1.本发明属于机器视觉技术领域,具体涉及一种微孔发泡注塑制品的质量检测方法。
背景技术:
2.注塑机生产时,将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品,注塑是塑料制品外壳生产过程中是重要环节之一。在目前追求效率的大环境中,微孔发泡成型技术不仅能减小熔融物料黏度,降低加工温度,减小加工周期和保压压力,而且能消除制品缩痕,减小制品重量、收缩和尺寸变化。
3.尽管微孔发泡注塑成型工艺有着诸多优点,但是微孔发泡注塑制品的表面质量问题严重制约了该技术的工业应用范围,特别是在外观件领域的应用。一般认为,大尺寸的表面缺陷如吹破、表面气泡等是制品局部位置工艺条件不适当造成,可以通过改善模具设计及冷却、调节scf含量等进行消除。而小尺寸的表面缺陷如银纹、涡流痕导致的制品表面粗糙度较大,则是限制其应用范围的主要原因。银纹是微孔注塑制品表面在注塑料流方向的流痕,是表层的气泡剪切变形后留下的痕迹。注塑产品中银纹产生的原因,一般是由于注塑时螺杆内熔体中的空气及模腔内的空气无法排出,空气混杂在熔体内,致使注塑件表面产生银丝状纹路,银纹也叫料花,但是目前对于注塑件表面银纹缺陷一般靠人工检测,人工检测效率较低,且检测精度不高。
技术实现要素:
4.本发明提供一种微孔发泡注塑制品的质量检测方法,根据注塑制品表面图像的银纹的特征,得到注塑制品表面粗糙度,根据注塑制品表面粗糙度对微孔发泡注塑制品的质量进行判断。
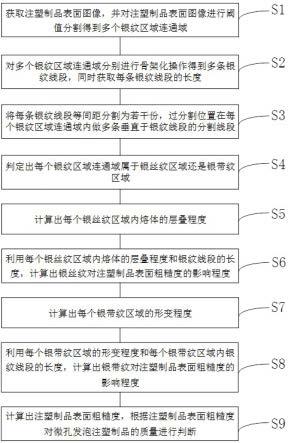
5.本发明的一种微孔发泡注塑制品的质量检测方法采用如下技术方案:该方法包括:获取注塑制品表面图像,并对注塑制品表面图像进行阈值分割得到多个银纹区域连通域;对多个银纹区域连通域分别进行骨架化操作得到多条银纹线段,同时获取每条银纹线段的长度;将每条银纹线段等间距分割为若干份,过分割位置在每个银纹区域连通域内做多条垂直于银纹线段的分割线段;对每个银纹区域连通域内每条分割线段上的全部像素点进行逐个遍历,根据每个像素点与周围邻域像素点灰度值差异,判定出每个银纹区域连通域属于银丝纹区域还是银带纹区域;对每个银丝纹区域内的多条分割线段上像素点的灰度值进行曲线拟合得到多条波动曲线,根据每条波动曲线上波峰与波谷的灰度值差异计算出每个银丝纹区域内熔体的
层叠程度;利用每个银丝纹区域内熔体的层叠程度和银纹线段的长度,计算出银丝纹对注塑制品表面粗糙度的影响程度;根据每个银带纹区域内像素点个数与该银带纹区域的最小外接矩形内像素点个数的比值,计算出每个银带纹区域的形变程度;利用每个银带纹区域的形变程度和每个银带纹区域内银纹线段的长度,计算出银带纹对注塑制品表面粗糙度的影响程度;利用银丝纹对注塑制品表面粗糙度的影响程度和银带纹对注塑制品表面粗糙度的影响程度,计算出注塑制品表面粗糙度,根据注塑制品表面粗糙度对微孔发泡注塑制品的质量进行判断。
6.进一步地,所述根据每个像素点与周围邻域像素点灰度值差异,判定出每个银纹区域连通域属于银丝纹区域还是银带纹区域,包括:计算出每个像素点与周围每个邻域像素点灰度值差值,由得到的全部差值计算出每个像素点与周围邻域像素点灰度值差值的均值;当任一像素点与周围邻域像素点灰度值差值的均值大于预设均值阈值时,将该像素点标记为银丝纹像素点,否则将该像素点标记为银带纹像素点,同理对每个银纹区域连通域内每条分割线段上的每个像素点进行标记;根据每个银纹区域连通域内多条分割线段上银丝纹像素点的总个数和银带纹像素点的总个数,计算出每个银纹区域连通域内银带纹像素点占比;当任一银纹区域连通域内银带纹像素点占比大于等于预设比例阈值时,判定该银纹区域连通域属于银带纹区域,否则该银纹区域连通域属于银丝纹区域;同理判定出每个银纹区域连通域属于银丝纹区域还是银带纹区域。
