1.本发明属于精密钎焊领域,涉及一种促进钎料在陶瓷表面润湿铺展的方法,尤其涉及促进金属基钎料润湿铺展的正六棱柱微流控表面铺展的方法。
背景技术:
2.随着交通运输方式的发展,高速列车在社会经济及人类生活中的地位越来越高。作为高速列车的电力输送关键构件,受电弓的制造技术已经成为衡量高速列车技术水平的一个重要标准。ti3sic2陶瓷是一种新型的三元m
n 1
axn形化合物材料,具有良好的自润滑性能以及优良的导热性、导电性、抗氧化性和耐腐蚀性等,被称为金属陶瓷。基于良好的导电、耐磨损及自润滑性能,ti3sic2陶瓷广泛应用于城市有轨电车、高速列车受电弓等关键部件。但是,由于陶瓷材料的塑韧性较金属材料差,且难以加工制造精密复杂的构件,导致其应用受到了一定的限制,因此在高铁导电弓构件中需要将其与金属材料连接在一起进行使用。本课题采用真空精密钎焊的方法对ti3sic2陶瓷和紫铜进行连接,但是由于由于陶瓷中含有离子键和共价键,表现出非常稳定的电子配对,所以传统的钎料很难在陶瓷那一侧润湿。为了解决这一问题,国内外学者主要提了两种方法:直接钎焊法和间接钎焊法。间接钎焊法是在难以润湿的陶瓷表面进行预金属化,例如在陶瓷表面蒸镀cu、zn等容易润湿的金属层,然后再使用常规钎料进行钎焊;直接钎焊法则是采用活性钎料进行连接,所谓的活性钎料是在传统的钎料中加入ti、zr、nb等活性元素,这些活性元素的存在可以使钎料与陶瓷材料发生化学反应,产生化学吸附机制,从而形成较强的焊接接头界面。如西北工业大学陈海燕等人分别采用ag-cu-ti活性钎料和ag-cu非活性钎料对ti3sic2陶瓷和cu进行了真空钎焊(chen h,peng j,fu l.effects of interfacial reaction and atomic diffusion on the mechanical property of ti3sic
2 ceramic to cu brazing joints[j].vacuum,2016,130:56-62.)。使用活性钎料ag-cu-ti钎焊时,虽然剧烈的界面反应在一定程度上促进了接头的快速形成,但复杂的反应产物增加了接头的脆性,抑制了原子扩散。而非活性钎料ag-cu钎料的反应强度较低,接头的界面组织只有ag-cu共晶组织,没有金属间化合物,从微观组织看,ag-cu钎料在陶瓷一侧并未良好润湿,形成有效结合。
技术实现要素:
[0003]
要解决的技术问题
[0004]
为了避免现有技术的不足之处,本发明提出一种促进钎料在陶瓷表面润湿铺展的方法,是一种促进金属基钎料润湿铺展的正六棱柱微流控表面设计,该微流控表面能够改善金属基钎料的润湿铺展行为。
[0005]
技术方案
[0006]
一种促进钎料在陶瓷表面润湿铺展的方法,其特征在于步骤如下:
[0007]
步骤1:对陶瓷表面进行磨样、抛光及清洗,再使用热阻蒸发仪在光滑的陶瓷一侧真空蒸镀金属层,再使用深紫外激光器在镀金属层的母材表面加工若干微流控沟槽,其中,
各沟槽形成网格形结构,从而在母材表面形成正六棱柱微流控表面;
[0008]
步骤2:对陶瓷表面用无水乙醇进行清洗,去除母材表面的金属及陶瓷粉末;
[0009]
步骤3:采用ag-cu钎料对陶瓷表面光滑位置及正六棱柱微流控表面分别进行润湿。
[0010]
所述步骤3后还包括:将母材制作成金相试样,显示ag-cu钎料在不同沟槽宽度的正六棱柱微流控的填充情况及微流控的溶蚀情况,根据ag-cu钎料在不同沟槽宽度的正六棱柱微流控的填充情况及溶蚀情况,验证ag-cu钎料在正六棱柱微流控表面的润湿铺展效果。
[0011]
所述正六棱柱微流控的棱柱高度为20μm,边长为110μm。
[0012]
所述微流控沟槽的宽度为20~40μm。
[0013]
