1.本公开广义上涉及磨料及其研磨方法。
背景技术:
2.用于原型制作和制造的金属、聚合物、复合材料和陶瓷的增材制造近年来变得越来越重要。增材制造方法例如直接金属激光烧结(dmls)制造得到的部件通常具有不可接受的表面粗糙度,不符合其预期功能。大多数用户需要在使用前采用后加工技术来降低部件表面的粗糙度。此类后加工步骤的示例包括振动滚光和磨料流加工。在振动滚光中,研磨介质与部件一起滚动以磨光部件表面。
3.各种磨料制品(例如,带涂层磨料制品和非织造磨料制品)的制造在转换形式(例如磨料盘)的过程中可产生大量的废料。废料通常通过焚烧或垃圾填埋进行处理。
技术实现要素:
4.根据本公开,发明人发现各种磨料制品在转化形式的过程中产生的废料已经具有期望的尺寸(例如,由穿孔操作产生的冲压出的形式)或者能够被短切成期望的尺寸范围并且用作振动抛光的研磨介质。这不仅提供了一个再循环利用废料的机会,而且还意外发现,相比于等效量的松散磨料颗粒,再循环研磨介质实际上能够以更好的方式发挥作用。
5.因此,在一个方面,本公开提供了一种研磨工件的表面的方法,该方法包括:
6.提供容器,该容器包括:
7.松散磨料团粒,其中至少大部分的松散磨料团粒具有0.25厘米至3厘米的最大尺寸,并且其中,在各自基础上,每个松散磨料团粒包括通过粘结剂材料固定到有机衬底的磨料颗粒;和
8.工件;以及
9.以足够的能量搅动容器,使得至少一些松散磨料团粒接触并研磨工件的表面的至少一部分。
10.在另一方面,本公开提供了多个短切的松散磨料团粒,其中,在各自基础上,短切的松散磨料团粒各自包括固定到衬底的磨料颗粒,并且具有0.25厘米至1.5厘米的最大尺寸。短切的松散磨料团粒可用于例如实践本公开公布的方法。
11.如本文所用:
12.动词“短切”是指切割成碎片,例如通过锋利的器械敲击、切片或用剪刀切割、模切、打孔、用激光切割,其特征在于切割干净,并且明确排除撕裂或撕破的撕碎操作;
13.形容词“短切的”是指切割成碎片,例如通过敲击、切片、打孔或用锋利的器械或激光切割,其特征在于切割干净,并且明确排除撕裂或撕破的碎片;
14.术语“松装”是指仅使用搅动和重力来压实;以及
15.术语“容器”是指用于容纳液体或其它内容物的中空或凹形容器。
16.在考虑具体实施方式以及所附权利要求书时,将进一步理解本公开的特征和优
点。
附图说明
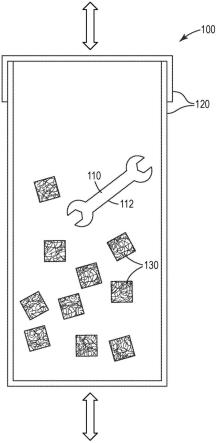
17.图1是根据本公开的示例性方法100的示意性工艺流程图。
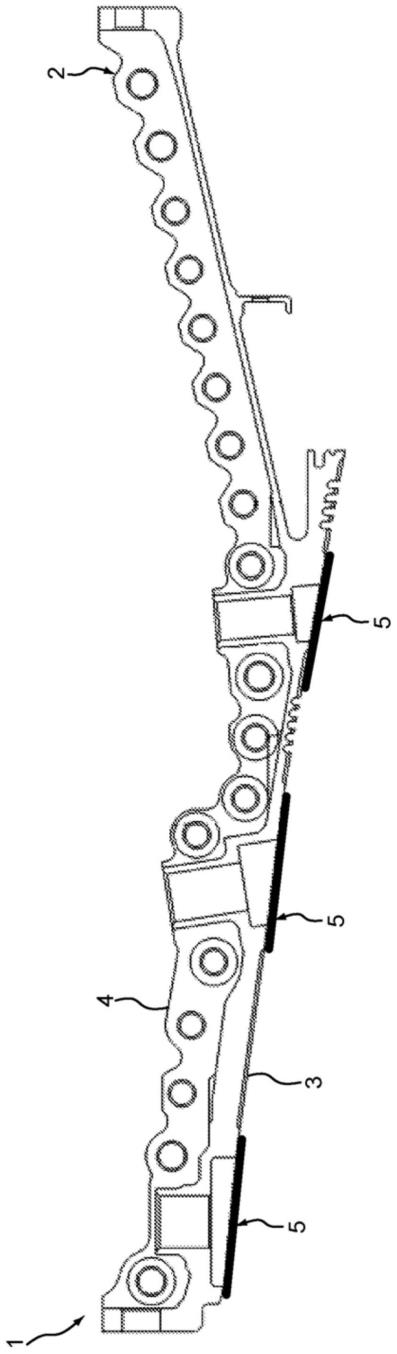
18.图2是示例性带涂层磨料制品200的示意性横截面侧视图。
19.图3是示例性带涂层磨料制品300的示意性横截面侧视图。
20.图4a是示例性非织造磨料制品400的示意性透视图。
21.图4b是图4a中的区域4b的放大视图。
22.图5是示例性卷紧磨轮500的示意性透视图。
23.图6是示例性叠合磨轮600的示意性透视图。
24.在说明书和附图中重复使用的参考符号旨在表示本公开的相同或类似的特征结构或元件。应当理解,本领域的技术人员可设计出落入本公开原理的范围和实质内的许多其它修改形式和实施方案。附图可不按比例绘制。
具体实施方式
25.现在参见图1,研磨工件110的表面112的示例性方法100包括以下步骤:提供容器120,该容器120包含松散磨料团粒130,以及工件110的至少一部分,然后用足够的能量搅动容器120,使得至少一些松散磨料团粒130接触并研磨工件110的表面112的至少一部分。松散磨料团粒130的至少大部分(且优选为全部)具有0.25厘米至3厘米的最大尺寸;例如,如图2至图6所示。每个松散磨料团粒130分别包括通过粘结剂材料固定到衬底的磨料颗粒。在一些实施方案中,该松散磨料团粒可以由相同或不同的材料构成,但它们不必有相同的大小和/或形状。例如,它们可以是来自常见磨料制品的再循环废料。