7.进一步地,所述根据每条波动曲线上波峰与波谷的灰度值差异计算出每个银丝纹区域内熔体的层叠程度,包括:选取任一银丝纹区域内任一条波动曲线作为待计算波动曲线;将待计算波动曲线上最高波峰的灰度值和最低波谷的灰度值做差,得到待计算波动曲线对应的最大灰度值差异度;将待计算波动曲线上相邻波峰和波谷作为一对,将每对波峰和波谷中的波峰的灰度值和波谷的灰度值对应做差,得到待计算波动曲线对应的相邻波峰和波谷的灰度值差异度;由待计算波动曲线对应的相邻波峰和波谷的灰度值差异度和最大灰度值差异度,共同组成灰度值差异度集合;将灰度值差异度集合的均值作为待计算波动曲线上熔体的层叠程度,按照待计算波动曲线上熔体的层叠程度的计算方法,计算出每个银丝纹区域内每条波动曲线上熔体的层叠程度;将每个银丝纹区域内全部波动曲线上熔体的层叠程度的均值,作为每个银丝纹区域内熔体的层叠程度。
8.进一步地,所述利用每个银丝纹区域内熔体的层叠程度和银纹线段的长度,计算出银丝纹对注塑制品表面粗糙度的影响程度,包括:
将每个银丝纹区域内熔体的层叠程度做归一化处理,得到每个银丝纹区域内熔体的归一化层叠程度;利用每个银丝纹区域内熔体的归一化层叠程度和银纹线段的长度,计算出银丝纹对注塑制品表面粗糙度的影响程度。
9.进一步地,所述银丝纹对注塑制品表面粗糙度的影响程度的计算公式如下式所示:其中,表示第个银丝纹区域内银纹线段的长度;表示第个银丝纹区域内熔体的归一化层叠程度;表示银丝纹区域的总个数;表示银丝纹对注塑制品表面粗糙度的影响程度,银丝纹区域的个数越多,同时每个银丝纹区域内银纹线段的长度越长、每个银丝纹区域内熔体的归一化层叠程度越大,银丝纹对注塑制品表面粗糙度的影响程度越大。
10.进一步地,所述每个银带纹区域的形变程度的计算公式如下式所示:其中,表示任一银带纹区域内像素点个数;表示任一银带纹区域的最小外接矩形内像素点个数;表示银带纹区域的形变程度。
11.进一步地,所述利用每个银带纹区域的形变程度和每个银带纹区域内银纹线段的长度,计算出银带纹对注塑制品表面粗糙度的影响程度,包括:将每个银带纹区域的形变程度做归一化处理,得到每个银带纹区域的归一化形变程度;利用每个银带纹区域的归一化形变程度和银纹线段的长度,计算出银带纹对注塑制品表面粗糙度的影响程度;银带纹对注塑制品表面粗糙度的影响程度的计算公式如下式所示:其中,表示第个银带纹区域内银纹线段的长度;表示第个银带纹区域的归一化形变程度;表示银带纹区域的总个数;表示银带纹对注塑制品表面粗糙度的影响程度,银带纹区域的个数越多,同时每个银带纹区域内银纹线段的长度越长、每个银带纹区域的归一化形变程度越大,银带纹对注塑制品表面粗糙度的影响程度越大。
12.进一步地,所述注塑制品表面粗糙度的计算公式如下式所示:其中,表示银带纹对注塑制品表面粗糙度的影响程度;表示银带纹对注塑制品表面粗糙度的影响程度的权重,经验值设定为;表示银丝纹对注塑制品表面粗
