1.本发明涉及玻璃制造装置领域,更具体地说,涉及一种玻璃制造用压辊装置。
背景技术:
2.普通平板玻璃是用石英砂岩粉、硅砂、钾化石、纯碱、芒硝等原料,按一定比例配制,经熔窑高温熔融,通过垂直引上法或平拉法、压延法生产出来的透明无色的平板玻璃。
3.目前,在生产玻璃的过程中,高温的玻璃液体由玻璃窑内流出后需要利用压辊装置将流出的玻璃液体辊压成设定的厚度。
4.现有技术中用于玻璃生产加工的压辊装置大多还不具备自动预加热功能,当使用压辊装置对高温玻璃液体进行辊压时,由于玻璃为一种热的不良导体,辊压装置中表面温度较低的上压辊与下压辊在接触高温玻璃液体时,导致玻璃不同位置和层次受热不同而造成玻璃硬化速度产生差异,进而引起玻璃板内部产生不均匀的内应力,这种内应力在后续对玻璃的处理过程也会导致切割等方面的困难,如果这种内应力超过玻璃板的极限强度,便会直接导致制成的玻璃板炸裂,造成资源浪费的同时,也降低了玻璃的生产效率以及安全性。
技术实现要素:
5.1.要解决的技术问题针对现有技术中存在的问题,本发明的目的在于提供一种玻璃制造用压辊装置,本发明提供了一种在对由玻璃窑内流出的高温玻璃液体进行辊压处理前,能够自动对上压辊以及下压辊进行预加热的辊压装置,使得本辊压装置在对高温玻璃液体进行辊压作业时,当高温玻璃液体表面接触到经过预加热的上压辊以及下压辊后,降低了玻璃的不同位置和层次受热的差值,使得玻璃的不同位置和层次之间硬化速度的差异显著降低,提高了玻璃生产制备合格率的同时,也提升了玻璃生产制造过程中的效率以及安全性。
6.2.技术方案为解决上述问题,本发明采用如下的技术方案。
7.一种玻璃制造用压辊装置,包括安装架体,所述安装架体内腔的下部连接有固定辊架,所述安装架体内腔的上方设有活动辊架,所述活动辊架的顶部与安装架体内腔的顶壁之间连接有电动伸缩杆,所述活动辊架与固定辊架的内腔均转动连接有用于对高温玻璃液体进行挤压成型的辊轮组件;所述辊轮组件包括中空压辊主体,所述中空压辊主体的开口端密封盖合有端部封板,所述端部封板的表面设有下凹陷,所述下凹陷内设有控制开关,所述端部封板靠近中空压辊主体开口的一侧连接有盖板,所述盖板远离端部封板的一侧固定连接有电池盒,所述电池盒的内壁上胶黏固定有气凝胶隔热层,所述气凝胶隔热层内设有蓄电池,所述盖板在电池盒开口的位置处连接有气凝胶板,所述电池盒上设有主动放热模块。
8.进一步的,所述活动辊架的左右侧均连接有导正滑块,所述安装架体内腔的左右
侧与导正滑块位置对应处均竖向贯穿开设有与其相适配的导槽,且导正滑块远离活动辊架的一端穿过所对应的导槽。
9.进一步的,所述主动放热模块包括电热丝,所述电热丝的外周套设有第四气凝胶外套层,所述电热丝的外周套设有导热环体,所述导热环体的内部均匀设有多个蓄热球,所述蓄热球上均设有导热金属丝,所述导热金属丝的外周套设有第一气凝胶外套层,所述导热金属丝的两端均由第一气凝胶外套层内部伸出,所述导热环体的内部在相邻两个蓄热球之间均设有传热金属丝,所述电热丝上连接有固定架,且固定架远离电热丝的一端与电池盒相连接,所述蓄电池、控制开关以及电热丝三者之间通过导线串联连接形成回路;一个所述中空压辊主体设置于活动辊架的内部,该中空压辊主体与其开口端所连接端部封板的相背端上均转动连接有转轴,且该所述中空压辊主体与端部封板所组成的整体结构通过转轴转动连接于活动辊架的内部;另一个所述所述中空压辊主体设置于固定辊架的内部,该中空压辊主体与其开口端所连接端部封板的相背端上均转动连接有转轴,且该所述中空压辊主体与端部封板所组成的整体结构通过转轴转动连接于固定辊架的内部。
10.进一步的,所述蓄热球包括金属导热球体,所述金属导热球体的内部还均匀设有多个导热金属网,所述导热金属网呈球形曲面形状,所述金属导热球体的圆心处设有空腔,该空腔内连接有金属网,所述金属网的两侧均连接有吸水层,所述吸水层的内部吸收有液体介质,所述金属导热球体的内部还均匀设有多个气流孔道,且多个所述气流孔道均环设于空腔的外周,所述气流孔道靠近空腔的一端均与空腔相连通,每个所述气流孔道内均设有气压调节部。
