1.本实用涉及加工设备技术领域,具体为一种基于螺栓自动拧紧的检测装置。
背景技术:
2.工厂内采用流水线的方式,通过人工对安装上产品的螺栓,以完成对产品的组装工作。而为了提供工作效率以及螺栓的安装的质量,机械化处理逐渐替代人工。
3.根据专利号cn201811533473.2,公开(公告)日:2020-06-19,具体公开了一种螺栓拧紧机和螺栓拧紧系统。为了达到本发明的目的,本发明的实施例提供了一种螺栓拧紧方法,所述螺栓拧紧方法用于通过两个拧紧轴将螺栓拧紧到工件的多个螺栓孔内,所述螺栓拧紧方法包括获取所述工件的图谱;根据所述图谱,计算得到每一个所述螺栓孔的孔心坐标和所述工件的中心坐标;对于所有待拧紧的所述螺栓孔,拧紧孔心连线距离所述工件的中心最近的两个所述螺栓孔;重复上述拧紧步骤,直至所有的所述螺栓孔全部拧紧,或者直至剩余一个所述螺栓孔,拧紧剩余的该螺栓孔。利用该螺栓拧紧方法进行拧紧时,能够最大程度地接近对角拧紧原则,且能够自动识别工件的类型,适用于螺栓孔数目为偶数和奇数的工件的拧紧。
4.利用机械设备进行螺栓的拧紧,需要先对其进行对位,完成对位之后,后续的螺栓拧紧机构,才能够无误的将螺栓拧入。但是依靠机械设备进行拧紧螺栓不同于人工,因此需要增加检测工序,以保证经过螺栓拧紧机构加工后的螺栓达到预定效果。
技术实现要素:
5.本实用新型提供的一种基于螺栓自动拧紧的检测装置,用于解决上述问题。
6.技术方案
7.为解决上述技术问题,本实用的实施例采用的技术方案是:一种基于螺栓自动拧紧的检测装置,包括旋转式操作台,其上分别设置有受驱旋转的轮盘、定位校准机构、螺栓自供拧紧机构及螺栓拧紧检测机构,所述轮盘上设置有多个托膜台,并受驱使放置于所述托膜台的工件依次通过定位校准机构、螺栓自供拧紧机构及螺栓拧紧检测机构,所述螺栓拧紧检测机构包括按预定形状、并沿顶点分布的多个撞针,所述撞针包括轴向滑动设置的撞击杆以及铜芯杆,其中:
8.多个所述撞针受驱下移,以使撞击杆受工件螺栓顶推与所述铜芯杆接触。
9.作为优选,所述螺栓拧紧检测机构还包括蜂鸣器。
10.作为优选,所述螺栓拧紧检测机构还包括驱动机构,所述驱动机构用于驱使所述多个撞针同步下移。
11.作为优选,所述驱动机构具体为电动伸缩杆。
12.作为优选,所述螺栓拧紧检测机构还包括安装板,所述撞针的数量最低为三个,并沿三角形顶点布置于所述安装板上。
13.作为优选,所述撞针包括筒体,所述筒体内设置有膨胀管,所述膨胀管内设置有橡
胶软管,所述铜芯杆通过所述橡胶软管固定于所述膨胀管内。
14.作为优选,所述撞针还包括导滑套和撞击杆,所述导滑套通过其外壁设置的膨胀环固定于所述筒体内,所述撞击杆则滑动设置于所述导滑套内,并受自重远离所述铜芯杆。
15.与现有技术相比,本实用的实施例所提供的一种基于螺栓自动拧紧的检测装置,具备以下有益效果:多个撞针下移至所有的或任意几个的撞击杆在受到螺栓顶推下上移并与铜芯杆接触,并会停止下移并进行复位,当全部的撞击杆在受到螺栓顶推下上移并与铜芯杆接触则螺栓拧紧符合要求,若其中一个或任意几个撞击杆率先受到螺栓顶推下上移并与铜芯杆接触,则对应的螺栓没有拧到固定的位置,属于残次需要人工处理。
16.应当理解,前面的一般描述和以下详细描述都仅是示例性和说明性的,而不是用于限制本公开。
17.本技术文件提供本公开中描述的技术的各种实现或示例的概述,并不是所公开技术的全部范围或所有特征的全面公开。
附图说明
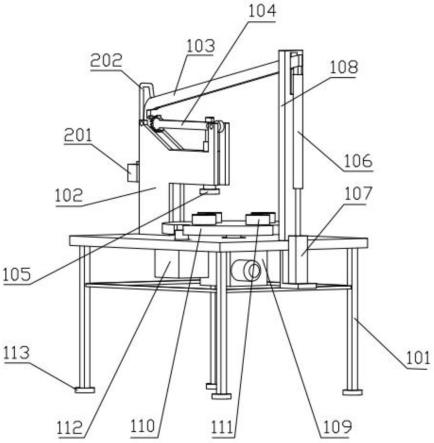
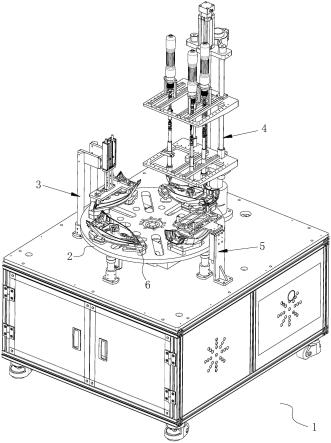
18.图1为本实用提供的螺栓拧紧检测机构结构示意图;
19.图2为本实用提供的螺栓拧紧检测机构结构示意图;
20.图3为本实用提供的撞针结构示意图;
21.图4为本实用提供的撞针的爆炸结构示意图;
22.图5为本实用提供的螺栓拧紧检测机构的爆炸结构示意图;
23.图6为本实用新型实施例提供的定位校准机构的结构示意图;
24.图7为本实用新型实施例提供的定位杆和检测单元的细节结构示意图;
25.图8为本实用新型实施例提供的定位校准机构的爆炸结构示意图。