所述无水乙醇的浓度为99.5%。
[0014]
所述ag-cu钎料为长度和宽度均为2mm,厚度为100μm的ag-cu钎料箔片。
[0015]
所述真空蒸镀金属层为ni金属层。
[0016]
陶瓷为高速列车中制作受电弓滑块的材料ti3sic2陶瓷。
[0017]
有益效果
[0018]
本发明提出的一种促进钎料在陶瓷表面润湿铺展的方法,1)对母材表面进行磨样、抛光及清洗,再使用热阻蒸发仪在光滑的陶瓷一侧真空蒸镀金属层,再使用深紫外激光器在镀金属层的母材表面加工若干沟槽,其中,各沟槽形成网格形结构,从而在母材表面获得正六棱柱微流控;2)对母材表面用无水乙醇进行清洗,去除母材表面的金属及陶瓷粉末;3)采用ag-cu钎料对母材光滑表面及正六棱柱微流控表面分别进行润湿,该方法能够改善钎料在陶瓷表面的润湿铺展能力。
[0019]
本发明在金属基钎料润湿铺展之前,在母材表面加工获得正六棱柱微流控。然后,ag-cu钎料对母材光滑表面及正六棱柱微流控表面分别进行润湿。根据杨式方程,通过解析计算的方法研究液态ag-cu钎料在具有正六棱柱微流控陶瓷表面的润湿铺展行为,随后采用真空接触角测量系统测定了液态钎料在具有微流控表面的润湿角。基于解析计算与试验验证相结合的方式,建立了微流控表面的设计模型,通过调节微流控表面的结构参数,就可以实现对高温钎料润湿铺展的促进作用和抑制作用的改变。
[0020]
为了解决ag-cu钎料在陶瓷一侧润湿性差的难题,本发明设计并制备了一种正六棱柱微流控表面,该微流控表面是由两种物理化学性质有明显差异的表面相组成。通过调节微流控表面结构参数,就可以实现对高温金属基钎料润湿铺展的促进作用和抑制作用的改变。本文在ti3sic2陶瓷一元微纳米结构的基础上引入了润湿性良好的ni金属相区,设计并制备了结构参数不同的正六棱柱微流控表面。采用润湿实验的方法获得具有较好润湿性的微流控表面,探究微流控表面对ag-cu钎料润湿行为的影响规律和作用机理,建立金属基钎料在微流控表面的润湿模型,促进高温钎料润湿铺展行为。
[0021]
由于采用了非反应润湿体系中的表面处理技术,该技术主要是通过在难以润湿的基体一侧加工微流控表面来实现钎料润湿的方法。即钎料在连接的过程中与母材不发生化学反应,钎料的润湿主要靠的是高温钎料自身的表面张力。此种措施既能使得钎料在陶瓷一侧润湿,又不会有大量脆性化合物的生成从而影响接头性能,同时还能够实现润湿行为的精准控制。
附图说明
[0022]
图1a为实施例一中深紫外激光加工的微流控表面形貌图;
[0023]
图1b为实施例二中深紫外激光加工的微流控表面形貌图;
[0024]
图1c为实施例三中深紫外激光加工的微流控表面形貌图;
[0025]
图2a为实施例一中试样润湿角照片;
[0026]
图2b为实施例二中试样润湿角照片;
[0027]
图2c为实施例三中试样润湿角照片;
[0028]
图3a为实施例一中微流控表面润湿情况图;
[0029]
图3b为实施例二中微流控表面润湿情况图;
[0030]
图3c为实施例三中微流控表面润湿情况图;
[0031]
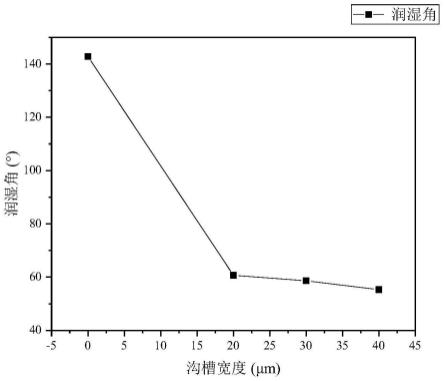
图4为润湿角与微流控沟槽宽度的变化曲线图。
具体实施方式
[0032]
现结合实施例、附图对本发明作进一步描述:
[0033]
本发明所述的促进本发明所述的促进金属基钎料润湿铺展的微流控表面设计包括以下步骤:
[0034]
1)对母材表面进行磨样、抛光及清洗,再使用热阻蒸发仪在光滑的陶瓷一侧使用型号为pd300的真空镀膜机真空蒸镀金属层,再使用draco-31s40紫外激光表面加工系统在镀金属层的母材表面加工若干沟槽,其中,各沟槽形成网格形结构,从而在母材表面获得正六棱柱微流控,母材为高速列车中制作受电弓滑块的材料ti3sic2陶瓷。
