1.本实用新型涉及磁铁生产加工领域,具体是涉及一种无线充电底座定位磁铁的批量打磨装置。
背景技术:
2.磁铁是可以产生磁场的物体,能够吸引磁性物质如铁、镍、钴等金属。磁铁生产过程中,为了获得精确的外观尺寸,提高磁铁的性能指标,需要对粗加工的磁铁进一步进行精加工处理,即需要对磁铁的外部尺寸加工磨削,以满足要求。
3.中国专利cn201821885715.x公开了一种磁铁打磨装置,包括机架、送料结构和打磨机构,送料机构包括转动轴、工作台和紧固件,转动轴竖直设置在机架上,工作台水平的设置在转动轴上,工作台上设有若干夹孔,夹孔旁设有紧固件。打磨机构包括设置在机架上的液压缸以及依次向下连接的伺服电机、连接轴和打磨盘。要打磨的磁铁放入工作台上的夹孔内,通过紧固件固定,转动工作台至打磨盘下方,开动液压缸和电机,对磁铁进行打磨。上述磁铁打磨装置能够同时对多个磁铁进行打磨,并且能够设置对称的打磨机构使磁铁上下两端同时能进行打磨。
4.上述专利虽然可以做到一次性对多个磁铁的两个面进行倒角加工,但是在面对无线充电底座定位磁铁时,则毫无用处,无线充电底座定位磁铁是扇环形磁铁,由于该磁铁本身形状特殊难以夹持,更难批量打磨,而且人工打磨过于费时费力,效率也极其低下,难以满足日益增长的市场需求。
技术实现要素:
5.基于此,有必要针对现有技术问题,提供一种一种无线充电底座定位磁铁的批量打磨装置,其通过设计环形夹持结构解决了对多个扇环形磁铁夹持并进行打磨的问题。
6.为解决现有技术问题,本实用新型采用的技术方案为:
7.一种无线充电底座定位磁铁的批量打磨装置,包括有支架、入料装置和打磨装置;入料装置设置在支架上,打磨装置设置在支架上并且位于入料装置的上方;入料装置包括水平设置的圆形工作台,圆形工作台上设置有圆形凹槽,圆形凹槽位于打磨装置的下方,圆形凹槽的轴心设置有圆柱体凸起;包括有微气缸和固定块;多个微气缸环绕圆形凹槽的环形槽壁均匀设置,微气缸的输出端的运动轨迹形成的直线经过圆柱体凸起的轴心;固定块与微气缸数量相同,并且一一对应,固定块设置在微气缸的输出端。
8.优选的,入料装置还包括有转动轴和第一旋转伺服电机;转动轴竖直可转动安装在支架上,圆形工作台中心与转动轴固定连接;第一旋转伺服电机设置在支架上,位于转动轴2c的上方,用于驱动转动轴旋转。
9.优选的,圆形工作台上设置两个圆形凹槽,两个圆形凹槽相对圆形工作台的轴心中心对称。
10.优选的,固定块面向圆柱体凸起的面为弧面。
11.优选的,打磨装置包括有,液压缸、第二旋转伺服电机、旋转轴和砂轮;液压缸设置在入料装置上方的机架上,液压缸的输出端朝向入料装置,第二旋转伺服电机设置在液压缸的输出端,第二旋转伺服电机的输出端与旋转轴的一端连接,旋转轴与圆柱体凸起同轴,旋转轴的另一端与砂轮连接。
12.优选的,砂轮面向工作台的一侧同轴设置有环形凹槽,环形凹槽的开口端宽度大于环形凹槽封闭端宽度。
13.本技术相比较于现有技术的有益效果是:
14.1.本技术通过在圆形工作台上设置圆形凹槽,在圆形凹槽内设置圆柱体凸起以及环绕圆形凹槽的内壁均匀的设置多个微气缸和多个设置在微气缸输出端的固定块,让多个工件可以稳定的分别放置在多个固定块与圆柱体凸起之间的夹持空间内,再用打磨装置进行打磨,从而解决了打磨装置对多个工件进行批量打磨的技术问题;
15.2.本技术通过在圆形工作台中心设置有转动轴,第一旋转伺服电机驱动转动轴旋转,让圆形工作台也能围绕轴心产生旋转,从而让圆形凹槽可以离开打磨装置的下方,让工作人员更加方便的上料;
