1.本发明涉及设备再制造技术领域,具体地说是一种大耕深旋耕刀表面喷涂重熔一体化加工装置。
背景技术:
2.秸秆还田收贮是废弃农作物资源化利用的重要途径,是保护生态、促进农业可持续发展的重要举措。研究表明,为实现秸秆全量还田,土壤旋耕深度至少20cm。当前,国外已推出大回转半径旋耕刀,作业深度可达26cm,而国内旋耕刀作业深度仅为16~18cm,尚未满足上述最低耕深要求。因此,研究大耕深旋耕刀制造技术已经成为我国农机领域的迫切需求和必然趋势。
3.正常工作下旋耕刀在粘性土壤中作业的寿命为 20~35/片,而在沙土中作业寿命仅仅只有 3.3~5.5/片,同时磨损以后的部件会造成牵引阻力变大、油耗增多的问题,这会使得农机的工作效率变低,作业质量降低,成本会有所提高。所以,对于提高旋耕机的工作效率,采用表面强化的方法是具有重要的研究意义。
4.旋耕刀一般是在含有农药、化肥或者是一些潮湿,有腐蚀性的环境中作业,并与土壤中的碎石或作物残渣等发生摩擦,并伴随着振动,冲击等,磨损是导致旋耕刀失效的主要原因之一。有学者提出利用表面强化技术制造大耕深耕刀代表性的有:表面激光冲击强化、表面渗铬。文献(赵荔等.大耕深旋耕刀激光冲击强化后的表面性能[j].扬州大学学报(自然科学版),2014,17(03):36-40)披露了激光强化主要用于防止表面应力集中,但对旋耕刀工件耐磨性的提升作用有限;而文献(赵玉凤等.旋耕刀用65mn钢表面渗铬工艺优化及其耐磨性研究[j].农机化研究,2012,34(10):156-160)披露了旋耕刀工件表面渗铬形成的硬质表层薄,制备的时间较长(9h),实际应用也很困难。近年来,表面涂层技术受到了越来越多的关注,其在耐磨表面制备领域的应用也越来越广泛。文献(万伟伟等.走向人工智能时代的热喷涂技术发展现状与趋势[j].粉末冶金工业,2021,31(04):94-99)披露了典型涂层技术有:基于激光、等离子体喷涂、冷喷涂、超音速火焰喷涂、电弧的熔覆、堆焊、喷涂等。
[0005]
电弧喷涂是以电弧为热源,将材料熔化,然后利用压缩空气将熔化的材料雾化成微熔滴,喷涂到工件表面形成涂层的工艺过程。电弧喷涂技术的优点主要体现在加工效率高、成本低、安全性好、节约能源、加工表面光整等方面,在大耕深旋耕刀制造领域具有较大的应用潜力。
[0006]
电弧喷涂技术的缺点主要体现在喷涂粒子在雾化空气中会发生氧化、涂层内部不均匀、涂层裂纹敏感性强等方面。另外文献(李晖等.60si2mn钢高速电弧喷涂耐磨涂层的摩擦磨损性能[j].中国表面工程,2015,28(04):77-83)披露利用高速电弧喷涂技术在旋耕刀表面进行喷涂加工的方法。由于电弧喷涂的关键问题是涂层和基体之间为机械结合(具有一定动能的熔滴碰撞到经过粗糙处理的基材表面后与表面上的凸起和凹陷处形成的机械咬合),结合强度不高,该技术方法的工件界面和孔隙缺陷、抗旋耕冲击性能有限的问题已成为业内共识。因此,必须要对涂层进行后处理,提高涂层的致密度和结合强度。
技术实现要素:
[0007]
本发明的目的是针对现有技术存在的问题,提供一种大耕深旋耕刀表面喷涂重熔一体化加工装置,该加工装置将高速电弧喷涂装置和感应重熔装置进行集成式组合,研制了一体化的加工设备,可实现电弧喷涂和感应重熔的同步加工,能够实现旋耕刀工件涂层与基体之间的冶金结合,减少涂层内部热应力和降低能耗量。