[0035]
需要说明的是,所述陶瓷一侧真空蒸镀的金属层为ni金属层,所述正六棱柱微流控的棱柱高度为20μm,边长为110μm;
[0036]
沟槽的宽度为20~40μm。
[0037]
2)对母材表面用无水乙醇进行清洗,去除母材表面的金属及陶瓷粉末;
[0038]
对母材表面在浓度为99.5%的无水乙醇中清洗,以去除母材表面的金属及陶瓷粉末,待干燥后使用。
[0039]
3)采用长度和宽度均为2mm,厚度为100μm的ag-cu钎料箔片对母材光滑表面及正六棱柱微流控表面分别进行润湿。
[0040]
实验前在无水乙醇中超声清洗10分钟去除表面杂质与油污,将钎料箔片放置在不同结构参数的微流控表面中心,启动视频记录系统后以20℃/min的的升温速率从室温加热至750℃,保温10min,然后再以4℃/min的速率升温至860℃保温5min,在这个过程中,当温度升至780℃时,打开计算机中的视频记录功能,以0.5s/张的速度拍摄不同时段钎料的瞬时润湿照片,量取润湿角;
[0041]
4)将母材制作成金相试样,然后观察ag-cu钎料在具有不同结构参数的正六棱柱微流控表面的填充及溶蚀情况,根据ag-cu钎料在具有不同结构参数的正六棱柱微流控表面的填充及溶蚀情况,验证ag-cu钎料在正六棱柱微流控表面的润湿铺展效果。
[0042]
实施例一
[0043]
本发明所述的促进金属基钎料在润湿铺展的微流控表面设计包括以下步骤:
[0044]
1)对母材表面进行磨样、抛光及清洗,再使用热阻蒸发仪在光滑的陶瓷一侧使用
型号为pd300的真空镀膜机真空蒸镀金属层,再使用draco-31s40紫外激光表面加工系统在镀金属层的母材表面加工若干沟槽,其中,各沟槽形成网格形结构,从而在母材表面获得正六棱柱微流控,参考图1a,母材为高速列车中制作受电弓滑块的材料ti3sic2陶瓷。
[0045]
需要说明的是,所述陶瓷一侧真空蒸镀的金属层为ni金属层,所述正六棱柱微流控的棱柱高度为20μm,边长为110μm;沟槽的宽度为20μm。
[0046]
2)对母材表面用无水乙醇进行清洗,去除母材表面的金属及陶瓷粉末;
[0047]
对母材表面在浓度为99.5%的无水乙醇中清洗,以去除母材表面的金属及陶瓷粉末,待干燥后使用。
[0048]
3)采用长度和宽度均为2mm,厚度为100μm的ag-cu钎料箔片对母材光滑表面及正六棱柱微流控表面分别进行润湿。
[0049]
实验前在无水乙醇中超声清洗10分钟去除表面杂质与油污,将钎料箔片放置在不同结构参数的微流控表面中心,启动视频记录系统后以20℃/min的的升温速率从室温加热至750℃,保温10min,然后再以4℃/min的速率升温至860℃保温5min,在这个过程中,当温度升至780℃时,打开计算机中的视频记录功能,以0.5s/张的速度拍摄不同时段钎料的瞬时润湿照片,量取润湿角为60.7
°
,参考图2a;
[0050]
4)将母材制作成金相试样,然后观察ag-cu钎料在沟槽宽度为20μm的正六棱柱微流控表面的填充及溶蚀情况,参考图3a,根据ag-cu钎料在沟槽宽度为20μm的正六棱柱微流控表面的填充及溶蚀情况验证ag-cu钎料在正六棱柱微流控表面的润湿铺展效果。验证微流控表面对ag-cu钎料润湿母材的影响如图4所示。
[0051]
实施例二
[0052]
本发明所述的促进金属基钎料在润湿铺展的微流控表面设计包括以下步骤:
[0053]
1)对母材表面进行磨样、抛光及清洗,再使用热阻蒸发仪在光滑的陶瓷一侧使用型号为pd300的真空镀膜机真空蒸镀金属层,再使用draco-31s40紫外激光表面加工系统在镀金属层的母材表面加工若干沟槽,其中,各沟槽形成网格形结构,从而在母材表面获得正六棱柱微流控,参考图1b,母材为高速列车中制作受电弓滑块的材料ti3sic2陶瓷。