26.容器能够容纳任何体积的材料,并且可部分或完全填充松装磨料团粒,如果使用可压缩的松装磨料团粒,则优选为完全填充。在任一情况下,松装磨料团粒或工件之间应有足够的移动性,使得搅动过程中该团粒与工件之间存在相对运动。在一些实施方案中,松装磨料团粒填充容器的最大保持容量(即,排除溢出)的至少10体积%、至少20体积%、至少30体积%、至少40体积%或甚至至少50体积%。在一些实施方案中,包括前述句子中提到的任一个,松装磨料团粒填充容器的最大保持容量的不到90体积%、不到80体积%或不到70体积%。也可使用更少和更多量的松散磨料团粒。通常,每个松散磨料团粒的质量越大,容器填充百分比越少,但这不是必需的。
27.在一些实施方案中,除了工件和松散磨料团粒之外,容器还可以进一步包含另外的任选物品,例如,如果需要,松散磨料颗粒。在其它实施方案中,容器可不含此类另外的任选物品。
28.可使用任何合适的方法搅动容器并且因此搅动松散磨料团粒,包括例如振荡、振动和/或滚动。容器的运动方式可包括例如直线性、弓形、椭圆形或随机振荡。在一些优选的实施方案中,容器的运动包括线性往复运动。研磨工件的方法可以是分批或连续的。
29.例如可使用包含容器的振动系统来执行根据本公开的方法。该容器可以是气密密封的,或在一些实施方案中,该容器可以具有一个或多个开口(例如,工件通过开口延伸到容器中)。该系统还可包括能够使容器振动的致动器(例如,机械致动器)。优选地,控制模块
控制致动器,使得容器在整个表面改变过程中在共振或近共振条件(例如,共振声学条件)下振动。振动共振条件的使用确保所供应的能量的高效使用。能够实现上述内容的可商购获得的混合装置由美国蒙大拿州巴特的瑞索迪恩声学混合器公司(resodyn acoustic mixers,butte,montana)销售。实验室规模装置包括labram i和labram ii受控分批混合器。大规模装置以商品名omniram、ram5和ram 55销售。这些装置通常在20hz至小于1khz、优选地40赫兹至100赫兹、更优选地40赫兹至80赫兹、并且更优选地55赫兹至65赫兹的共振振动频率下操作,但这不是必需的。振动混合器的特征还在于大约0.5英寸(1.3cm)的致动器位移,其可以伴有至少20-g、30-g、40-g、50-g、或甚至至少60-g的加速g力,其中g=9.8m/s2,但这不是必需的。关于合适的共振声学混合器的另外细节可见于例如美国专利7,188,993(howe等人)和9,808,778(farrar等人)中。
30.在实施过程中,松散磨料团粒和工件设置在容器内。工件可以在容器内是松动的或者相对于容器固定在给定位置(例如,安装到容器的壁上)。在期望对工件表面的一部分进行选择性改变的情况下,后一种构型可能是期望的。如果工件具有大的质量并且/或者是精密的,则后一种构型也可能是期望的,以便防止工件与容器壁之间的碰撞。有利地,松散磨料团粒在振动期间会弹开容器的侧面和顶部,使得工件从所有角度被轰击。
31.可使用两种或更多种类型、组合、形状和/或尺寸的松散磨料团粒。合适的松散磨料团粒的示例包括:带涂层磨料制品(例如,具有底胶层和复胶层或浆料层)、非织造磨料制品(例如,表面修整磨料制品,包括膨松有弹性的开孔式纤维网)、卷紧磨轮和叠合磨轮。所述磨料颗粒是本领域中已知的。
32.参见图2,示例性带涂层磨料制品200具有背衬220和根据本公开的磨料层230。磨料层230又包含通过底胶层250和复胶层260固定到背衬220的主表面270的磨料颗粒240。
33.参见图3,示例性带涂层磨料制品300具有背衬320和磨料层330。磨料层330又包含根据本公开的磨料颗粒340和粘结剂345。
