1.本发明属于航空飞机铝合金钣金加工技术领域,涉及一种铝合金半球零件凸边孔中心点定位器及快速定位方法。
背景技术:
2.铝合金半球形零件特点为带有一个φ51mm凸边孔,凸边孔高度为13mm,凸边孔中心轴线与半球中心轴线成20
°
夹角,为输油管路连接件,两个端头均有管路对接,如图1(a)、1(b)和1(c)所示。由于对管路可承受压力有严格要求,对半球零件的凸边孔精度要求为空间中夹角偏差精度不大于1
°
及外形尺寸偏差精度不大于0.5mm。零件材料使用1.5mm厚铝合金板材,加工过程中先采用5000kn单动薄板冲压液压机对铝合金板料进行冲压拉深成形,一次拉深成形成为一个半球形零件,再人工划线找到凸边展开孔中心点,之后以中心点为圆心制出φ48mm凸边展开孔,最后使用冲压设备冲出高度为13mm、直径为51mm的凸边孔。由于拉深成形工装需带压边圈压紧毛料,防止毛料拉深过程起皱,拉深后半球零件会带有一圈凸耳,需要工人按零件图纸尺寸手工划线、剪切掉多余凸耳。半球零件剪切锉修后需放在平台上分别使用高度尺、角度尺找到凸边展开孔中心点的高度线和角度线,通过手工划线找到两线的交点就是半球零件的凸边孔中心点,利用此中心点制凸边展开孔,最后使用凸边模成形半球零件上的凸边孔。凸边孔中心点的位置精度直接影响零件的最终成形质量。在找正半球零件凸边孔中心点过程中,手工剪切多余凸耳的边缘,即使在修整后的外形轮廓尺寸精度值小于0.5mm,满足尺寸精度要求,但是剪切后的外形参差不平,造成以剪切后的零件外形为基准在平台上找正的凸边孔中心点高度位置偏差大于1mm,造成最终成形的半球零件上的凸边孔外形尺寸和角度值超差,零件报废率达15%。一件半球零件用于手工找正凸边展开孔的中心点需要1小时,耗费时间大,加工效率低。
技术实现要素:
3.本发明了提供了一种铝合金半球零件凸边孔中心点定位器及快速定位方法,通过定位器对拉深后半球零件凸边展开孔的中心点定位找正,实现一次性准确定位中心点,避免了通过半球零件外形为基准的尺寸传递过程中出现的误差。
4.为了达到上述目的,本发明的技术方案为:
5.一种铝合金半球零件凸边孔中心点定位器,为在半球零件凸边展开孔中心点快速定位找正方法中使用的专用定位器,能够实现半球零件的凸边展开孔中心点的快速精准定位。所述的铝合金半球零件凸边孔中心点定位器包括底座1、螺栓2、支架3、胎体4、定位器5、定位器杆6、衬套7、限位销8、插销手柄9和定位器杆手柄10。
6.所述的底座1为一方形平台,底座1表面一侧通过螺栓2与支架3底端固定连接,其中支架3制造尺寸公差小于0.1mm。所述的胎体4为上端呈半球形的柱状结构,其下端固定于底座1表面另一侧,同时,胎体4与支架3延底座1中线对称,将拉深成形后的半球零件按图纸尺寸划线剪切,之后将半球零件倒扣放置在胎体4上,胎体4上设有胎线,用来检验手工剪切
后半球零件的外形轮廓准确度。
7.所述的衬套7与垂直方向呈20
°
角固定在支架3上;所述的定位器杆6为柱状结构,其穿过衬套7,定位器杆6与衬套7均延垂直方向钻有φ6mm孔,限位销8插入该孔内,通过限位销8将定位器杆6固定在衬套7上,同时,定位器杆6与衬套7之间间隙为0.2mm,保证拔出限位销8时定位器杆6可沿衬套7上下滑合自如,无紧涩现象;所述的定位器杆6下端设有同轴的圆形饼状结构,其直径大于衬套7孔径,用以避免定位器杆6沿衬套7向上滑合时脱出;定位器杆6顶端设有圆孔,定位器杆手柄10穿过该圆孔与定位器杆6固定;所述的限位销8一端设有圆孔,插销手柄9穿过圆孔与限位销8固定,用于限位销8的穿入和拔出。
