1.本发明涉及车加工领域,尤其是涉及一种薄壁件车加工工艺。
背景技术:
2.目前车加工工艺是一种较为成熟的加工工艺,加工时通常采用三爪卡盘夹持零件,再通过切刀对零件进行切削。
3.现有的一些薄壁零件精度要求较高,比如用于发电机组里的离合衬套,离合衬套的壁厚在3mm左右,为壁厚较小的薄壁件,而且加工精度较高。在对此类薄壁零件进行加工时,使用三爪卡盘进行夹持加工,容易使得薄壁零件产生一定的变形,变形可能较小,但对于精密零件而言无法达到工艺要求。
技术实现要素:
4.为了改善,本申请提供一种方便夹持且保证加工精度的薄壁件车加工工艺。
5.本申请提供的薄壁件车加工工艺采用如下的技术方案:一种薄壁件车加工工艺,包括如下步骤:s1零件粗加工:确定零件尺寸,粗加工形成过渡件,过渡件包括一体成型的工艺台阶以及薄壁件;s2零件精加工:采用吸附工装吸附固定工艺台阶,对过渡件表面进行精加工处理;s3零件分离:根据所需薄壁件尺寸切削过渡件,分离工艺台阶以及薄壁件。
6.通过采用上述技术方案,先将原材料进行粗加工形成过渡件,吸附工装对工艺台阶进行吸附,吸附固定工艺台阶后间接固定薄壁件,此时再进行精加工,由于未直接通过三爪卡盘固定,保证精加工时薄壁件不容易变形,保证加工精度。
7.可选的,工艺台阶呈片状且位于薄壁件的端部。
8.通过采用上述技术方案,工艺台阶设置在薄壁件的端部方便粗加工,同时在对工艺台阶吸附时更加方便稳定,也方便后续对薄壁件精加工。
9.可选的,工艺台阶的边缘超出薄壁件的外表面。
10.通过采用上述技术方案,一方面增大工艺台阶面积,吸附时更为稳定,同时在精加工时也方便确定薄壁件的尺寸,后续工艺台阶和薄壁件分离更加方便。
11.可选的,吸附工装包括真空吸盘,真空吸盘的边缘不超过工艺台阶的边缘。
12.通过采用上述技术方案,保证真空吸盘充分吸附工艺台阶。
13.可选的,吸附工装还包括与真空吸盘固定连接的定位环,定位环与工艺台阶插接配合。
14.通过采用上述技术方案,定位环对工艺台阶进行位置的限定,进一步保证薄壁件精加工时的稳定性。
15.可选的,工艺台阶远离薄壁件一端设置有倒角结构,定位环内壁倾斜设置形成与倒角结构适配的定位斜面。
16.通过采用上述技术方案,在真空吸盘对工艺台阶进行吸附时,斜面与倒角结构抵接配合,使得工艺台阶与定位环内壁贴合更加紧密,保证加工的稳定性。
17.可选的,工艺台阶呈圆片状。
18.通过采用上述技术方案,方便工艺台阶以多个角度与定位环插接配合。
19.可选的,工艺台阶厚度大于薄壁件的壁厚且小于薄壁件的两倍壁厚。
20.通过采用上述技术方案,在保证工艺台阶有一定强度不易变形的同时,也尽量节省材料,降低成本。
21.可选的,吸附工装包括基座,基座上开设有抽气孔,抽气孔为多个且均匀分布。
22.通过采用上述技术方案,方便对工艺台阶进行吸附,且由于抽气较为均匀,吸附较为稳定。
23.可选的,吸附工装还包括与基座可拆卸固定连接的定位片,定位片位于基座开设抽气孔一侧,定位片上开设有供工艺台阶插接配合的通孔。
24.通过采用上述技术方案,对工艺台阶进行位置的限定,进一步保证薄壁件精加工时的稳定性。
25.综上所述,本申请包括以下至少一种有益技术效果:1.通过工艺台阶的设置,使得薄壁件精加工时保证加工精度。
26.2.通过工艺台阶与定位环的配合,使得精加工时薄壁件定位更加稳固。
27.3.通过工艺台阶与定位片的配合,使得精加工时薄壁件定位更加稳固。
附图说明
28.图1是过渡件结构示意图。
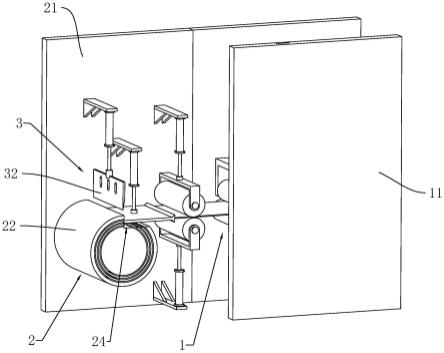
29.图2是实施例一吸附工装吸附固定工艺台阶的结构示意图。
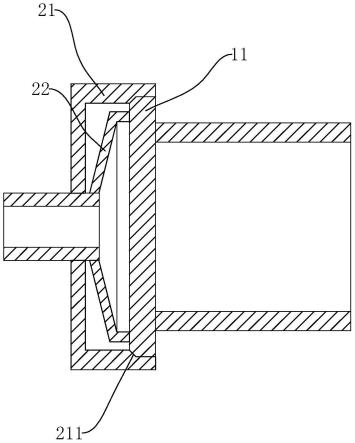
30.图3是图2中吸附工装剖视图。
31.图4是实施例二吸附工装吸附固定工艺台阶的结构示意图。
32.图5是实施例二中吸附工装结构示意图。
33.附图标记说明:1、过渡件;11、工艺台阶;12、薄壁件;2、吸附工装;21、定位环;211、定位斜面;22、真空吸盘;23、定位片;24、基座;241、抽气孔。
具体实施方式
34.以下结合附图1-5对本申请作进一步详细说明。
35.本申请实施例一公开了一种薄壁件车加工工艺。