糙度的影响程度;表示银丝纹对注塑制品表面粗糙度的影响程度的权重,经验值设定为;表示银丝纹区域的总个数;表示银带纹区域的总个数;表示注塑制品表面粗糙度。
13.本发明的有益效果是:本发明提供一种微孔发泡注塑制品的质量检测方法,根据注塑制品表面图像的银纹的特征,得到注塑制品表面粗糙度,根据注塑制品表面粗糙度对微孔发泡注塑制品的质量进行判断,当微孔发泡注塑制品的质量不满足要求时,调整模具型腔气体压力,改善制品表面质量。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
15.图1为本发明的一种微孔发泡注塑制品的质量检测方法的实施例总体步骤的流程示意图。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.本发明的一种微孔发泡注塑制品的质量检测方法的实施例,如图1所示,该方法包括:s1、获取注塑制品表面图像,并对注塑制品表面图像进行阈值分割得到多个银纹区域连通域。
18.本发明中利用相机采集运输机上注塑制品表面全域图像,并利用dnn语义分割的方法对注塑制品表面全域图像进行分割,将注塑制品表面全域图像中背景区域去除得到注塑制品表面图像。
19.在获取注塑制品表面图像后,对其做灰度化处理,由于注塑制品表面图像中由于噪声的存在将在一定程度上影响提取图像特征的精度,进而阻碍后续的图像的处理和分析。使用中值滤波对注塑制品表面图像进行平滑去噪处理,抑制或消除这些噪声的影响,改善注塑制品表面图像的质量。之后统计注塑制品表面图像的灰度直方图,对注塑制品表面图像的灰度直方图做自适应直方图均衡化,去除注塑制品表面图像高光影响,提高图像的对比度。
20.注塑制品表面银纹在光线照射下呈现银白色光泽,大津算法可以根据注塑制品表面图像的灰度直方图,计算出能将注塑制品表面图像中银纹区域与其他区域分开的最佳阈值。利用大津算法计算注塑制品表面图像的全局阈值,当注塑制品表面图像中像素点的
灰度值大于时,判定该像素点为银纹区域像素点,由全部银纹区域像素点组成n个银纹区域连通域。
21.s2、对多个银纹区域连通域分别进行骨架化操作得到多条银纹线段,同时获取每条银纹线段的长度。
22.本发明在获取多个银纹区域连通域后,对每个银纹区域连通域做形态学细化操作,即将银纹区域连通域的线条从多像素点宽度减少为单像素点宽度的过程,此过程也称为骨架化操作。对多个银纹区域连通域分别进行骨架化操作得到多条银纹线段,同时获取每条银纹线段的长度,l表示银纹线段的长度。
23.s3、将每条银纹线段等间距分割为若干份,过分割位置在每个银纹区域连通域内做多条垂直于银纹线段的分割线段。
24.本发明中在步骤s2中得到了多条银纹线段,每个银纹区域连通域内对应一条银纹线段。以一个银纹区域连通域为例,将该银纹区域连通域内的银纹线段等间距分割为若干份,过分割位置在每个银纹区域连通域内做多条垂直于银纹线段的分割线段。其中,最优将银纹线段等间距分割为6等份,过分割位置中5个像素点坐标,做5条垂直于银纹线段的分割线段。
25.s4、对每个银纹区域连通域内每条分割线段上的全部像素点进行逐个遍历,根据每个像素点与周围邻域像素点灰度值差异,判定出每个银纹区域连通域属于银丝纹区域还是银带纹区域。
26.由于银纹平行于熔体流动方向,故做垂直于熔体流动方向的多条分割线段,通过每个银纹区域连通域内多条分割线段上每个像素点与周围邻域像素点灰度值差异,判定出每个银纹区域连通域属于银丝纹区域还是银带纹区域。