34.关于具有底胶层和复胶层的带涂层磨料制品和/或结构化磨料制品以及它们的制造方法的更多细节可见于,例如,美国专利4,734,104(broberg);4,737,163(larkey);5,203,884(buchanan等人);5,152,917(pieper等人);5,378,251(culler等人);5,436,063(follett等人);5,496,386(broberg等人);5,609,706(benedict等人);5,520,711(helmin);5,961,674(gagliardi等人)和5,975,988(christianson)。
35.现在参见图4a和图4b,示例性非织造磨料制品400包括由缠结的长丝410形成的膨松有弹性的开孔式低密度纤维网410。磨料颗粒440通过粘结剂420固定到纤维网410。
36.卷紧磨轮可按如下方式制作:例如,如上所述,在张力下将非织造磨料制品510卷绕在核心构件530(例如,管状或棒状核心构件)上,使得非织造磨料制品被压缩,然后用可固化粘结剂前体浸渍并固化。图5示出卷紧磨轮500。
37.类似地,可以制作叠合磨轮,例如像制作卷紧磨轮一样,不同的是不用卷绕经复胶层前体带涂层的纤维网,而是在固化之前进行层叠和压缩。图6示出非织造叠合磨轮600,该磨轮具有多个非织造磨料层610。
38.与非织造磨料制品、磨轮和它们的制造方法相关的其他细节可见于例如美国专利号2,958,593(hoover等人);5,591,239(larson等人);6,017,831(beardsley等人);以及美国专利申请公布2006/0041065a 1(barber,jr.)和2018-0036866(alkas等人)。
39.工件可以是通常制造的任何物体,其中工件表面需要研磨。示例包括凸轮轴、机轴和涡轮叶片。示例性工件包括金属组件(例如,可以是通过快速原型/3d打印制造的烧结金属部件)。工件材料的示例包括金属和金属合金(例如,铝和低碳钢)、异金属合金、陶瓷、玻璃、木材、仿木材料、复合材料、涂漆表面、塑料、增强塑料、石材和/或它们的组合。工件可以是平坦的或具有与之关联的形状或轮廓。
40.松散磨料团粒可以通过短切制造过程中相应的研磨材料来获得,例如,转化制造废物(例如,废料)或磨料制品废料。虽然不需要实践本公开的某些方面;但在一些实施方案中,可要求根据预定的特定粒径分布(例如,单峰分布或多峰分布)和/或组成规格(例如,两种不同的带涂层松散磨料团粒或带涂层松散磨料团粒与非织造松散磨料团粒的组合)提供松散磨料团粒。还可要求按随机形状或指定形状提供松散磨料团粒。
41.本公开的选择实施方案
42.在第一实施方案中,本公开提供了多个短切的松散磨料团粒,其中,在各自基础上,该短切的松散磨料团粒各自包括固定到衬底的磨料颗粒,并且具有0.25厘米至3厘米(cm)的最大尺寸,优选0.3cm至2.6cm,更优选0.5cm至2.5cm,并且更优选0.7cm至2.5cm。
43.在第二实施方案中,本公开提供了根据第一实施方案所述的多个短切的松散磨料团粒,其中该多个短切的松散磨料团粒具有预定的粒径分布,优选单峰分布或多峰分布。
44.在第三实施方案中,本公开提供了根据第二实施方案所述的多个短切的松散磨料团粒,其中该预定的粒径分布具有至少两种模式;例如,双峰分布或三峰分布。
45.在第四实施方案中,本公开提供了根据第一实施方案至第三实施方案中任一项所述的多个短切的松散磨料团粒,其中至少一些该短切的松散磨料团粒包括短切的带涂层磨料制品。
46.在第五实施方案中,本公开提供了根据第一实施方案至第三实施方案中任一项所述的多个短切的松散磨料团粒,其中至少一些该短切的松散磨料团粒包括短切的膨松有弹性的开孔式非织造磨料制品。
47.在第六实施方案中,本公开提供了根据第一实施方案至第三实施方案中任一项所述的多个短切的松散磨料团粒,其中至少一些该短切的松散磨料团粒包括短切的叠合或卷紧磨料制品。