11.进一步的,多个所述金属导热球体均设置于导热环体的内部,所述传热金属丝的两端均与其相对应金属导热球体的外壁相连接。
12.进一步的,所述导热金属丝的一端伸出第一气凝胶外套层的内部并与所对应金属导热球体的外壁相连接,该所述导热金属丝的另一端延伸出第一气凝胶外套层的内部穿过第四气凝胶外套层并与电热丝的侧壁相连接。
13.进一步的,所述导热环体的外壁与中空压辊主体内腔的侧壁相连接。
14.进一步的,所述气压调节部包括导通管和锥型中空气嘴,所述锥型中空气嘴设置于气流孔道靠近空腔的一侧,且锥型中空气嘴与气流孔道的侧壁相连接,所述锥型中空气嘴的宽开口朝向空腔,所述锥型中空气嘴的窄开口端封堵有一颗下封堵球,所述下封堵球的外壁连接有下复位弹簧,所述下复位弹簧远离下封堵球的一端连接有支架,所述下复位弹簧设置于锥型中空气嘴的内部,且支架与锥型中空气嘴的内壁相连接;所述导通管靠近锥型中空气嘴的一端设有锥型进气嘴,导通管远离锥型进气嘴的一端设有锥型排气嘴,所述锥型排气嘴远离的开口处连通有导气筒体,所述导气筒体侧壁的上部水平开设有泄气口,所述锥型排气嘴的外壁连接有环形吸水部,所述环形吸水部的内部插接固定有吸水绳,所述吸水绳的外周套设有第三气凝胶外套层,所述吸水绳远离环形吸水部的一端延伸出第三气凝胶外套层的内部并与所对应吸水层的外表面相连接,所述导通管的内部设有弹性件;所述导通管固定连接于气流孔道内远离空腔的一侧,所述导气筒体的外周由上到下均匀设有多个外阻流罩,且上下两个相邻的外阻流罩之间设有内阻流罩,所述外阻流罩
与气流孔道的侧壁相连接,所述内阻流罩与导气筒体的侧壁相连接。
15.进一步的,所述弹性件包括纵置筒体,所述纵置筒体的内部连接有基板,所述基板靠近锥型进气嘴开口的一侧连接有上复位弹簧,所述上复位弹簧远离基板的一端连接有与纵置筒体内径尺寸相适配的滑移座,所述滑移座远离上复位弹簧的一侧连接有推杆,所述推杆远离滑移座的一端穿出纵置筒体的内部并连接有上封堵球,所述纵置筒体的侧壁连接有衔接杆,且所述衔接杆远离纵置筒体的一端与导通管内腔的侧壁相连接;所述上封堵球设置于所对应锥型进气嘴的内部,且上封堵球封堵在锥型进气嘴的开口处。
16.进一步的,所述导热金属网处于锥型进气嘴与锥型中空气嘴之间。
17.3.有益效果相比于现有技术,本发明的优点在于:(1)本发明提供了一种在对由玻璃窑内流出的高温玻璃液体进行辊压处理前,能够自动对上压辊以及下压辊进行预加热的辊压装置,使得本辊压装置在对高温玻璃液体进行辊压作业时,当高温玻璃液体表面接触到经过预加热的上压辊以及下压辊后,降低了玻璃的不同位置和层次受热的差值,使得玻璃的不同位置和层次之间硬化速度的差异显著降低,提高了玻璃生产制备合格率的同时,也提升了玻璃生产制造过程中的效率以及安全性。
18.(2)在通过中空压辊主体对由玻璃窑内流出的高温玻璃液体进行辊压作业前,操作人员通过控制开关控制电热丝开启,当电热丝开启后,电热丝工作时产生的热量通过导热金属丝传递至金属导热球体表面,热量再由多个金属导热球体的表面向导热环体处传递,最后再通过导热环体将热量传递至中空压辊主体表面实现对中空压辊主体表面的预热处理。
19.(3)通过设置在导热环体内部,且连接在相邻两个金属导热球体外壁之间的传热金属丝,使得多个金属导热球体之间通过传热金属丝形成一个整体结构,使得各个金属导热球体之间不再是一个孤立的点,不仅增强了相邻两金属导热球体之间的热量传递,同时也有利于传递至金属导热球体表面的热量快速且均匀的传递至导热环体各处,提升了导热环体对中空压辊主体的加热效果。