27.银带纹是气泡受剪切力变形未破裂形成的,其像素点的灰度值相差不大。而银丝纹是气泡破裂或逸出会形成层叠状、丝线形的边界纹理形貌,其像素点的灰度值沿垂直于流动方向相差较大。
28.其中,所述根据每个像素点与周围邻域像素点灰度值差异,判定出每个银纹区域连通域属于银丝纹区域还是银带纹区域,包括:s41、计算出每个像素点与周围每个邻域像素点灰度值差值,由得到的全部差值计算出每个像素点与周围邻域像素点灰度值差值的均值。
29.本发明中在一个银纹区域连通域内对每条分割线段上的全部像素点进行逐个遍历,将每个像素点与周围八邻域像素点进行统计,计算出每个像素点与周围八邻域内每个邻域像素点灰度值差值,由得到的全部差值计算出每个像素点与周围邻域像素点灰度值差值的均值,每个像素点与周围邻域像素点灰度值差值的均值的计算公式如下式所示:其中,表示任一像素点的坐标,其余为的八邻域像素点;表示像素点与周围邻域像素点灰度值差值的均值。
30.s42、当任一像素点与周围邻域像素点灰度值差值的均值大于预设均值阈值时,将该像素点标记为银丝纹像素点,否则将该像素点标记为银带纹像素点,同理对每个银纹区域连通域内每条分割线段上的每个像素点进行标记。
31.本发明中根据经验将预设均值阈值设为10,若p》10,则判断此像素点在银丝纹上,将该像素点标记为银丝纹像素点,标记为b。若p《10,则判断此像素点在银带纹上,将该像素点标记为银带纹像素点,标记为a。
32.s43、根据每个银纹区域连通域内多条分割线段上银丝纹像素点的总个数和银带纹像素点的总个数,计算出每个银纹区域连通域内银带纹像素点占比。
33.统计每个银纹区域连通域内多条分割线段上银丝纹像素点的总个数和银带纹像素点的总个数,并根据和计算出每个银纹区域连通域内银带纹像素点占比。
34.每个银纹区域连通域内银带纹像素点占比的计算公式如下式所示:其中,表示银带纹像素点的总个数;表示银丝纹像素点的总个数;表示每个银纹区域连通域内银带纹像素点占比。
35.s44、当任一银纹区域连通域内银带纹像素点占比大于等于预设比例阈值时,判定该银纹区域连通域属于银带纹区域,否则该银纹区域连通域属于银丝纹区域;同理判定出每个银纹区域连通域属于银丝纹区域还是银带纹区域。
36.在步骤s43中,计算出了每个银纹区域连通域内银带纹像素点占比,当任一银纹区域连通域内银带纹像素点占比大于等于预设比例阈值时,即时判定该银纹区域连通域属于银带纹区域,否则该银纹区域连通域属于银丝纹区域。至此获得个银带纹区域和个银丝纹区域。
37.s5、对每个银丝纹区域内的多条分割线段上像素点的灰度值进行曲线拟合得到多条波动曲线,根据每条波动曲线上波峰与波谷的灰度值差异计算出每个银丝纹区域内熔体的层叠程度。
38.其中,所述根据每条波动曲线上波峰与波谷的灰度值差异计算出每个银丝纹区域内熔体的层叠程度,包括:s51、选取任一银丝纹区域内任一条波动曲线作为待计算波动曲线。
39.在对每个银丝纹区域内的多条分割线段上像素点的灰度值进行曲线拟合得到多条波动曲线后,选取任一银丝纹区域内任一条波动曲线作为待计算波动曲线。
40.s52、将待计算波动曲线上最高波峰的灰度值和最低波谷的灰度值做差,得到待计算波动曲线对应的最大灰度值差异度。
41.统计待计算波动曲线上最高波峰的灰度值和最低波谷的灰度值做差,得到待计算波动曲线对应的最大灰度值差异度,表示待计算波动曲线的最大粗糙度。