48.在第七实施方案中,本公开提供了根据第一实施方案到第三实施方案中任一项所述的多个短切的松散磨料团粒,其中在各自基础上,至少一些该衬底包括弹性泡沫。
49.在第八实施方案中,本公开提供了根据第一实施方案到第三实施方案中任一项所述的多个短切的松散磨料团粒,其中至少一些该衬底分别包括金属箔。
50.在第九实施方案中,本公开提供了根据第一实施方案至第八实施方案中任一项所述的多个短切的松散磨料团粒,其中至少一些该磨料颗粒包括粉碎的磨料颗粒。
51.在第十实施方案中,本公开提供了根据第一实施方案至第九实施方案中任一项所述的多个短切的松散磨料团粒,其中至少一些该磨料颗粒包括成形的磨料颗粒。
52.在第十一实施方案中,本公开提供了根据第一实施方案至第十实施方案中任一项所述的多个短切的松散磨料团粒,其中在各自基础上,该磨料颗粒通过粘结剂材料固定到衬底。
53.在第十二实施方案中,本公开提供了根据第十一实施方案所述的多个短切的松散
磨料团粒,其中该粘结剂材料包括交联有机粘结剂材料。
54.在第十三实施方案中,本公开提供了一种研磨工件表面的方法,该方法包括:
55.提供容器,该容器包括:
56.松散磨料团粒,其中至少大部分的松散磨料团粒具有0.25厘米至3厘米的最大尺寸,并且其中,在各自基础上,每个松散磨料团粒包括通过粘结剂材料固定到有机衬底的磨料颗粒;和
57.工件;以及
58.以足够的能量搅动该容器,使得至少一些该松散磨料团粒接触并研磨该工件的表面的至少一部分。
59.在第十四实施方案中,本公开提供了根据第十三实施方案所述的方法,其中该容器具有最大保持容量,并且其中该多个松散磨料团粒的总体积为该容器的最大保持容量的至少25%。
60.在第十五实施方案中,本公开提供了根据第十四实施方案所述的方法,其中该多个松散磨料团粒的总体积为该容器的最大保持容量的至少50%。
61.在第十六实施方案中,本公开提供了根据第十三实施方案至第十五实施方案中任一项所述的方法,其中通过线性位移方式搅动该容器。
62.在第十七实施方案中,本公开提供了根据第十三实施方案至第十六实施方案中任一项所述的方法,其中该方法是连续的。
63.在第十八实施方案中,本公开提供了根据第十三实施方案至第十七实施方案中任一项所述的方法,其中该工件包括金属。
64.在第十九实施方案中,本公开提供了根据第十三实施方案至第十八实施方案中任一项所述的方法,其中该工件包括塑料。
65.在第二十实施方案中,本公开提供了根据第十三实施方案至第十九实施方案中任一项所述的方法,其中该松散磨料团粒包括根据第一实施方案至第十二实施方案中任一项所述的多个短切的松散磨料团粒。
66.通过以下非限制性实施例,进一步示出了本公开的目的和优点,但在这些实施例中引用的具体材料及其量以及其它条件和细节不应视为对本公开的不当限制。
67.实施例
68.除非另有说明,否则实施例及本说明书其余部分中的所有份数、百分比、比等均以重量计。
69.用于下文所述的所有实施例的系统是得自美国蒙大拿州巴特的瑞索迪恩公司(resodyn corporation,butte,montana)的labram共振声学混合器。配备有密封的混合容器的机器在自动频率模式下以100%强度运行。粗糙度测量(ra)使用marsurf ps 10触针式轮廓仪测量,并且sa粗糙度测量使用mikrocad表面计量系统记录。
70.实施例1
71.本实施例展示了用带布背衬的电泳涂装磨料团粒研磨铝合金。
72.工件是经机械加工的铝合金(等级bs en 755 6082-t6)16mm
×
3mm
×
50mm立方体。工件的初始表面粗糙度ra是4.3微米。将工件放置在具有55mm内部高度和80mm内径的聚丙烯容器中。将53g 3m 947a 120 带布背衬的电泳涂装磨料(短切成1cm
×
1cm的正方形)与工