[0008]
本发明的目的是通过以下技术方案解决的:一种大耕深旋耕刀表面喷涂重熔一体化加工装置,其特征在于:该加工装置包括高速电弧喷涂装置和感应重熔装置,高速电弧喷涂装置中的电弧喷枪和感应重熔装置中的感应线圈沿着旋耕刀的设置方向依次布置、且喷嘴朝向旋耕刀的电弧喷枪和套置在旋耕刀上的感应线圈能够沿着旋耕刀的设置方向行进;所述的电弧喷枪分别通过正极线材、负极线材对应连接电弧电源的正极和负极、并利用压缩空气将熔化的材料雾化成微熔滴喷涂到旋耕刀的表面上形成涂层,且涂层和旋耕刀的基体之间为机械结合状态;连接感应电源的感应线圈能够对旋耕刀进行感应加热、瞬间熔化旋耕刀的涂层和基体表层,使旋耕刀上的机械结合状态形成冶金结合。
[0009]
所述的旋耕刀通过变位机夹爪的夹持安装于变位机上,旋耕刀能够在变位机的带动下绕其轴线作旋转运动。
[0010]
所述变位机的底座安装在机床床身上。
[0011]
所述的高速电弧喷涂装置和感应重熔装置皆设置在三维导向装置的活动末端上。
[0012]
所述的高速电弧喷涂装置设置在三维导向装置的活动末端上且所述的感应重熔装置设置在工业机器人的机械臂末端上,三维导向装置和工业机器人能够相互配合,使得高速电弧喷涂装置的电弧喷枪和感应重熔装置的感应线圈能够沿着旋耕刀的设置方向同步行进。
[0013]
所述的三维导向装置包括第一滑动导轨、第二滑动导轨和第三滑动导轨,第一滑动导轨设置在机床床身上、且设置在第一滑动导轨上的工作台能够在对应驱动机构的作用下沿着第一滑动导轨的设置方向滑动行进,工作台上设有第二滑动导轨且第二滑动导轨垂直于第一滑动导轨设置;在第二滑动导轨上设有竖直设置的滑动导轨座且滑动导轨座能够在对应驱动机构的作用下沿着第二滑动导轨的设置方向滑动行进;滑动导轨座上设有垂直于第一滑动导轨和第二滑动导轨设置的第三滑动导轨,第三滑动导轨上设置的主轴能够在电机的作用下沿着第三滑动导轨的竖直上下滑动。
[0014]
所述的主轴设置在丝杆上且丝杠的一端与固定设置在滑动导轨座上的电机的驱动端相连接。
[0015]
所述主轴的下端通过喷枪接头连接电弧喷枪。
[0016]
所述的感应线圈安装于线圈安装座上,线圈安装座通过相应的线圈支架安装在主轴上。
[0017]
所述的感应线圈安装于线圈安装座上,线圈安装座安装在工业机器人的机械臂末端上;所述工业机器人的机械臂具有六个关节连接且每个关节都配置相应的步进式马达。
[0018]
所述的感应线圈、正极线材、负极线材均为导电材料。
[0019]
本发明的加工装置的技术原理为:电弧喷枪的入口端通过喷枪接头安装在主轴的下端,在三维导向装置的调整下使
电弧喷枪的出口端移动至旋耕刀的正上方,电弧喷枪和旋耕刀之间的距离根据电弧电源的间隙放电状态调整;当电弧喷枪向旋耕刀移动靠近时,电弧喷枪以电弧电源为热源,将涂层材料熔化,然后利用压缩空气将熔化的材料雾化成微熔滴,喷涂到旋耕刀表面形成涂层,电弧喷涂后的旋耕刀表面涂层和基体之间为机械结合,微熔滴碰撞到旋耕刀表面后与表面上的凸起和凹陷处形成机械咬合。
[0020]
感应线圈安装于线圈安装座上,并通过线圈安装座连接于三维导向装置或工业机器人上,在三维导向装置或工业机器人的带动下感应线圈通过连接感应电源沿旋耕刀的设置方向对旋耕刀进行感应加热,感应线圈所在的位置根据电弧喷枪和旋耕刀之间的间隙位置适时调整;电弧喷枪在对旋耕刀实现喷涂的同时,感应线圈在三维导向装置或工业机器人的带动下,通过连接感应电源沿旋耕刀的设置方向对旋耕刀进行感应加热,并瞬间熔化旋耕刀的涂层和基体表层,使旋耕刀上的机械结合状态形成冶金结合。