26.图中:1、旋转式操作台;2、轮盘;3、定位校准机构;31、定位杆;311、防螺栓件;32、驱动单元;33、载具;34、检测单元;4、螺栓自供拧紧机构; 5、螺栓拧紧检测机构;6、托膜台;7、撞针;71、撞击杆;72、铜芯杆;73、筒体;74、膨胀管;75、橡胶软管;76、导滑套;77、膨胀环;8、电动伸缩杆;9、安装板;91、支架;300、支架。
具体实施方式
27.使得本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例的附图,对本公开实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。基于所描述的本公开的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
28.除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,还可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
29.如图1至图5所示,本实用提供的一种基于螺栓自动拧紧的检测装置,包括旋转式
操作台1,其上分别设置有受驱旋转的轮盘2、定位校准机构3、螺栓自供拧紧机构4及螺栓拧紧检测机构5,轮盘2上设置有多个托膜台6,并受驱使放置于托膜台6的工件依次通过定位校准机构3、螺栓自供拧紧机构 4及螺栓拧紧检测机构5,螺栓拧紧检测机构5包括按预定形状、并沿顶点分布的多个撞针7,撞针7包括轴向滑动设置的撞击杆71以及铜芯杆72,其中:
30.多个撞针7受驱下移,以使撞击杆71受工件螺栓顶推与铜芯杆72接触。
31.具体的,参考图4可知,实施例中的撞针7包括筒体73,筒体73内设置有膨胀管74,膨胀管74内设置有橡胶软管75,铜芯杆72通过橡胶软管75 固定于膨胀管74内。再者,撞针7还包括导滑套76和撞击杆71,导滑套76 通过其外壁设置的膨胀环77固定于筒体73内,撞击杆71则滑动设置于导滑套76内,并受自重远离铜芯杆72。
32.进一步的,根据图1可知,实施例中的旋转式操作台1内设置有驱动电机以及相应的传动机构(链条传动、皮带传动、齿轮传动)以驱使轮盘2旋转。并且,旋转式操作台1包含四个执行工位,其分别为:人工工位、定位校准机构3、螺栓自供拧紧机构4及螺栓拧紧检测机构5,四个工位呈圆周阵列分布。加工工序为:人工将工件放置在托膜台6内,受传感器或计时程序控制,旋转90
°
至定位校准机构3进行对位工序、完成对位之后旋转90
°
至螺栓自供拧紧机构4进行螺栓的拧紧、完成拧紧之后旋转90
°
至螺栓拧紧检测机构5进行检查螺栓拧紧度,不符合则进行报警(符合则无报警提示)、最后再旋转90
°
至人工工位,人工将符合或不符合规定的工件进行分类放置,然后再换上新的待加工工件。
33.上述技术方案中多个撞针7下移至所有的或任意几个的撞击杆71在受到螺栓顶推下上移并与铜芯杆72接触,并会停止下移并进行复位,当全部的撞击杆71在受到螺栓顶推下上移并与铜芯杆72接触则螺栓拧紧符合要求,若其中一个或任意几个撞击杆71率先受到螺栓顶推下上移并与铜芯杆72接触,则对应的螺栓没有拧到固定的位置,属于残次需要人工处理。结构简单,不易损坏。
34.作为本实用进一步提供的一个实施例,螺栓拧紧检测机构5还包括蜂鸣器。具体的,当若其中一个或任意几个撞击杆71率先受到螺栓顶推下上移并与铜芯杆72接触,则对应的螺栓没有拧到固定的位置,此时的蜂鸣器鸣叫进行预警。
35.需要说明是,上述技术方案中的电路连接关系属于本领域技术人员的公知技术常识,且当全部的撞击杆71在受到螺栓顶推下上移并与铜芯杆72接触则螺栓拧紧符合要求,则蜂鸣器不会预警。
36.作为本实用进一步提供的再一个实施例,螺栓拧紧检测机构5还包括驱动机构,驱动机构用于驱使多个撞针7同步下移。且驱动机构具体为电动伸缩杆8。
37.作为本实用进一步提供的又一个实施例,螺栓拧紧检测机构5还包括安装板9,撞针7的数量最低为三个,并沿三角形顶点布置于安装板9上。具体的,根据图1可知,实施例中的加工工件为电熨斗的底座,其为三角形结构,因为其螺栓的分布为三点式,这里的电动伸缩杆8通过支架91安装于旋转式操作台1上。