件一起放置在容器中,并且将容器用盖密封。使labram在自动频率模式下以100%强度运行15分钟。在15分钟加工后,工件的粗糙度ra为2.1微米。加工过程中工件的质量损失为0.05g(总初始质量的0.8%)。
73.实施例2
74.本实施例展示了用微复制型带布背衬的磨料团粒研磨增材制造的工具钢。
75.工件是通过dmls打印的增材制造工具钢管件,壁厚2mm,直径20mm。管件外部的初始粗糙度ra是6.8微米,管件内部的初始粗糙度是12.0微米。将工件放置在具有55mm内部高度和80mm内径的聚丙烯容器中。将50g 3m 307ea a100 trizact带(短切成1.27cm
×
1cm的矩形)与工件一起放置在容器中,并且将容器用盖密封。使labram在自动频率模式下以100%强度运行15分钟。在15分钟之后,管件外表面的粗糙度ra为3.0微米,管件内表面的粗糙度为6.8微米。工件的质量损失为0.17g(总初始质量的1%)。
76.实施例3
77.本实施例展示了用带泡沫背衬的电泳涂装磨料团粒研磨铝合金。
78.工件是经机械加工的铝合金(等级bs en 755 6082-t6)16mm
×
3mm
×
50mm立方体。工件的初始表面粗糙度ra是4.5微米。将工件放置在具有55mm内部高度和80mm内径的聚丙烯容器中。将20g 3m p1000 hookit柔性泡沫磨料盘(带泡沫背衬的电泳涂装磨料,切成1.5cm
×
1.5cm的正方形)与工件一起放置在容器中。将容器用盖密封。使labram在自动频率模式下以100%强度运行15分钟。在15分钟加工后,工件的粗糙度ra为2.5微米。加工过程中工件的质量损失为0.02g(总初始质量的0.3%)。
79.实施例4
80.本实施例展示了用带泡沫背衬的双面带涂层磨料团粒研磨增材制造的工具钢。
81.工件是通过dmls打印的增材制造工具钢管件,壁厚2mm,直径20mm。管件外部的初始粗糙度ra是12.2微米,管件内部的初始粗糙度是12.8微米。将工件放置在具有55mm内部高度和80mm内径的聚丙烯容器中。将3m 737u 400 带纸背衬的带涂层磨料层压到软泡沫薄片(厚度为0.5cm)的两面,并且将此构造短切成1cm
×
1cm的正方形。将18g带泡沫背衬的双面带涂层磨料团粒与工件一起放置在容器中,并且将容器用盖密封。使labram在自动频率模式下以100%强度运行15分钟。在15分钟之后,管件外表面的粗糙度ra为8.7微米,管件内表面的粗糙度为5.2微米。工件的质量损失为0.21g(总初始质量的1.3%)。
82.实施例5
83.本实施例展示了用叠合磨轮团粒研磨增材制造的工具钢。
84.工件是通过dmls打印的增材制造工具钢管件,壁厚2mm,直径20mm。管外部的初始粗糙度ra是7.4微米。将工件放置在具有55mm内部高度和80mm内径的聚丙烯圆柱形容器中。将3m scotch-brite去毛刺工具和finish pro 6c med 叠合磨轮(厚0.125英寸)短切成0.5cm
×
0.5cm的正方形。将30g叠合磨料团粒与工件一起放置在容器中,并且将容器用盖密封。使labram在自动频率模式下以100%强度运行15分钟。在15分钟之后,管件外表面的粗糙度ra为2.6微米。工件的质量损失为0.21g(总初始质量的1.3%)。
85.实施例6
86.本实施例展示了用膨松有弹性的非织造磨料团粒研磨铝合金。
87.工件是经机械加工的铝合金(等级bs en 755 6082-t6)16mm
×
3mm
×
50mm立方体。
工件的初始表面粗糙度ra是4.1微米。将工件放置在具有55mm内部高度和80mm内径的聚丙烯圆柱形容器中。将30g 3m 7446s-crs scotch-brite(膨松有弹性的非织造磨料片,短切成1cm
×
1cm的正方形)与工件一起放置在容器中。将容器用盖密封。使labram在自动频率模式下以100%强度运行15分钟。在15分钟加工后,工件的粗糙度ra为2.2微米。工件在加工过程中的质量损失为0.02g(总初始质量的0.3%)。
