1.本实用新型涉及一种金属料带电镀技术领域,具体涉及一种全自动料带对接放料机。
背景技术:
2.在金属料带连续电镀生产过程中,由于料带的型号规格,尺寸大小,金属材质各不相同,每盘料的电镀时间一般在6~20分钟左右,在生产工厂现场中采取的是由人工手动对接方式进行料带对接,使用金属小铆钉进行机械孔对孔连接,每次连接的时候需要1分钟以上的时间,一条生产线需要配置一个操作员专门守着进行料带手动对接与更换;
3.放料与收卷采取的是半自动放料,使用的是一个调速电机,以一个固定的速度放料,因此会出现放料不均,进给速度不理想的问题,有时候还需要人工干预,在料带中间有多个接头的时候更加容易出错,容易出现不良品的问题;
4.由于在现在的生产过程中,料带对接还采取的是人工手动对接操作,效率低,容易出错,因此每条电镀线需要一个操作员,一般一个工厂有10条线以上,所以需要10~20个操作员,人工成本很高。
技术实现要素:
5.本实用新型所要解决的技术问题是提供了一种全自动料带对接放料机,料带对接过程中自动化的问题,将人工对接工作变成机器自动完成,一条线配置一台机器,多台机器配一个操作员,可以减少很多人工成本,且提高了对接的效率与质量,提高电镀产品的良品率。
6.本实用新型全自动料带对接放料机是通过以下技术方案来实现的:包括机架和支架以及z轴升降组件;机架上安装有转轴;转轴上设置有一层以上的放料支架组件;支架上设置有一个以上的料头限位组件;
7.z轴升降组件上活动安装有激光焊接组件;激光焊接组件上设置有回退定位组件;放料支架组件、料头限位组件相对设置、回退定位组件以及激光焊接组件相对设置。
8.作为优选的技术方案,放料支架组件包括料带支架和安装在料带支架一侧的驱动电机;驱动电机设置于转轴上;
9.料带支架上安装有料带盘和纸带回收盘以及第一料带对压轮;驱动电机驱动连接料带盘;第一料带对压轮相对设置于料带盘一侧;第一料带对压轮上安装有第一料带感应装置。
10.作为优选的技术方案,料带限位组件包括第一固定板和料头限位压紧以及第二料带对压轮;第二料带对压轮安装于第一固定板一侧,第二料带对压轮侧面安装有第二料带感应装置;
11.料头限位压紧安装于第一固定板另一侧;料头限位压紧侧面安装有料带预夹紧;料头限位压紧上端安装有第一料带上限位块;第一固定板侧面设置有单步操作按钮;
12.第二料带对压轮与第一料带对压轮相对设置。
13.作为优选的技术方案,激光焊接组件包括安装在z轴升降组件上的第二固定板和安装在第二固定板一侧的激光组件;第二固定板另一侧安装有料带出料导轮;第二固定板表面相对两侧分别安装有第三料带对压轮和料带剪刀元件;料带剪刀元件侧面安装有料带限位元件和相机组件;
14.回退定位组件包括第三固定板和安装于第三固定板上的料带导向槽;料带导向槽设置于第三料带对压轮和料带剪刀元件之间;料带导向槽一侧滑动式设置有料带加紧件,另一侧上端安装有第二料带上限位块;第三固定板侧面设置有x轴组件;x轴组件另一端连接料带加紧件;相机组件与料带加紧件相对设置。
15.作为优选的技术方案,机架上安装有显示器和触控操作屏。
16.本实用新型的有益效果是:
17.1、在机架上安装转轴,并在转轴上设置一层以上的放料支架组件,在支架上设置一个以上的料头限位组件,在z轴升降组件上活动安装激光焊接组件,在激光焊接组件上设置回退定位组件,将放料支架组件、料头限位组件相对设置、回退定位组件以及激光焊接组件相对设置;通过设置一层以上的放料支架组件,对接头z轴升降组件,按工艺参数切换到不同的料带层并自动完成头尾对接动作,在电镀过程中保持料带不间断,提高生产效率,节省大量人工,对接时产生的原材料浪费少,并且能提高电镀成品的良率,降低生产成本;
18.2、通过采取激光点焊的对接方式,使用z轴升降组件和x轴组件对准激光头,经过激光振镜控制,按所做的焊接工单图形打点,用夹具将料带尾与料带头两层进行紧密压合之后叠焊,增强料带连接处的强度与性能;
19.3、通过在料带剪刀元件侧面安装相机组件,x轴组件另一端连接料带加紧件,相机组件与料带加紧件相对设置通过多次图像对孔拍照,保证料带对接过程中精确定位,用x z轴将料带尾与料带头上面的孔完全重合,使料带经过电镀槽的模具时与上面的销钉紧密卡位,保证料带的运行平稳性与可靠度;
20.4、通过在料带支架上安装有料带盘和纸带回收盘,能够在放出金属料带的时候自动把隔离纸带回收成卷,并且收放料自动适应料带进给的速度,能保证料带供给的稳定性。
附图说明
21.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