42.s53、将待计算波动曲线上相邻波峰和波谷作为一对,将每对波峰和波谷中的波峰的灰度值和波谷的灰度值对应做差,得到待计算波动曲线对应的相邻波峰和波谷的灰度值
差异度,待计算波动曲线对应的相邻波峰和波谷的灰度值差异度集合为,其中m为相邻波峰与波谷的对数。
43.s54、由待计算波动曲线对应的相邻波峰和波谷的灰度值差异度和最大灰度值差异度,共同组成灰度值差异度集合,灰度值差异度集合为。
44.s55、将灰度值差异度集合的均值作为待计算波动曲线上熔体的层叠程度,按照待计算波动曲线上熔体的层叠程度的计算方法,计算出每个银丝纹区域内每条波动曲线上熔体的层叠程度。
45.将待计算波动曲线对应的灰度值差异度集合为的均值,作为待计算波动曲线上熔体的层叠程度。按照待计算波动曲线上熔体的层叠程度的计算方法,计算出每个银丝纹区域内每条波动曲线上熔体的层叠程度,由每个银丝纹区域内每条波动曲线上熔体的层叠程度组成集合,表示每个银丝纹区域内波动曲线的条数。
46.s56、将每个银丝纹区域内全部波动曲线上熔体的层叠程度的均值,作为每个银丝纹区域内熔体的层叠程度。
47.计算每个银丝纹区域内每条波动曲线上熔体的层叠程度组成集合的均值e,用e来表示每个银丝纹区域内熔体的层叠程度。
48.s6、利用每个银丝纹区域内熔体的层叠程度和银纹线段的长度,计算出银丝纹对注塑制品表面粗糙度的影响程度。
49.银丝纹是气泡长带破裂,气体从塑料基体中逸出,然后被困在固化熔体与型腔壁之间,则在长带逸出气体的区域一般会形成明显的银丝纹。由于表层气泡内的气体量不同或困在固化熔体与型腔壁间的气体量不同,导致银丝纹间高低不同,形成阶梯状,直接影响制品表面粗糙度。因此可根据银丝纹区域内银纹线段的长度和银丝纹区域内熔体的层叠程度,计算出银丝纹对注塑制品表面粗糙度的影响程度。
50.其中,先将每个银丝纹区域内熔体的层叠程度做归一化处理,得到每个银丝纹区域内熔体的归一化层叠程度。统计每个银丝纹区域内熔体的层叠程度集合,对集合做归一化处理,使其处于区间[0,1]中,得到每个银丝纹区域内熔体的归一化层叠程度集合。
[0051]
利用每个银丝纹区域内熔体的归一化层叠程度和银纹线段的长度,计算出银丝纹对注塑制品表面粗糙度的影响程度。利用每个银丝纹区域内熔体的归一化层叠程度集合作为每个银丝纹区域内银纹线段的长度的权值,计算出银丝纹对注塑制品表面粗糙度的影响程度。
[0052]
银丝纹对注塑制品表面粗糙度的影响程度的计算公式如下式所示:
其中,表示第个银丝纹区域内银纹线段的长度;表示第个银丝纹区域内熔体的归一化层叠程度;表示银丝纹区域的总个数;表示银丝纹对注塑制品表面粗糙度的影响程度,银丝纹区域的个数越多,同时每个银丝纹区域内银纹线段的长度越长、每个银丝纹区域内熔体的归一化层叠程度越大,银丝纹对注塑制品表面粗糙度的影响程度越大。
[0053]
s7、根据每个银带纹区域内像素点个数与该银带纹区域的最小外接矩形内像素点个数的比值,计算出每个银带纹区域的形变程度。
[0054]
沿剪切力方向做银带纹区域的最小外接矩形,计算银带纹区域的最小外接矩形内像素点个数,再计算银带纹区域内像素点个数,由于气泡受剪切力产生形变,其会由圆形逐渐变化成矩形,故银带纹区域的矩形度越大,说明形变程度越大。
[0055]
银带纹区域的形变程度的计算公式如下式所示:其中,表示任一银带纹区域内像素点个数;表示任一银带纹区域的最小外接矩形内像素点个数;表示银带纹区域的形变程度。