20.(4)电热丝开启并对金属导热球体进行加热后,金属导热球体将热量传递至吸水层处,吸水层内部吸收的液体介质在受热后蒸发汽化,使得金属导热球体内部的空腔中气压增大。操作人员通过已有的测温仪器对中空压辊主体表面温度进行测温后,当中空压辊主体表面温度达到预定值时,操作人员再通过控制开关控制电热丝关闭,当电热丝关闭并不再对金属导热球体进行加热时,空腔内存储的热蒸汽可实现对金属导热球体的二次加热处理,热量再由导热环体传递至金属导热球体处,从而避免在电热丝关闭后,中空压辊主体表面温度降低过快的情况发生,随后快速将经过预热处理后的中空压辊主体对高温玻璃液体进行辊压处理。
21.(5)金属导热球体将热量传递至吸水层处,吸水层内部吸收的液体介质在受热后蒸发汽化,使得金属导热球体内部的空腔中气压增大,空腔内的热蒸汽流入至与空腔相连通的气流孔道内,当锥型中空气嘴内部的热蒸汽量逐渐增多时,锥型中空气嘴内部气压压力增大并顶动下封堵球,使得气流孔道内在锥型进气嘴与锥型中空气嘴之间的热蒸汽逐渐增多,处在锥型进气嘴与锥型中空气嘴之间的热蒸汽对气流孔道内壁加热,热量再向金属
导热球体外表面方向传递,通过气流孔道间的导热金属网,使得各个气流孔道内的热量得以相互传递,有利于热量快速传递至金属导热球体的各处。
22.(6)当气流孔道内处在锥型进气嘴与锥型中空气嘴之间的热蒸汽逐渐增多时,气压压力向上推动上封堵球,当热蒸汽通过导气筒体上的泄气口排向气流孔道内部时,热蒸汽通过流动过程中接触内阻流罩以及内阻流罩外壁受冷液化形成水滴,水滴落入顺着内阻流罩以及内阻流罩外壁流至环形吸水部处,环形吸水部将液化的水滴吸收,被环形吸水部吸收的水滴由于吸水绳的毛细作用被逐渐迁移至吸水层处,使得用于蓄热的液体介质得以循环使用,从而使得吸水层内部所吸收的液体介质能够对金属导热球体进行循环加热处理。
附图说明
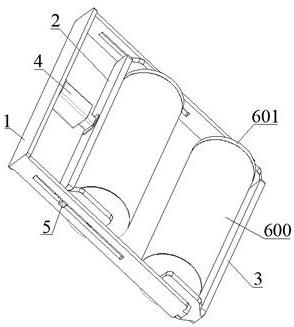
23.图1为本发明的整体结构示意图;图2为本发明的正面结构示意图;图3为本发明的辊轮组件的剖面放大示意图;图4为本发明图3中c处的局部放大示意图;图5为本发明图3中a处的局部放大示意图;图6为本发明图3中b处的局部放大示意图;图7为本发明蓄热球的剖面放大示意图;图8为本发明蓄热球中气压调节部的剖面放大示意图;图9为本发明图8中弹性件的剖面放大示意图;图10为本发明中导热金属网的部分立体结构示意图。
24.图中标号说明:1、安装架体;2、活动辊架;3、固定辊架;4、电动伸缩杆;5、导正滑块;600、中空压辊主体;601、端部封板;602、导热环体;603、传热金属丝;604、蓄电池;605、控制开关;606、电池盒;607、盖板;608、气凝胶板;609、导热金属丝;610、第一气凝胶外套层;611、电热丝;612、第四气凝胶外套层;700、金属导热球体;701、导热金属网;702、金属网;703、吸水层;704、导通管;705、导气筒体;706、外阻流罩;707、锥型排气嘴;708、锥型进气嘴;709、上封堵球;711、吸水绳;712、环形吸水部;713、第三气凝胶外套层;714、锥型中空气嘴;715、下封堵球;716、下复位弹簧;717、纵置筒体;719、滑移座;721、上复位弹簧。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解
为指示或暗示相对重要性。
27.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
28.实施例:请参阅图1-3所示,一种玻璃制造用压辊装置,包括安装架体1,安装架体1内腔的下部连接有固定辊架3,安装架体1内腔的上方设有活动辊架2,活动辊架2的顶部与安装架体1内腔的顶壁之间连接有电动伸缩杆4,活动辊架2与固定辊架3的内腔均转动连接有用于对高温玻璃液体进行挤压成型的辊轮组件,辊轮组件包括中空压辊主体600,中空压辊主体600的开口端密封盖合有端部封板601,端部封板601的表面设有下凹陷,下凹陷内设有控制开关605,端部封板601靠近中空压辊主体600开口的一侧连接有盖板607,盖板607远离端部封板601的一侧固定连接有电池盒606,电池盒606的内壁上胶黏固定有气凝胶隔热层,气凝胶隔热层内设有蓄电池604,盖板607在电池盒606开口的位置处连接有气凝胶板608,电池盒606上设有主动放热模块。活动辊架2的左右侧均连接有导正滑块5,安装架体1内腔的左右侧与导正滑块5位置对应处均竖向贯穿开设有与其相适配的导槽,且导正滑块5远离活动辊架2的一端穿过所对应的导槽。