16.3.本技术通过在圆形工作台上设置两个中心对称的圆形凹槽,让上料下料的区域和打磨工作的区域分开,从而让上料下料和打磨工作可以同时进行,提升了工作效率,节约了时间;
17.4.本技术通过将固定块与工件接触的面设置成弧面,这样就能与工件紧密贴合,从而让工件能更稳定的被夹持;
18.5.本技术通过液压缸、第二旋转伺服电机、旋转轴和砂轮的组合,让砂轮可以在工作台的上方做升降旋转运动,从而解决了如何对工件进行打磨的技术问题;
19.6.本技术通过在砂轮面向工作台的一侧同轴设置环形的梯状凹槽,让砂轮在工作时,可以对环绕成圆形的所有工件的两条边进行倒角的打磨,从而节约了时间。
附图说明
20.图1是实施例的立体图;
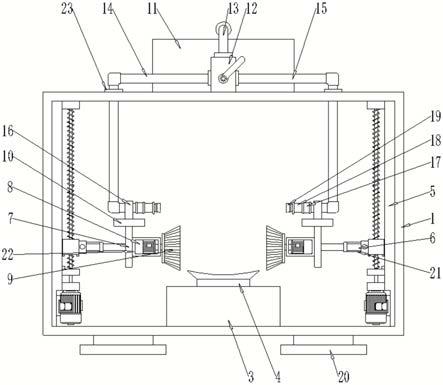
21.图2是实施例的正视图;
22.图3是图2沿a-a截面的剖视图;
23.图4是图2的b处的局部放大图;
24.图5是实施例的圆形工作台、微气缸与固定块连接的立体图;
25.图6是图5的c处的局部放大图。
26.图中标号为:
27.1-支架;
28.2-入料装置;2a-圆形凹槽;2b-圆柱体凸起;2c-转动轴;2d-第一旋转伺服电机;2e-圆形工作台;
29.3-微气缸;3a-固定块;
30.4-打磨装置;4a-液压缸;4b-第二旋转伺服电机;4c-旋转轴;4d-砂轮;4d1-环形凹槽。
具体实施方式
31.为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。
32.如图1-6所示:
33.一种无线充电底座定位磁铁的批量打磨装置,包括有支架1、入料装置2和打磨装置4;入料装置2设置在支架1上,打磨装置4设置在支架1上并且位于入料装置2的上方;入料装置2包括水平设置的圆形工作台2e,圆形工作台2e上设置有圆形凹槽2a,圆形凹槽2a位于打磨装置4的下方,圆形凹槽2a的轴心设置有圆柱体凸起2b;还包括有微气缸3和固定块3a;多个微气缸3环绕圆形凹槽2a的环形槽壁均匀设置,微气缸3的输出端的运动轨迹形成的直线经过圆柱体凸起2b的轴心;固定块3a与微气缸3数量相同,并且一一对应,固定块3a设置在微气缸3的输出端。
34.基于上述实施例,工件5本身是扇环形,圆柱体凸起2b的曲面与扇环形工件5内曲面的弧度相同,工作人员将工件5设置在圆柱体凸起2b与固定块3a之间,固定块3a通过微气缸3给予工件5一个向圆柱体凸起2b轴心的作用力,让工件5可以牢牢的贴合在圆柱体凸起2b的曲面上,让工件5在打磨的时候,不会因为震动出现位置偏移等情况,导致打磨质量不佳,圆形凹槽2a与固定块3a的高度小于工件5的高度,防止出现打磨装置4对工件5进行打磨时,圆柱体凸起2b与固定块3a产生阻碍的负面作用;微气缸3与固定块3a沿圆形凹槽2a的环形槽壁均匀设置5个,这样工作人员就能一次放置5个工件5,打磨装置4的输出端位于圆形凹槽2a的上方,从而利用打磨装置4对工件5实现批量打磨的技术问题。
35.进一步的,本技术提供的入料装置2依然具有不方便上料的缺陷,为了解决这一问题,如图2和图3所示:
36.入料装置2还包括有转动轴2c和第一旋转伺服电机2d;转动轴2c竖直可转动安装在支架1上,圆形工作台2e中心与转动轴2c固定连接;第一旋转伺服电机2d设置在支架1上,位于转动轴2c的上方,用于驱动转动轴2c旋转。