[0056]
s8、利用每个银带纹区域的形变程度和每个银带纹区域内银纹线段的长度,计算出银带纹对注塑制品表面粗糙度的影响程度。
[0057]
银带纹的泡核因为外部压力的降低,逐渐长大,并因塑料熔体的流动受到剪切作用,被拉伸变形成长带状,其中看不出气体逸出的痕迹。因此根据气泡受剪切力的形变程度和气泡内的气体量来计算出银带纹对注塑制品表面粗糙度的影响程度。
[0058]
其中,将每个银带纹区域的形变程度做归一化处理,得到每个银带纹区域的归一化形变程度。统计每个银带纹区域的形变程度集合,对集合做归一化处理,使其处于区间[0,1]中,得到每个银带纹区域的归一化形变程度集合。
[0059]
利用每个银带纹区域的归一化形变程度和银纹线段的长度,计算出银带纹对注塑制品表面粗糙度的影响程度。利用每个银带纹区域的归一化形变程度集合作为每个银带纹区域内银纹线段的长度集合的权值,计算出银带纹对注塑制品表面粗糙度的影响程度。
[0060]
银带纹对注塑制品表面粗糙度的影响程度的计算公式如下式所示:
其中,表示第个银带纹区域内银纹线段的长度;表示第个银带纹区域的归一化形变程度;表示银带纹区域的总个数;表示银带纹对注塑制品表面粗糙度的影响程度,银带纹区域的个数越多,同时每个银带纹区域内银纹线段的长度越长、每个银带纹区域的归一化形变程度越大,银带纹对注塑制品表面粗糙度的影响程度越大。
[0061]
s9、利用银丝纹对注塑制品表面粗糙度的影响程度和银带纹对注塑制品表面粗糙度的影响程度,计算出注塑制品表面粗糙度,根据注塑制品表面粗糙度对微孔发泡注塑制品的质量进行判断。
[0062]
由于银带纹区域的气泡为破裂,没有气体逸出的痕迹,而银丝纹区域的气泡破裂造成层叠,故相比较银带纹,银丝纹对制品表面粗糙度的影响更大,根据此计算出注塑制品表面粗糙度。
[0063]
注塑制品表面粗糙度的计算公式如下式所示:其中,表示银带纹对注塑制品表面粗糙度的影响程度;表示银带纹对注塑制品表面粗糙度的影响程度的权重,经验值设定为;表示银丝纹对注塑制品表面粗糙度的影响程度;表示银丝纹对注塑制品表面粗糙度的影响程度的权重,经验值设定为;表示银丝纹区域的总个数;表示银带纹区域的总个数;表示注塑制品表面粗糙度。
[0064]
在获取注塑制品表面粗糙度k后,在注塑制品表面粗糙度k大于预设粗糙度阈值时,调整模具型腔气体压力,减少气泡沿注塑料流方向产生的形变。随着模具型腔气体压力的提高,微孔发泡制品表面的银纹逐渐减少,制品表面粗糙度明显降低,故可根据注塑制品表面粗糙度k,调整模具型腔气体压力,减少气泡沿注塑料流方向产生的形变,改善制品表面质量。当注塑制品表面粗糙度k小于预设粗糙度阈值时判定该微孔发泡注塑制品为合格产品。预设粗糙度阈值的获取方法是通过人工选取10个合格的注塑制品为模板,计算其表面粗糙度取10个表面粗糙度的均值为预设粗糙度阈值。
[0065]
综上所述,本发明提供一种微孔发泡注塑制品的质量检测方法,根据注塑制品表面图像的银纹的特征,得到注塑制品表面粗糙度,根据注塑制品表面粗糙度对微孔发泡注塑制品的质量进行判断,当微孔发泡注塑制品的质量不满足要求时,调整模具型腔气体压力,改善制品表面质量。
[0066]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。