36.参照图1和图2,一种薄壁件车加工工艺,包括如下步骤:s1零件粗加工:确定零件尺寸,用数控机床粗加工形成过渡件1,过渡件1包括工艺台阶11以及薄壁件12,工艺台阶11与薄壁件12一体成型,过渡件1为薄壁件12的半成品。工艺台阶11呈圆片状,位于薄壁件12的一端,并且工艺台阶11的边缘超出薄壁件12的外表面。工艺台阶11厚度大于薄壁件12的壁厚且小于薄壁件12的两倍壁厚。
37.参考图2和图3,s2零件精加工:采用吸附工装2吸附固定工艺台阶11,对过渡件1表面进行精加工处理。吸附工装2包括真空吸盘22和定位环21,真空吸盘22的边缘不超过工艺
台阶11的边缘,定位环21与真空吸盘22固定连接,且位于真空吸盘22的外围,定位环21与工艺台阶11插接配合。工艺台阶11远离薄壁件12一端设置有倒角结构,定位环21内壁倾斜设置形成定位斜面211,在真空吸盘22吸附工艺台阶11时倒角结构与定位斜面211抵接配合。
38.s3零件分离:根据所需薄壁件12尺寸切削过渡件1,分离工艺台阶11以及薄壁件12。
39.本申请实施例一的实施原理是:在对过渡件1进行精加工时,真空吸盘22对工艺台阶11进行吸附,工艺台阶11的倒角结构经定位斜面211引导后与定位斜面211抵接。完成精加工后切除工艺台阶11,即离工艺台阶11和薄壁件12,最终获得产品薄壁件12。
40.本申请实施例二公开了一种薄壁件车加工工艺。
41.参考图4和图5,与实施例一不同之处在于:吸附工装2包括基座24和定位片23,基座24上开设有抽气孔241,抽气孔241为多个且均匀分布,定位片23可以通过螺栓与基座24可拆卸固定连接,定位片23位于基座24开设抽气孔241一侧,定位片23上开设有供工艺台阶11插接配合的通孔,抽气孔241位于通孔处。
技术特征:
1.一种薄壁件车加工工艺,其特征在于:包括如下步骤:s1零件粗加工:确定零件尺寸,粗加工形成过渡件(1),过渡件(1)包括一体成型的工艺台阶(11)以及薄壁件(12);s2零件精加工:采用吸附工装(2)吸附固定工艺台阶(11),对过渡件(1)表面进行精加工处理;s3零件分离:根据所需薄壁件(12)尺寸切削过渡件(1),分离工艺台阶(11)以及薄壁件(12)。2.根据权利要求1所述的薄壁件车加工工艺,其特征在于:工艺台阶(11)呈片状且位于薄壁件(12)的端部。3.根据权利要求2所述的薄壁件车加工工艺,其特征在于:工艺台阶(11)的边缘超出薄壁件(12)的外表面。4.根据权利要求1-3任意一项所述的薄壁件车加工工艺,其特征在于:吸附工装(2)包括真空吸盘(22),真空吸盘(22)的边缘不超过工艺台阶(11)的边缘。5.根据权利要求4所述的薄壁件车加工工艺,其特征在于:吸附工装(2)还包括与真空吸盘(22)固定连接的定位环(21),定位环(21)与工艺台阶(11)插接配合。6.根据权利要求5所述的薄壁件车加工工艺,其特征在于:工艺台阶(11)远离薄壁件(12)一端设置有倒角结构,定位环(21)内壁倾斜设置形成与倒角结构适配的定位斜面(211)。7.根据权利要求5所述的薄壁件车加工工艺,其特征在于:工艺台阶(11)呈圆片状。8.根据权利要求1所述的薄壁件车加工工艺,其特征在于:工艺台阶(11)厚度大于薄壁件(12)的壁厚且小于薄壁件(12)的两倍壁厚。9.根据权利要求1-3任意一项所述的薄壁件车加工工艺,其特征在于:吸附工装(2)包括基座(24),基座(24)上开设有抽气孔(241),抽气孔(241)为多个且均匀分布。10.根据权利要求9所述的薄壁件车加工工艺,其特征在于:吸附工装(2)还包括与基座(24)可拆卸固定连接的定位片(23),定位片(23)位于基座(24)开设抽气孔(241)一侧,定位片(23)上开设有供工艺台阶(11)插接配合的通孔。
技术总结
本发明车加工领域,尤其是涉及一种薄壁件车加工工艺,包括如下步骤:S1零件粗加工:确定零件尺寸,粗加工形成过渡件,过渡件包括一体成型的工艺台阶以及薄壁件;S2零件精加工:采用吸附工装吸附固定工艺台阶,对过渡件表面进行精加工处理;S3零件分离:根据所需薄壁件尺寸切削过渡件,分离工艺台阶以及薄壁件,本申请具有方便夹持且保证加工精度的效果。请具有方便夹持且保证加工精度的效果。请具有方便夹持且保证加工精度的效果。
技术研发人员:王旭 顾星 毛兆江 王宁
受保护的技术使用者:无锡市泛恩精密机械有限公司
技术研发日:2022.06.24
技术公布日:2022/9/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。