[0054]
需要说明的是,所述陶瓷一侧真空蒸镀的金属层为ni金属层,所述正六棱柱微流控的棱柱高度为20μm,边长为110μm;沟槽的宽度为30μm。
[0055]
2)对母材表面用无水乙醇进行清洗,去除母材表面的金属及陶瓷粉末;
[0056]
对母材表面在浓度为99.5%的无水乙醇中清洗,以去除母材表面的金属及陶瓷粉末,待干燥后使用。
[0057]
3)采用长度和宽度均为2mm,厚度为100μm的ag-cu钎料箔片对母材光滑表面及正六棱柱微流控表面分别进行润湿。
[0058]
实验前在无水乙醇中超声清洗10分钟去除表面杂质与油污,将钎料箔片放置在不同结构参数的微流控表面中心,启动视频记录系统后以20℃/min的的升温速率从室温加热至750℃,保温10min,然后再以4℃/min的速率升温至860℃保温5min,在这个过程中,当温度升至780℃时,打开计算机中的视频记录功能,以0.5s/张的速度拍摄不同时段钎料的瞬时润湿照片,量取润湿角为58.6
°
,参考图2b;
[0059]
4)将母材制作成金相试样,然后观察ag-cu钎料在沟槽宽度为30μm的正六棱柱微流控表面的填充及溶蚀情况,参考图3b,根据ag-cu钎料在沟槽宽度为30μm的正六棱柱微流
控表面的填充及溶蚀情况验证ag-cu钎料在正六棱柱微流控表面的润湿铺展效果。验证微流控表面对ag-cu钎料润湿母材的影响如图4所示。
[0060]
实施例三
[0061]
本发明所述的促进金属基钎料在润湿铺展的微流控表面设计包括以下步骤:
[0062]
1)对母材表面进行磨样、抛光及清洗,再使用热阻蒸发仪在光滑的陶瓷一侧使用型号为pd300的真空镀膜机真空蒸镀金属层,再使用draco-31s40紫外激光表面加工系统在镀金属层的母材表面加工若干沟槽,其中,各沟槽形成网格形结构,从而在母材表面获得正六棱柱微流控,参考图1c,母材为高速列车中制作受电弓滑块的材料ti3sic2陶瓷。
[0063]
需要说明的是,所述陶瓷一侧真空蒸镀的金属层为ni金属层,所述正六棱柱微流控的棱柱高度为20μm,边长为110μm;沟槽的宽度为40μm。
[0064]
2)对母材表面用无水乙醇进行清洗,去除母材表面的金属及陶瓷粉末;
[0065]
对母材表面在浓度为99.5%的无水乙醇中清洗,以去除母材表面的金属及陶瓷粉末,待干燥后使用。
[0066]
3)采用长度和宽度均为2mm,厚度为100μm的ag-cu钎料箔片对母材光滑表面及正六棱柱微流控表面分别进行润湿。
[0067]
实验前在无水乙醇中超声清洗10分钟去除表面杂质与油污,将钎料箔片放置在不同结构参数的微流控表面中心,启动视频记录系统后以20℃/min的的升温速率从室温加热至750℃,保温10min,然后再以4℃/min的速率升温至860℃保温5min,在这个过程中,当温度升至780℃时,打开计算机中的视频记录功能,以0.5s/张的速度拍摄不同时段钎料的瞬时润湿照片,量取润湿角为55.3
°
,参考图2c;
[0068]
4)将母材制作成金相试样,然后观察ag-cu钎料在沟槽宽度为40μm的正六棱柱微流控表面的填充及溶蚀情况,参考图3c,根据ag-cu钎料在沟槽宽度为40μm的正六棱柱微流控表面的填充及溶蚀情况验证ag-cu钎料在正六棱柱微流控表面的润湿铺展效果。验证微流控表面对ag-cu钎料润湿母材的影响如图4所示。
[0069]
经验证,微流控表面可以将ag-cu钎料在ti3sic2陶瓷表面的润湿角从142.8
°
降低到55.3
°
,论证了微流控表面设计可以促进金属基钎料在母材表面的润湿和铺展。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
