技术特征:
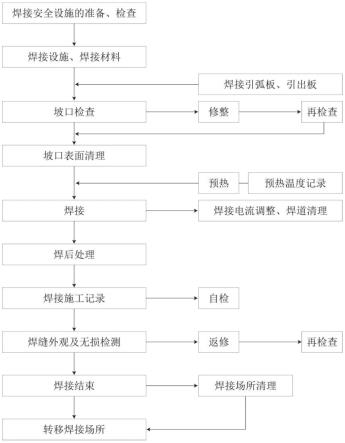
1.一种钢结构的焊接接口工艺,其特征在于:包括如下步骤:焊接安全设施的准备、检查——焊接设施、焊接材料——坡口检查——坡口表面清理——焊接——焊后处理——焊接施工记录——焊缝外观及无损检测——焊接结束——转移焊接场所;其中:钢结构的焊接接口包括主弦杆管-管对接接口焊接和桁架相贯口焊接;具体的焊接如下:a.所述的主弦杆管-管对接接口焊接:
⑴
焊接位置:水平固定;
⑵
焊接方法:smaw;
⑶
预热:低温条件下的管对接焊缝焊接时要进行预热;采用柔性履带式电加热片伴随预热,预热温度为120℃~150℃;预热范围为焊缝两侧,每侧宽度应大于焊件厚度的2倍,且不小于100mm,预热应均匀一致,层间温度为120℃~200℃,焊后缓冷;
⑷
焊接顺序:每条环焊缝由两名焊工对称施焊;采用多层多道焊;根部用φ3.2mm焊条打底焊1~2层,其他用φ4mm或φ5mm焊条填充、盖面;b.所述的桁架相贯口焊接:
⑴
焊接位置:全位置;
⑵
焊接方法:smaw;
⑶
预热:与斜腹杆相连的主弦管壁厚大于36mm时要进行预热,采用电加热片伴随预热,不便于布置加热片的焊缝,可采用火焰预热,预热温度为120℃~150℃;预热范围为:焊缝两侧,每侧宽度应大于焊件厚度的2倍,且不小于100mm,预热应均匀一致,层间温度为120℃~200℃,焊后缓冷;
⑷
焊接顺序:相贯焊缝应对称施焊,多层多道焊;熔透部位采用φ2.5mm的焊丝打底,或直接采用手工电弧焊φ2.5mm或φ3.2mm焊条打底,但要确保单面焊双面成形,其他采用φ4mm或φ5mm焊条填充、盖面;一个节点往往有多条相贯焊缝,焊缝集中;一条相贯焊缝焊接完毕冷却后,再焊相邻的相贯焊缝,以防止应力集中,减小焊接变形。2.根据权利要求1所述的钢结构的焊接接口工艺,其特征在于:所述的桁架相贯口焊接的坡口形式为:钢管相贯线焊缝位置沿支管周边分为a趾部、b侧面、c跟部三个区域,当a≥75
°
时a、b、c区采用带坡口的全熔透焊缝,当a≤75
°
时a、b、区为带坡口的全熔透焊缝,a≤35
°
时,c区采用角焊缝形式,焊缝高度大于1.5倍支管壁厚,各区相接处坡口及焊缝应圆滑过渡。
技术总结
本发明公开了一种钢结构的焊接接口工艺,包括如下步骤:焊接安全设施的准备、检查——焊接设施、焊接材料——坡口检查——坡口表面清理——焊接——焊后处理——焊接施工记录——焊缝外观及无损检测——焊接结束——转移焊接场所;其中:钢结构的焊接接口包括主弦杆管-管对接接口焊接和桁架相贯口焊接。本发明的现场焊接主要采用手工电弧焊、半自动二氧化碳气体保护焊的方式焊接。根据板厚确定焊前预热和焊后加热方式,采用电脑控温电加热方式,红外线测温仪测量控制层温,以确保焊接质量。本发明的焊接过程中,对结构标高、水平度、垂直度进行监控。发现异常立即暂停,改变焊接顺序和采用加热校正措施进行特殊处理。顺序和采用加热校正措施进行特殊处理。顺序和采用加热校正措施进行特殊处理。
技术研发人员:蒋泉 成张佳宁 吴文涛 葛晓晗 曾铠楠
受保护的技术使用者:南通大学
技术研发日:2022.06.20
技术公布日:2022/9/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。