38.如图6-7所示,一种基于自动化的工件定位校准装置,包括旋转式操作台1,其上分别设置有受驱旋转的轮盘2、定位校准机构3、螺栓自供拧紧机构4及螺栓拧紧检测机构5,轮盘2上设置有多个托膜台6,并受驱使放置于托膜台6的工件依次通过定位校准机构3、螺栓自供拧紧机构4及螺栓拧紧检测机构5,定位校准机构3包括按预定形状、并沿顶点排布的多个定位杆31,多个定位杆31受驱向下以使其端部插入工件螺孔内以对位。
39.具体的,根据图1可知,实施例中的旋转式操作台1内设置有驱动电机以及相应的传动机构(链条传动、皮带传动、齿轮传动)以驱使旋转式操作台1旋转。
40.进一步的,上述实施例中的旋转式操作台1包含四个执行工位,其分别为:人工工位、定位校准机构3、螺栓自供拧紧机构4及螺栓拧紧检测机构5,四个工位呈圆周阵列分布。加工工序为:人工将工件放置在托膜台6内,受传感器或计时程序控制,旋转90
°
至定位校准机构3进行对位工序、完成对位之后旋转90
°
至螺栓自供拧紧机构4进行螺栓的拧紧、完成拧紧之后旋转 90
°
至螺栓拧紧检测机构5进行检查螺栓拧紧度,不符合则进行报警(符合则无报警提示)、最后再旋转90
°
至人工工位,人工将符合或不符合规定的工件进行分类放置,然后再换上新的待加工工件。
41.需要说明是,上述技术方案中提及的传感器和计时程序等均属于本领技术人员公知技术常识,故不作过分说明。
42.更为进一步的,实施例中的采用预定形状、并沿顶点排布的多个定位杆 31对工件进行定位,所指的预定形状是指多个定位杆31布置后所呈形状,其可以为三角形、四边形等多边形结构,其具体的形状以工件的螺孔布置具体而定。如图1所示,其工位具体为电熨斗底座,其形成为三角形,因此上述实施例中的多个定位杆31沿三角形的顶点布置。
43.再者,实施例中的托膜台6上开始的凹槽与该电熨斗底座底座相贴合,并且其上设置有凸起部,凸起部上开设有三角槽,用于对电熨斗顶端进行简单定位,人工放置进行与定位,然后在通过定位校准机构3进行校正,以便于螺栓自供拧紧机构4进行供螺拧紧作业。
44.上述技术方案利用多点分布的定位杆31下移并插入工件上的螺栓孔内,可以实现快速对工件xyz轴三个坐标的对位工作
45.作为本实用进一步提供的一个实施例,定位校准机构3还包括驱动单元 32及载具33,多个定位杆31安装于载具33上,驱动单元32用于驱使载具 33竖直方向移动。具体的,实施例中的驱动单元32可以为步进丝杆机构,而载具33则安装于滑台上,并与轮盘2平行、由或者是连杆机构,轮盘2设置有凸起件,且凸起件与连杆机构输入端相切摆动,从而驱使连杆机构输出端摆动带动载具33下移、再或者是本领域技术人员公知的驱动机构均可。
46.作为本实用进一步提供的又一个实施例,驱动单元32具体为电动伸缩杆。具体的,电动伸缩杆的机座安装于安装支架300上,而安装支架300则安装于旋转式操作台1上(图1所示),而采用电动伸缩杆是因为其结构简单,安装方便,采购成本也更低。
47.作为本实用进一步提供的再一个实施例,载具33上安装有检测单元34,检测单元34用于控制驱动单元32驱使载具33下降至预定工位。具体的,上述实施例中的控制驱动单元32可以为红外线测距仪、又或者是压力传感器、再或者是本领技术人员公知的传感器均可。
48.作为本实用进一步提供的再一个实施例,检测单元34具体为撞击开关。具体的,上述实施例中的撞击开关其输出端为硅胶弹性块,当定位杆31插入螺孔内的时候,至硅胶弹性块受抵触而收缩,则完成对位,检测单元34驱使电动伸缩杆进行复位。
49.作为本实用进一步提供的再一个实施例,定位杆31的端部设置有防螺栓件311,防螺栓件311用于插入工件螺孔内。具体的,螺栓包括螺杆和螺帽,而定位杆31的半径与螺帽半径一直,而螺杆的半径则与防螺栓件311半径一致,待电动伸缩杆驱使定位杆31插入定位杆31时,硅胶弹性块受抵触而收缩,则完成对位,检测单元34驱使电动伸缩杆进行复位,从
而完成定位。
50.作为本实用进一步提供的再一个实施例,防螺栓件311的端部位斜面。以便于进行对位插入螺孔。
51.以上实施例仅为本实用的示例性实施例,不用于限制本实用,本实用的保护范围由权利要求书限定。本领域技术人员可以在本实用的实质和保护范围内,对本实用做出各种修改或等同替换,这种修改或等同替换也应视为落在本实用的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。