[0021]
进一步的,旋耕刀通过变位机夹爪的夹持安装于变位机上,在变位机的带动下绕其轴线作旋转运动,使得该加工装置能够对旋耕刀弯扭复合的不规则轮廓进行整体性的喷涂重熔。
[0022]
本发明相比现有技术有如下优点:本发明的加工装置通过集成高速电弧喷涂装置和感应重熔装置,以感应重熔的方法解决了电弧喷涂的先天缺陷,在电弧喷涂的同时、采用了简单易行的基于电流集肤效应的感应加热,使旋耕刀工件涂层和基体表层形成冶金结合,克服了传统喷涂的各项缺陷,具备有效性、易操作性及利用率高的特性,且大大降低了能耗,可应用于农业可持续发展和农机制造技术等领域。
[0023]
本发明的加工装置在表面涂层技术领域中比起激光和等离子体热源,喷涂熔覆一体装置的热源能量密度高、效率高,解决了电弧喷涂时涂层内部不均匀、涂层裂纹敏感性强的问题。
[0024]
本发明的加工装置在对旋耕刀进行电弧喷涂的同时通过感应重熔处理,仅仅加热旋耕刀工件的表层,不会影响其整体的韧性,可有效解决电弧喷涂伴随的缺陷,细化涂层晶粒,使旋耕刀涂层和基体表层间形成冶金结合,使其达到优良的结合强度,具有更好的耐磨性。
[0025]
本发明的加工装置同时进行喷涂重熔加工后的旋耕刀工件涂层表面光整,其效果明显优于堆焊或熔覆的单独加工,便于后续进行旋耕刀的准镜面抛光处理,有望为大耕深旋耕刀形成新型低阻尼、低能耗产品提供技术支持。
[0026]
本发明的加工装置的结构简单、易集成,对大耕深旋耕刀弯扭复合的不规则轮廓具有极好的针对性,能够满足大耕深旋耕作业对旋耕刀整体韧性的要求,使旋耕刀的工作寿命大大提高,有望促进高品质大耕深旋耕刀的设计制造。
附图说明
[0027]
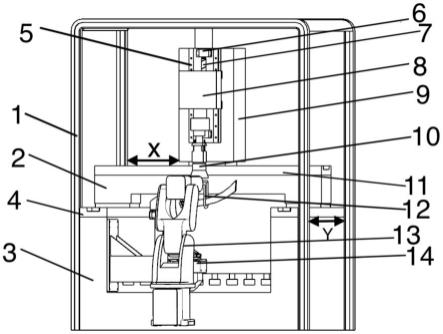
附图1为本发明的大耕深旋耕刀表面喷涂重熔一体化加工装置的三维结构示意图;附图2为本发明的电弧喷枪与主轴连接的结构示意图;附图3为本发明的高速电弧喷涂装置和变位机上的旋耕刀在x-z平面内的结构示
意图;附图4为本发明的电弧喷枪、感应线圈、旋耕刀工件的组合状态结构示意图;附图5为本发明的感应线圈与工业机器人连接结构示意图;附图6为本发明的旋耕刀与变位机连接结构示意图。
[0028]
其中:1—机床保护罩;2—工作台;3—机床床身;4—第一滑动导轨;5—第三滑动导轨;6—电机;7—丝杆;8—主轴;9—滑动导轨座;10—电弧喷枪;11—第二滑动导轨;12—感应线圈;13—工业机器人;14—变位机;15—变位机夹爪;16—电弧电源;17—感应电源;18—线圈安装座;19—正极线材;20—负极线材;21—喷枪接头。
具体实施方式
[0029]
下面结合附图和实施例对本发明装置作进一步的说明,但是本发明的保护范围不局限于所述实施例,本领域技术人员根据本发明的基本思想,可以做出修改或改进,但只要不脱离本发明的基本思想,均在本发明的范围之内。
[0030]