29.请参阅图3-6所示,主动放热模块包括电热丝611,电热丝611的外周套设有第四气凝胶外套层612,电热丝611的外周套设有导热环体602,导热环体602的外壁与中空压辊主体600内腔的侧壁相连接,导热环体602的内部均匀设有多个蓄热球,蓄热球上均设有导热金属丝609,导热金属丝609的外周套设有第一气凝胶外套层610,通过第一气凝胶外套层610实现对导热金属丝609的保温隔热处理,避免导热金属丝609散热过快,导热金属丝609的两端均由第一气凝胶外套层610内部伸出,导热环体602的内部在相邻两个蓄热球之间均设有传热金属丝603,电热丝611上连接有固定架,且固定架远离电热丝611的一端与电池盒606相连接,蓄电池604、控制开关605以及电热丝611三者之间通过导线串联连接形成回路,一个中空压辊主体600设置于活动辊架2的内部,该中空压辊主体600与其开口端所连接端部封板601的相背端上均转动连接有转轴,且该中空压辊主体600与端部封板601所组成的整体结构通过转轴转动连接于活动辊架2的内部,另一个中空压辊主体600设置于固定辊架3的内部,该中空压辊主体600与其开口端所连接端部封板601的相背端上均转动连接有转轴,且该中空压辊主体600与端部封板601所组成的整体结构通过转轴转动连接于固定辊架3的内部。
30.请参阅图7所示,蓄热球包括金属导热球体700,金属导热球体700的内部还均匀设有多个导热金属网701,导热金属网701优选采用铝材料制成,导热金属网701呈球形曲面形状,金属导热球体700的圆心处设有空腔,该空腔内连接有金属网702,金属网702的两侧均连接有吸水层703,吸水层703的内部吸收有液体介质,本发明中的液体介质优选水,金属导热球体700的内部还均匀设有多个气流孔道,且多个气流孔道均环设于空腔的外周,气流孔道靠近空腔的一端均与空腔相连通,每个气流孔道内均设有气压调节部。多个金属导热球体700均设置于导热环体602的内部,传热金属丝603的两端均与其相对应金属导热球体700
的外壁相连接。通过设置在导热环体602内部,且连接在相邻两个金属导热球体700外壁之间的传热金属丝603,使得多个金属导热球体700之间通过传热金属丝603形成一个整体结构,使得各个金属导热球体700之间不再是一个孤立的点,不仅增强了相邻两金属导热球体700之间的热量传递,同时也有利于传递至金属导热球体700表面的热量快速且均匀的传递至导热环体602各处,提升了导热环体602对中空压辊主体600的加热效果。导热金属丝609的一端伸出第一气凝胶外套层610的内部并与所对应金属导热球体700的外壁相连接,该导热金属丝609的另一端延伸出第一气凝胶外套层610的内部穿过第四气凝胶外套层612并与电热丝611的侧壁相连接。在通过中空压辊主体600对由玻璃窑内流出的高温玻璃液体进行辊压作业前,操作人员通过控制开关605控制电热丝611开启,当电热丝611开启后,电热丝611工作时产生的热量通过导热金属丝609传递至金属导热球体700表面,热量再由多个金属导热球体700的表面向导热环体602处传递,最后再通过导热环体602将热量传递至中空压辊主体600表面实现对中空压辊主体600表面的预热处理。电热丝611开启并对金属导热球体700进行加热后,金属导热球体700将热量传递至吸水层703处,吸水层703内部吸收的液体介质在受热后蒸发汽化,使得金属导热球体700内部的空腔中气压增大。操作人员通过已有的测温仪器对中空压辊主体600表面温度进行测温后,当中空压辊主体600表面温度达到预定值时,操作人员再通过控制开关605控制电热丝611关闭,当电热丝611关闭并不再对金属导热球体700进行加热时,空腔内存储的热蒸汽可实现对金属导热球体700的二次加热处理,热量再由导热环体602传递至金属导热球体700处,从而避免在电热丝611关闭后,中空压辊主体600表面温度降低过快的情况发生,随后快速将经过预热处理后的中空压辊主体600对高温玻璃液体进行辊压处理。