88.实施例7
89.本实施例展示了用带纸背衬的电泳涂装磨料团粒研磨铝合金。
90.工件是经机械加工的铝合金(等级bs en 755 6082-t6)16mm
×
3mm
×
50mm立方体。工件的初始表面粗糙度ra是4.2微米。将工件放置在具有55mm内部高度和80mm内径的聚丙烯圆柱形容器中。将29g 3m p500 334u(带纸背衬的带涂层磨料层压到拉过绒的尼龙中,短切成1cm
×
1cm的正方形)与工件一起放置在容器中,并且将容器用盖密封。使labram在自动频率模式下以100%强度运行15分钟。在15分钟加工后,工件的粗糙度ra为2.8微米。加工过程中工件的质量损失为0.04g(总初始质量的0.6%)。
91.实施例8
92.本实施例展示了用带纸背衬的电泳涂装磨料团粒(废水管)研磨增材制造的工具钢。
93.工件是通过dmls打印的增材制造工具钢管件,壁厚2mm,直径20mm。管件外部的初始粗糙度a是11.8微米。管件内部的初始粗糙度a是12.4微米。将工件放置在具有55mm内部高度和80mm内径的聚丙烯圆柱形容器中。磨料团粒是3m 255p p80管。3m 255p是层压到拉过绒的尼龙的带纸背衬带涂层磨料。管是带涂层磨料的圆形件,其被去除以在带涂层磨料盘中产生除尘孔(在这种情况下,直径为18mm、10mm和7mm)。将60g管与工件一起放置在容器中,并且将容器用盖密封。使labram在自动频率模式下以100%强度运行15分钟。在15分钟之后,管件外表面的粗糙度ra为3.5微米,管件内表面的粗糙度ra为7.0微米。工件的质量损失为0.29g(总初始质量的1.8%)。
94.实施例9
95.本实施例展示了用膨松有弹性的非织造磨料团粒研磨增材制造的聚合物。
96.工件是增材制造的formlabs透明树脂(含有光引发剂的甲基丙烯酸酯)管件,壁厚2mm,直径20mm。通过sla(立体光照型技术)打印工件(初始粗糙度sa=24微米)。将工件放置在具有200ml容积和60mm内径的聚丙烯圆柱形容器中。将25g 3m 7447a-vfn scotch-brite(膨松有弹性的非织造磨料片,短切成1cm
×
2cm的正方形)与工件一起放置在容器中,并且密封容器。使labram在自动频率模式下以100%强度运行20分钟。在20分钟之后,管件的表面粗糙度sa为2.7微米(改善了89%)。工件的质量损失为总初始质量的6%。
97.实施例10
98.本实施例展示了用带涂层磨料团粒和松散磨料颗粒研磨铝合金的比较。
99.工件是经机械加工的铝合金(等级bs en 755 6082-t6)16mm
×
3mm
×
50mm立方体。工件的初始表面粗糙度ra是4微米至4.5微米。将工件与研磨介质一起放置在具有55mm内部高度和80mm内径的聚丙烯圆柱形容器中,并且将容器用盖密封。研磨介质包含60g 3m p80 255p管(带涂层磨料团粒),或者24g、60g或100g p80半易碎熔融氧化铝brfpl松散磨料颗粒(imerys)。表1中详述了选择这些松散磨料颗粒的原因。使labram在自动频率模式下以
100%强度运行5分钟。质量损失和表面光洁度改进的结果显示在表1中。关于工件的质量损失和表面光洁度改进,带涂层磨料团粒的效果显著优于松散磨料颗粒。
100.101.本技术中所有引用的参考文献、专利和专利申请以一致的方式以引用方式并入。在并入的参考文献部分与本技术之间存在不一致或矛盾的情况下,应以本技术中的信息为准。为了使本领域的普通技术人员能够实践受权利要求书保护的本公开而给出的前述说明不应理解为是对本公开范围的限制,本公开的范围由权利要求书及其所有等同形式限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。