如图1-6所示:一种大耕深旋耕刀表面喷涂重熔一体化加工装置,该加工装置包括高速电弧喷涂装置和感应重熔装置,高速电弧喷涂装置中的电弧喷枪10和感应重熔装置中的感应线圈12沿着旋耕刀的设置方向依次布置、且喷嘴朝向旋耕刀的电弧喷枪10和套置在旋耕刀上的感应线圈12能够沿着旋耕刀的设置方向行进,旋耕刀通过变位机夹爪15的夹持安装于变位机14上,变位机14的底座安装在机床床身3上,旋耕刀能够在变位机14的带动下绕其轴线作旋转运动;电弧喷枪10分别通过正极线材19、负极线材20对应连接电弧电源16的正极和负极、并利用压缩空气将熔化的材料雾化成微熔滴喷涂到旋耕刀的表面上形成涂层,且涂层和旋耕刀的基体之间为机械结合状态;电弧喷枪10对旋耕刀实现喷涂的同时,连接感应电源17的感应线圈12能够紧接喷涂步骤对旋耕刀进行感应加热、瞬间熔化旋耕刀的涂层和基体表层,使旋耕刀上的机械结合状态形成冶金结合;在该装置中,电弧喷枪10和旋耕刀之间的距离根据电弧电源16的间隙放电状态调整、感应线圈12所在的位置根据电弧喷枪10和旋耕刀之间的间隙位置适时调整。
[0031]
高速电弧喷涂装置和感应重熔装置的设置方式,本发明暂时提供以下两种:高速电弧喷涂装置和感应重熔装置皆设置在三维导向装置的活动末端上;高速电弧喷涂装置设置在三维导向装置的活动末端上且所述的感应重熔装置设置在工业机器人13的机械臂末端上,三维导向装置和工业机器人13能够相互配合,使得高速电弧喷涂装置的电弧喷枪10和感应重熔装置的感应线圈12能够沿着旋耕刀的设置方向同步行进。
[0032]
如图1所示,三维导向装置包括第一滑动导轨4、第二滑动导轨11和第三滑动导轨5,第一滑动导轨4设置在机床床身3上、且设置在第一滑动导轨4上的工作台2能够在对应驱动机构的作用下沿着第一滑动导轨4的设置方向滑动行进,工作台2上设有第二滑动导轨11且第二滑动导轨11垂直于第一滑动导轨4设置;在第二滑动导轨11上设有竖直设置的滑动导轨座9且滑动导轨座9能够在对应驱动机构的作用下沿着第二滑动导轨11的设置方向滑动行进;滑动导轨座9上设有垂直于第一滑动导轨4和第二滑动导轨11设置的第三滑动导轨5,第三滑动导轨5上设置的主轴8能够在电机6的作用下沿着第三滑动导轨5的竖直上下滑动,主轴8的下端通过喷枪接头21连接电弧喷枪10。
[0033]
关于主轴8的驱动方式,提供一个实施例为:主轴8设置在丝杆7上且丝杠7的一端
与固定设置在滑动导轨座9上的电机6的驱动端相连接。
[0034]
对应上述两种方式,感应线圈12安装于线圈安装座18上且线圈安装座18通过相应的线圈支架安装在主轴8上;或者感应线圈12安装于线圈安装座18上,线圈安装座18安装在工业机器人13的机械臂末端上(如图5所示)。
[0035]
工业机器人13的机械臂具有六个关节连接且每个关节都配置相应的步进式马达,计算机将旋转每个关节分别相连的步进氏马达,精确地移动机械臂,使感应线圈与电弧喷枪能够同步加工。
[0036]
实施例一如图1-6所示:一种大耕深旋耕刀表面喷涂重熔一体化加工装置,该加工装置包括机床保护罩1、工作台2、机床床身3、第一滑动导轨4、第三滑动导轨5、电机6、丝杆7、主轴8、滑动导轨座9、电弧喷枪10、第二滑动导轨11、感应线圈12、工业机器人13、变位机14、变位机夹爪15、电弧电源16、感应电源17、线圈安装座18、正极线材19、负极线材20、喷枪接头21。