31.请参阅图8所示,气压调节部包括导通管704和锥型中空气嘴714,锥型中空气嘴714设置于气流孔道靠近空腔的一侧,且锥型中空气嘴714与气流孔道的侧壁相连接,锥型中空气嘴714的宽开口朝向空腔,锥型中空气嘴714的窄开口端封堵有一颗下封堵球715,下封堵球715的外壁连接有下复位弹簧716,下复位弹簧716远离下封堵球715的一端连接有支架,下复位弹簧716设置于锥型中空气嘴714的内部,且支架与锥型中空气嘴714的内壁相连接,导通管704靠近锥型中空气嘴714的一端设有锥型进气嘴708,导通管704远离锥型进气嘴708的一端设有锥型排气嘴707,锥型排气嘴707远离的开口处连通有导气筒体705,导气筒体705侧壁的上部水平开设有泄气口,锥型排气嘴707的外壁连接有环形吸水部712,环形吸水部712的内部插接固定有吸水绳711,吸水层703、吸水绳711以及环形吸水部712均采用超高吸水纤维材质制成,吸水绳711的外周套设有第三气凝胶外套层713,吸水绳711远离环形吸水部712的一端延伸出第三气凝胶外套层713的内部并与所对应吸水层703的外表面相连接,导通管704的内部设有弹性件,导热金属网701处于锥型进气嘴708与锥型中空气嘴714之间,金属导热球体700将热量传递至吸水层703处,吸水层703内部吸收的液体介质在受热后蒸发汽化,使得金属导热球体700内部的空腔中气压增大,空腔内的热蒸汽流入至与空腔相连通的气流孔道内,当锥型中空气嘴714内部的热蒸汽量逐渐增多时,锥型中空气嘴714内部气压压力增大并顶动下封堵球715,使得气流孔道内在锥型进气嘴708与锥型中空气嘴714之间的热蒸汽逐渐增多,导通管704固定连接于气流孔道内远离空腔的一侧,导气筒体705的外周由上到下均匀设有多个外阻流罩706,且上下两个相邻的外阻流罩706之间设有内阻流罩,外阻流罩706与气流孔道的侧壁相连接,内阻流罩与导气筒体705的侧壁相
连接。金属导热球体700将热量传递至吸水层703处,吸水层703内部吸收的液体介质在受热后蒸发汽化,使得金属导热球体700内部的空腔中气压增大,空腔内的热蒸汽流入至与空腔相连通的气流孔道内,当锥型中空气嘴714内部的热蒸汽量逐渐增多时,锥型中空气嘴714内部气压压力增大并顶动下封堵球715,使得气流孔道内在锥型进气嘴708与锥型中空气嘴714之间的热蒸汽逐渐增多,处在锥型进气嘴708与锥型中空气嘴714之间的热蒸汽对气流孔道内壁加热,热量再向金属导热球体700外表面方向传递,通过气流孔道间的导热金属网701,使得各个气流孔道内的热量得以相互传递,有利于热量快速传递至金属导热球体700的各处。
32.请参阅图9所示,弹性件包括纵置筒体717,纵置筒体717的内部连接有基板,基板靠近锥型进气嘴708开口的一侧连接有上复位弹簧721,上复位弹簧721远离基板的一端连接有与纵置筒体717内径尺寸相适配的滑移座719,滑移座719远离上复位弹簧721的一侧连接有推杆,推杆远离滑移座719的一端穿出纵置筒体717的内部并连接有上封堵球709,纵置筒体717的侧壁连接有衔接杆,且衔接杆远离纵置筒体717的一端与导通管704内腔的侧壁相连接,上封堵球709设置于所对应锥型进气嘴708的内部,且上封堵球709封堵在锥型进气嘴708的开口处。当气流孔道内处在锥型进气嘴708与锥型中空气嘴714之间的热蒸汽逐渐增多时,气压压力向上推动上封堵球709,当热蒸汽通过导气筒体705上的泄气口排向气流孔道内部时,热蒸汽通过流动过程中接触外阻流罩706以及内阻流罩外壁受冷液化形成水滴,水滴落入顺着外阻流罩706以及内阻流罩外壁流至环形吸水部712处,环形吸水部712将液化的水滴吸收,被环形吸水部712吸收的水滴由于吸水绳711的毛细作用被逐渐迁移至吸水层703处,使得用于蓄热的液体介质得以循环使用,从而使得吸水层703内部所吸收的液体介质能够对金属导热球体700进行循环加热处理。
