油缸5带动夹紧机构2向下运动,在夹紧机构2向下运动的过程中,旋转臂6完成下行与翻转动作,将上砂箱放到下砂箱上,实现合箱;具体来说:
40.作为方案的优选之一:升降油缸5带动夹紧机构2向下运动的过程中,夹紧机构2向下运动的速度逐渐减小,这样可以实现下降过程中慢进合箱,随着上砂箱与下砂箱之间的距离越来越近,上砂箱与下砂箱之间的相对速度也越来越小,在下降过程中减慢速度,这样低速能够防止出现偏差,即使出现偏差也便于及时纠正;
41.作为方案的优选之二,升降油缸5带动夹紧机构2向上运动到设定高度后,升降油缸5带动夹紧机构2向下运动,防止夹紧机构2向上运动过高出现碰撞,也防止由于夹紧机构2向上运动过高之后,夹紧机构2向下运动的距离过长、时间过长,降低合箱的精确度;
42.作为方案的优选之三,升降油缸5带动夹紧机构2开始向下运动时,先确认是否可行,确认可行之后再继续向下运动并实现合箱,这样确认可行后再继续下降到位,有利于及时纠正错误。
43.例子a:上砂箱与下砂箱的尺寸信息为2200mm
×
1700mm
×
300mm;在开始合箱时,在plc控制器中录入机械臂的工作信息,例如说,夹紧机构2向上的行程2200mm,夹紧机构2向下的行程2000mm,旋转臂6的夹紧行程(位于左边的旋转臂6向右运动的行程、位于右边的旋转臂6向左运动的行程)300mm;在砂型进入合箱工序前,在plc控制器中确认机械臂的初始位置信息,扫描二维码录入上砂箱与下砂箱的顺序信息并传递给plc控制器,接着plc控制器对比上砂箱与下砂箱的顺序信息,并判断上砂箱与下砂箱的顺序信息是否匹配成功,若匹配成功则进行后面的合箱步骤,若匹配不成功,则触发报警器,plc控制器重新进行匹配;将烘干后的下砂箱运行至合箱工位,夹紧定位油缸4抱紧下砂箱,使下砂箱始终处于同一位置;启动防晃油缸8,也即打开防晃功能;升降油缸5带动夹紧机构2下降至指定位置;具体来说,根据实际工位调节升降油缸5向下运动行程;上砂箱运行至合箱工位;旋转臂6夹紧上砂箱,旋转臂6的夹紧行程300mm,升降油缸5先带动夹紧机构2向上运动2200mm,然后升降油缸5带动夹紧机构2向下运动2000mm,在夹紧机构2向下运动的过程中,旋转臂6完成下行与翻转动作,将上砂箱放到下砂箱上,实现合箱,本实施例已经实现与应用批量生产,制备出数百件2200mm
×
1700mm
×
300mm砂型,获得的砂型质量高,成型时间短,无需人工操作。
44.例子b:上砂箱与下砂箱的尺寸信息为2200mm
×
1700mm
×
600mm;在开始合箱时,在plc控制器中录入机械臂的工作信息,例如说,夹紧机构2向上的行程2200mm,夹紧机构2向下的行程2000mm,旋转臂6的夹紧行程600mm;在砂型进入合箱工序前,在plc控制器中确认机械臂的初始位置信息,扫描二维码录入上砂箱与下砂箱的顺序信息并传递给plc控制器,接着plc控制器对比上砂箱与下砂箱的顺序信息,并判断上砂箱与下砂箱的顺序信息是否匹配成功,若匹配成功则进行后面的合箱步骤,若匹配不成功,则触发报警器,plc控制器重新进行匹配;将烘干后的下砂箱运行至合箱工位,夹紧定位油缸4抱紧下砂箱,使下砂箱始终处于同一位置;启动防晃油缸8,也即打开防晃功能;升降油缸5带动夹紧机构2下降至指
定位置;具体来说,根据实际工位调节升降油缸5向下运动行程;上砂箱运行至合箱工位;旋转臂6夹紧上砂箱,旋转臂6的夹紧行程为600mm,升降油缸5先带动夹紧机构2向上运动2200mm,然后升降油缸5带动夹紧机构2向下运动2000mm,在夹紧机构2向下运动的过程中,旋转臂6完成下行与翻转动作,将上砂箱放到下砂箱上,实现合箱,本实施例已经实现与应用批量生产,制备出数百件2200mm
×
1700mm
×
600mm砂型,获得的砂型质量高,成型时间短,无需人工操作,本实施例也已经实现批量生产,制备出数百件的2200mm
×
1700mm
×
600mm砂型,获得的砂型质量高、成型时间短。
45.在本实施例中,在合箱之前,根据上砂箱与下砂箱的尺寸信息录入机械臂的工作信息,由于上砂箱与下砂箱的尺寸信息决定了砂型的大小与重量,相当于根据砂型的大小与重量自动匹配机械臂的工作信息,相较于人工设定机械臂的工作信息来说,能够确保上砂箱及下砂箱的尺寸信息与机械臂的工作信息的之间的协调,提高合箱的精确性,降低合箱的误差,而且,上砂箱及下砂箱的尺寸信息与机械臂的工作信息是自动匹配的,不用人工操作,既避免了人工操作的误差,又提高了合箱的效率;与此同时,合箱之前通过对比上砂箱与下砂箱的顺序信息判断上砂箱与下砂箱是否匹配成功,相较于对比上砂箱、下砂箱的尺寸信息来说,这样所需对比的数据较少,也不易出错,能够准确匹配上砂箱、下砂箱,有利于提高合箱的精确度。
46.实施例2
47.与实施例1不同之处仅在于,基于上述实施例,本实施例公开一种起模流涂合箱机的高精度合箱控制系统,包括:起模流涂合箱机,用于根据控制指令对上砂箱与下砂箱进行合箱;输入模块,用于输入上砂箱与下砂箱的尺寸信息,并根据上砂箱与下砂箱的尺寸信息录入相应的机械臂的工作信息;控制模块,用于获取上砂箱与下砂箱的顺序信息,对比上砂箱与下砂箱的顺序信息,并判断上砂箱与下砂箱的顺序信息是否匹配成功,若匹配成功则生成控制指令,并发送控制指令到起模流涂合箱机,若匹配失败则重新进行匹配。在合箱之前,根据上砂箱与下砂箱的尺寸信息录入机械臂的工作信息,确保上砂箱及下砂箱的尺寸信息与机械臂的工作信息的之间的协调,提高合箱的精确性,降低合箱的误差;与此同时,通过对比上砂箱与下砂箱的顺序信息判断上砂箱与下砂箱是否匹配成功,所需对比的数据较少,也不易出错,能够准确匹配上砂箱、下砂箱,有利于提高合箱的精确度。
48.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。