沿y轴方向布置的第一滑动导轨4设置在机床床身3上、且设置在第一滑动导轨4上的工作台2能够在对应驱动机构的作用下沿着第一滑动导轨4的设置方向滑动行进,工作台2上设有沿x轴方向布置的第二滑动导轨11且第二滑动导轨11垂直于第一滑动导轨4设置;在第二滑动导轨11上设有竖直设置的滑动导轨座9且滑动导轨座9能够在对应驱动机构的作用下沿着第二滑动导轨11的设置方向滑动行进;滑动导轨座9上设有垂直于第一滑动导轨4和第二滑动导轨11设置的第三滑动导轨5,沿z轴方向布置的第三滑动导轨5上设置的主轴8能够在电机6的作用下沿着第三滑动导轨5的竖直上下滑动,主轴8的下端通过喷枪接头21连接电弧喷枪10;电弧喷枪10通过正极线材19连接电弧电源16的正极、负极线材20连接电弧电源16的负极。连接感应电源17的感应线圈12安装于线圈安装座18上并通过线圈安装座18连接于工业机器人13的机械臂末端上;旋耕刀通过变位机夹爪15的夹持安装于变位机14上,变位机14的底座安装在机床床身3上,旋耕刀在变位机14的带动下绕其轴线作旋转运动。
[0037]
使用时,电弧喷枪10在第一滑动导轨4上沿y轴方向行进,使电弧喷枪10的出口端移动至旋耕刀的正上方,之后电弧喷枪10在电机6的驱动下沿z轴方向作直线运动以调整电弧喷枪10和旋耕刀之间的距离;电弧喷枪10并利用压缩空气将熔化的材料雾化成的微熔滴、在旋耕刀的表面上形成涂层,并沿着x轴方向作直线运动。电弧喷枪10对旋耕刀实现喷涂的同时,在工业机器人13的带动下感应线圈12连接感应电源17紧接喷涂步骤沿x轴方向行进对旋耕刀进行感应加热,瞬间熔化旋耕刀的涂层和基体表层,使旋耕刀上的机械结合状态形成冶金结合;同时根据需要,旋耕刀在变位机14的带动下绕其轴线作旋转运动,使得该加工装置能够对旋耕刀弯扭复合的不规则轮廓进行整体性的喷涂重熔。
[0038]
应用例一种大耕深旋耕刀表面喷涂重熔一体化加工装置,采用基体材料为65mn的旋耕刀工件,在现有的机床平台条件下,能够回转的变位机14的机座固定在机床床身3的侧部,旋耕刀通过变位机夹爪15夹持固定在变位机14的回转台上、使得旋耕刀能够沿着回转台的轴线进行旋转运动;电弧喷枪10通过喷枪接头21连接到机床的主轴8的下端,再通过镍铝合金丝的线材连接到电弧电源16的正负极,以镍基耐磨合金为涂层材料对旋耕刀工件进行电弧喷涂,电弧电源16最大输出电流为200a;感应线圈12通过工业机器人13设置于电弧喷枪10的正下方稍偏位置,随电弧喷涂同步对旋耕刀进行熔覆操作;该工业机器人13的机械臂的
六个关节都配置相应的步进式马达,计算机将旋转每个关节分别相连的步进氏马达,精确地移动机械臂,使感应线圈与电弧喷枪能够同步加工。
[0039]
本发明的加工装置通过集成高速电弧喷涂装置和感应重熔装置,以感应重熔的方法解决了电弧喷涂的先天缺陷,在电弧喷涂的同时、采用了简单易行的基于电流集肤效应的感应加热,使旋耕刀工件涂层和基体表层形成冶金结合,克服了传统喷涂的各项缺陷,且加设变位机14能够对旋耕刀弯扭复合的不规则轮廓进行整体性的喷涂重熔;具备有效性、易操作性及利用率高的特性,大大降低了能耗,可应用于农业可持续发展和农机制造技术等领域。
[0040]
以上实施例仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明保护范围之内;本发明未涉及的技术均可通过现有技术加以实现。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。