33.请参考图1-10所示,本发明提供了一种在对由玻璃窑内流出的高温玻璃液体进行辊压处理前,能够自动对上压辊以及下压辊进行预加热的辊压装置,使得本辊压装置在对高温玻璃液体进行辊压作业时,当高温玻璃液体表面接触到经过预加热的上压辊以及下压辊后,降低了玻璃的不同位置和层次受热的差值,使得玻璃的不同位置和层次之间硬化速度的差异显著降低,提高了玻璃生产制备合格率的同时,也提升了玻璃生产制造过程中的效率以及安全性。
34.在通过中空压辊主体600对由玻璃窑内流出的高温玻璃液体进行辊压作业前,操作人员通过控制开关605控制电热丝611开启,当电热丝611开启后,电热丝611工作时产生的热量通过导热金属丝609传递至金属导热球体700表面,热量再由多个金属导热球体700的表面向导热环体602处传递,最后再通过导热环体602将热量传递至中空压辊主体600表面实现对中空压辊主体600表面的预热处理。通过设置在导热环体602内部,且连接在相邻两个金属导热球体700外壁之间的传热金属丝603,使得多个金属导热球体700之间通过传热金属丝603形成一个整体结构,使得各个金属导热球体700之间不再是一个孤立的点,不仅增强了相邻两金属导热球体700之间的热量传递,同时也有利于传递至金属导热球体700表面的热量快速且均匀的传递至导热环体602各处,提升了导热环体602对中空压辊主体600的加热效果。
35.电热丝611开启并对金属导热球体700进行加热后,金属导热球体700将热量传递至吸水层703处,吸水层703内部吸收的液体介质在受热后蒸发汽化,使得金属导热球体700
内部的空腔中气压增大。操作人员通过已有的测温仪器对中空压辊主体600表面温度进行测温后,当中空压辊主体600表面温度达到预定值时,操作人员再通过控制开关605控制电热丝611关闭,当电热丝611关闭并不再对金属导热球体700进行加热时,空腔内存储的热蒸汽可实现对金属导热球体700的二次加热处理,热量再由导热环体602传递至金属导热球体700处,从而避免在电热丝611关闭后,中空压辊主体600表面温度降低过快的情况发生,随后快速将经过预热处理后的中空压辊主体600对高温玻璃液体进行辊压处理。
36.金属导热球体700将热量传递至吸水层703处,吸水层703内部吸收的液体介质在受热后蒸发汽化,使得金属导热球体700内部的空腔中气压增大,空腔内的热蒸汽流入至与空腔相连通的气流孔道内,当锥型中空气嘴714内部的热蒸汽量逐渐增多时,锥型中空气嘴714内部气压压力增大并顶动下封堵球715,使得气流孔道内在锥型进气嘴708与锥型中空气嘴714之间的热蒸汽逐渐增多,处在锥型进气嘴708与锥型中空气嘴714之间的热蒸汽对气流孔道内壁加热,热量再向金属导热球体700外表面方向传递,通过气流孔道间的导热金属网701,使得各个气流孔道内的热量得以相互传递,有利于热量快速传递至金属导热球体700的各处。
37.当气流孔道内处在锥型进气嘴708与锥型中空气嘴714之间的热蒸汽逐渐增多时,气压压力向上推动上封堵球709,当热蒸汽通过导气筒体705上的泄气口排向气流孔道内部时,热蒸汽通过流动过程中接触外阻流罩706以及内阻流罩外壁受冷液化形成水滴,水滴落入顺着外阻流罩706以及内阻流罩外壁流至环形吸水部712处,环形吸水部712将液化的水滴吸收,被环形吸水部712吸收的水滴由于吸水绳711的毛细作用被逐渐迁移至吸水层703处,使得用于蓄热的液体介质得以循环使用,从而使得吸水层703内部所吸收的液体介质能够对金属导热球体700进行循环加热处理。
38.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