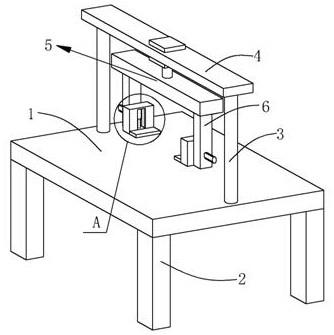
22.图1为本实用新型全自动料带对接放料机的示意图;
23.图2为放料支架组件的示意图;
24.图3为料头限位组件的示意图;
25.图4为回退定位组件的示意图;
26.图5为激光焊接组件的示意图。
具体实施方式
27.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
28.如图1-图5所示,本实用新型的一种全自动料带对接放料机,包括机架1 和支架2以及z轴升降组件3;机架1上安装有转轴4;转轴4上设置有一层以上的放料支架组件;支架2上设置有一个以上的料头限位组件;
29.z轴升降组件3上活动安装有激光焊接组件;激光焊接组件上设置有回退定位组件;放料支架组件、料头限位组件相对设置、回退定位组件以及激光焊接组件相对设置。
30.本实施例中,放料支架组件包括料带支架5和安装在料带支架5一侧的驱动电机6;驱动电机6设置于转轴4上;
31.料带支架5上安装有料带盘7和纸带回收盘8以及第一料带对压轮9;驱动电机6驱动连接料带盘7;第一料带对压轮9相对设置于料带盘7一侧;第一料带对压轮9上安装有第一料带感应装置10。
32.本实施例中,料带限位组件包括第一固定板11和料头限位压紧290以及第二料带对压轮12;第二料带对压轮12安装于第一固定板11一侧,第二料带对压轮12侧面安装有第二料带感应装置13;
33.料头限位压紧290安装于第一固定板11另一侧;料头限位压紧290侧面安装有料带预夹紧15;料头限位压紧290上端安装有第一料带上限位块17;第一固定板11侧面设置有单步操作按钮16;
34.第二料带对压轮12与第一料带对压轮9相对设置。
35.本实施例中,激光焊接组件包括安装在z轴升降组件3上的第二固定板18 和安装在第二固定板18一侧的激光组件19;第二固定板18另一侧安装有料带出料导轮20;第二固定板18表面相对两侧分别安装有第三料带对压轮21和料带剪刀元件22;料带剪刀元件22侧面安装有料带限位元件23和相机组件29;
36.回退定位组件包括第三固定板24和安装于第三固定板24上的料带导向槽25;料带导向槽25设置于第三料带对压轮21和料带剪刀元件22之间;料带导向槽25一侧滑动式设置有料带加紧件26,另一侧上端安装有第二料带上限位块 27;第三固定板24侧面设置有x轴组件28;x轴组件28另一端连接料带加紧件26;相机组件29与料带加紧件26相对设置。
37.本实施例中,机架1上安装有显示器100和触控操作屏101。
38.料带预处理:
39.人工将放料支架组件绕转轴4拉出,将料带盘7装在放料支架上,将料带隔离纸的头固定到纸带回收盘8上,将放料支架组件推回,料带穿过第一料带对压轮9,拉到料头限位组件处;穿过料头限位组件的第二料带对压轮12,拉到料头限位压紧夹紧29处,按下单步操作按钮16,第一料带上限位块17下压,限定料带高度,第二次按下单步操作,料带预夹紧15将料带夹住;未工作的层都进行料带处理,其中有一层会有料带在连续放出;
40.料带对接:
41.当一盘料带用完时,放料支架的第一料带感应装置10感应不到料带时,激光焊接组件的料带加紧件26将料带夹住,料带剪刀元件22将料带剪断;z轴升降组件3将激光焊接组件移到需要对接的料带层,料头限位压紧290与料带限位元件23气缸推出,将料头夹住,
相机拍摄料头限位组件料头位置;料头限位压紧290与料带限位元件夹紧23气缸回缩,将料带限位组件上的料头松开,z 轴移动一个料带以上高度,x轴组件28带着料带加紧件26将剪断的料头像料头限位组件的方向移动一段指定距离,料头限位压紧290与料带限位元件夹紧23 气缸推出,将剪断的料头夹住,相机拍摄剪断的料头位置;料头限位压紧290 与料带限位元件夹紧23气缸回缩,将剪断的料头松开,根据视觉判断的位置补偿,z轴升降组件3与x轴组件28复合运动,将料带限位的料头与剪断的料头移动到位置重合,料头限位压紧290与料带限位元件夹紧23气缸推出,将两个料头夹住;激光组件19发射激光,将两个料头焊接,所有气缸松开,x轴回位料带沿着料带出料导轮连续不断地进入电镀环节;料带盘驱动电机可根据后断速度反馈,调整料带放料速度。
42.每放完一盘后再往复料带对接动作。
43.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求书所限定的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。