技术特征:
1.一种高速钢工作辊的制备方法,其特征在于:所述高速钢工作辊的合金料配比为:c:1.0~2.30%,si:0.5~2.0%,b:0.5-1.5%,mn:0.2~1.2%,p≤0.10%,s≤0.1%,cr:1.0-8.0%,ni:0.5-1.20%,mo:2.0-10.00%,v:2.00-10.00,w:0.1-5.0,nb≤1.0%,余量为fe;制备方法包括如下步骤:步骤a、将按照上述配比的合金料放入球磨机进行球磨;步骤b、球磨结束后在真空度≤10-3
pa的真空炉加热烘干,冷却至30-50℃,碾碎,利用≥400目的筛网进行过筛制粉备用;步骤c、采用模具制备样坯,压实备用;步骤d、利用真空烧结炉进行烧结,制备粉末冶金的辊套;步骤e、将粉末冶金辊套加工内孔去除毛坯缺陷,在预热炉进行预热;步骤f、将预热后的粉末冶金辊套放置于砂型中,浇注芯部钢水,凝固、成型;步骤g、将浇注成型的毛坯件放置于热处理炉进行热处理;步骤h、热处理结束后加工、检测直至成品。2.根据权利要求1所述的一种高速钢工作辊的制备方法,其特征在于:所述步骤a中合金料粒度为2-3mm,采用行星式球磨机,球磨机液体介质为无水酒精、丙酮、航空煤油中的一种,同时加入3-5%的液体石蜡。3.根据权利要求1所述的一种高速钢工作辊的制备方法,其特征在于:所述步骤a中采用的球磨球为硬质合金球,球:料配比为10:1,球磨时间50-100h。4.根据权利要求1所述的一种高速钢工作辊的制备方法,其特征在于:所述步骤b中烘干温度为150-350℃,烘干时间40-80h;同时冷却在真空度≤10-3
mp的条件下进行。5.根据权利要求1所述的一种高速钢工作辊的制备方法,其特征在于:所述步骤c中压实过程中压样机的压力≥200mpa,压制时间3-20s,或采用冷等静压法进行压实。6.根据权利要求1所述的一种高速钢工作辊的制备方法,其特征在于:所述步骤d中的烧结工艺为:在350-450℃保温8-20h后,以5-20℃/h的升温速率升温至烧结温度,烧结温度为1200-1300℃,烧结时间60-120min,烧结结束后以20-30℃/h速率降至室温。7.根据权利要求1所述的一种高速钢工作辊的制备方法,其特征在于:所述步骤e中预热温度500-600℃,预热时间10-20h。8.根据权利要求1所述的一种高速钢工作辊的制备方法,其特征在于:所述步骤f中的芯部钢水材质为低合金钢或足够强度的铁系材质。9.根据权利要求1所述的一种高速钢工作辊的制备方法,其特征在于:所述步骤g中的热处理方式为退火,退火温度600-700℃,保温时间40-60h。
技术总结
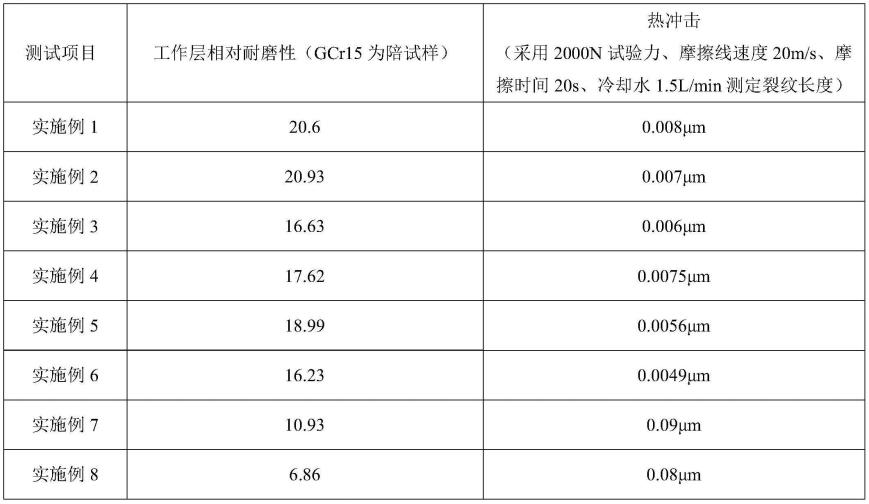
本发明公开了一种高速钢工作辊的制备方法,属于粉末冶金轧辊制备技术领域,将粉末冶金技术应用到轧辊领域,通过粉末制备、样坯制取、烧结、进一步的浇注复合及热处理,获得高细晶粒度,高耐磨,高组织均匀性的粉末冶金轧辊,本发明通过对材质及制备工艺的研究,制备出了高耐磨、高抗事故性工作辊,更适用于有延长后段或成品机架辊役的热轧线或短流程轧线工作辊。辊。辊。
技术研发人员:胡兵 马凤川
受保护的技术使用者:中钢集团邢台机械轧辊有限公司
技术研发日:2022.06.23
技术公布日:2022/9/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。