37.基于上述实施例,工作人员先利用第一旋转伺服电机2d让转动轴2c转动,转动轴2c的转动带动圆形工作台2e及圆形工作台2e上的圆形凹槽2a转动,使圆形凹槽2a离开打磨装置4的工作区域,接着工作人员将工件5放入到圆柱体凸起2b与固定块3a之间进行夹持,再让第一旋转伺服电机2d工作,带动转动轴2c将圆形凹槽2a转回到打磨装置4的工作区域,进行打磨,让上料下料区域与工作区域分开,可以防止工作人员在上料下料的过程中打磨装置4工作,对工作人员造成伤害的可能。
38.进一步的,本技术提供的入料装置2依然具有上料与工作不能同时进行的缺陷,为了解决这一问题,如图1所示:
39.圆形工作台2e上设置两个圆形凹槽2a,两个圆形凹槽2a相对圆形工作台2e的轴心中心对称。
40.基于上述实施例,在圆形工作台2e上设置两个圆形凹槽2a,两个圆形凹槽2a内设置有同样的圆柱体凸起2b、微气缸3和固定块3a,这样打磨装置4下方的圆形凹槽2a可以在处于打磨状态的时候,另一个圆形凹槽2a则可以让工作人员或者机械手进行上料和下料工作,在打磨装置4下方的工件5打磨完成后,将另一个上料完的圆形凹槽2a转动到打磨装置4下方进行打磨,从而让上料下料的时间与打磨时间重叠,节约了时间,而让两个圆形凹槽2a
中心堆成,是因为只要让圆形工作台2e每次都转动180
°
,就能让两个圆形凹槽2a分别处于上料下料区域和打磨装置4的工作区域,从而明确了工作区域的划分,让工作更具条理性。
41.进一步的,本技术提供的固定块3a依然具有无法稳定夹持工件5的缺陷,为了解决这一问题,如图5和图6所示:
42.固定块3a面向圆柱体凸起2b的面为弧面。
43.基于上述实施例,工件5本身是扇环形,工件5与固定块3a接触的面是弧面,而将固定块3a与工件5接触的面设置为与工件5相对应的弧面,就能让固定块3a紧贴工件5,微气缸3的输出端设置在固定块3a远离工件5一侧的中心,这样微气缸3带动固定块3a的运动轨迹形成的直线就会经过圆柱体凸起2b的轴心,让微气缸3产生的推力最大化利用。
44.进一步的,本技术提供的打磨装置4如何进行打磨的技术问题,如图2-4所示:
45.打磨装置4包括有,液压缸4a、第二旋转伺服电机4b、旋转轴4c和砂轮4d;液压缸4a设置在入料装置2上方的机架上,液压缸4a的输出端朝向入料装置2,第二旋转伺服电机4b设置在液压缸4a的输出端,第二旋转伺服电机4b的输出端与旋转轴4c的一端连接,旋转轴4c与圆柱体凸起2b同轴,旋转轴4c的另一端与砂轮4d连接。
46.基于上述实施例,在工件5被固定块3a和圆柱体凸起2b夹持后并且位于打磨装置4的下方,液压缸4a和第二旋转伺服电机4b开始工作,液压缸4a的输出端推动第二旋转伺服电机4b向圆形凹槽2a移动,第二旋转伺服电机4b的输出轴带动旋转轴4c及旋转轴4c连接的砂轮4d转动并且向圆形凹槽2a移动,开始对工件5进行打磨。
47.进一步的,本技术提供的打磨装置4依然具有一次性对工件5加工两个倒角的缺陷,为了解决这一问题,如图4所示:
48.砂轮4d面向工作台的一侧同轴设置有环形凹槽4d1,环形凹槽4d1的开口端宽度大于环形凹槽4d1封闭端宽度。
49.基于上述实施例,砂轮4d为圆形砂轮,那么只能对工件5的上表面进行打磨,但是在砂轮4d上同轴设置一个环形凹槽4d1,环形凹槽4d1开口端的宽度与工件5的宽度相同,环形凹槽4d1封闭端的宽度小于工件5的宽度,这样当多个工件5环形放置在圆形凹槽2a内的时候,砂轮4d向下旋转工作,就能对工件5远离圆形凹槽2a的一面以及该面的两个环形边进行打磨,从而形成倒角,最终做到一次性对多个工件5完成倒角的打磨。
50.以上实施例仅表达了本实用新型的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。