8.所述的定位器5为下端设有冲头的柱状结构,其固定于定位器杆6下端且与定位器杆6同轴,由于衬套7对定位器杆6的限位,使定位器5中心轴线与胎体4的中心轴线始终保持夹角为20
°
,通过定位器5上的冲头尖端将半球零件压紧在胎体4上并压出冲点,压出的冲点就是半球零件凸边孔展开后毛料的中心点,同时,利用定位器杆手柄10调节定位器5的高度,便于半球零件的取放。
9.进一步的,所述的定位器各个部件均使用钢材料。
10.所述本发明提供的定位器将半球零件凸边展开孔角度、高度的数值融入到定位器的设计制造中,通过精准计算,定位器的冲头尖端与拉深成形后的半球零件上表面相交的点即为中心点,可以高效定位找正半球零件凸边展开孔中心点。
11.一种铝合金半球零件凸边孔中心点快速定位方法,所述方法包括如下步骤:
12.步骤1,定位前准备;
13.按零件图纸尺寸手工划线剪切掉拉深后半球零件带有的一圈凸耳,并锉修去毛刺,保证锉修后的外形轮廓尺寸精度值小于0.5mm;将定位器放置在工作平台上,通过插销手柄9拔掉限位销8,将固定在衬套7上的定位器杆6松开,手持定位器杆手柄10将定位器杆6向斜上方拉起,将半球零件倒扣放置在胎体4上,轻微按压半球零件使之与胎体4贴合间隙小于0.1mm,保证剪切后半球零件的外形轮廓与胎体4上的胎线的外形极限偏差不大于0.5mm。
14.步骤2,定位打冲点;
15.半球零件与胎体4贴合并符合胎线后,手持定位器杆手柄10向定位器杆6缓慢施压,使定位器杆6沿衬套向斜下方缓慢下滑,在定位器5的冲头尖端接触半球零件的上表面时,增大施加的压力,使定位器5的冲头尖端刺破所接触的半球零件的上表面,在上表面形成一个冲点,此冲点就是半球零件凸边展开孔的中心点,此点用于后续冲切凸边展开孔的定位基准。
16.步骤3,手持定位器杆手柄10将定位器杆6向斜上方拉起,使定位器杆6沿衬套向斜上方缓慢上滑,使定位器5与半球零件分离,取下已打冲点的半球零件,换下一个半球零件继续以上操作,可用于大批量的半球零件快速找正凸边展开孔中心点位置,停止使用前,插入限位销8,将定位器杆6固定在衬套7上,恢复起始位置。
17.所述方法通过第一步拉深成形将零件的整体型面加工为带凸耳的半球零件,再通过定位器找到半球零件上的凸边孔展开后的凸边展开孔的理论中心点,按中心点使用冲孔模冲切φ48mm凸边展开孔,最后使用凸边模冲压成形半球零件上的凸边孔,避免受外形尺寸偏差影响尺寸传递过程中出现的误差。
18.本发明的有益效果:通过采用定位器找正凸边展开孔中心点位置,凸边孔中心点的位置精度由大于1mm提高到不大于0.3mm,避免受外形尺寸偏差影响尺寸传递过程中出现的误差。通过此方法加工的半球零件,手工找正凸边展开孔中心点的生产周期由1小时缩短到5分钟,提高了加工效率,零件合格率达到100%,提高了产品质量。
附图说明
19.图1(a)为零件示意图。
20.图1(b)为零件a-a剖视图。
21.图1(c)为零件b-b剖视图。
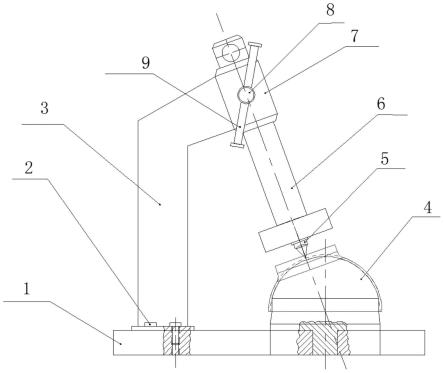
22.图2为定位器正视图。
23.图3为定位器俯视图。
24.图中:1底座;2螺栓;3支架;4胎体;5定位器;6定位器杆;7衬套;8限位销;9插销手柄;10定位器杆手柄。
具体实施方式
25.以下结合具体实施例对本发明做进一步说明。
26.实施例
27.如图2和图3所示,一种铝合金半球零件凸边孔中心点定位器,为在半球零件凸边展开孔中心点快速定位找正方法中使用的专用定位器,能够实现半球零件的凸边展开孔中心点的快速精准定位。所述的铝合金半球零件凸边孔中心点定位器包括底座1、螺栓2、支架3、胎体4、定位器5、定位器杆6、衬套7、限位销8、插销手柄9和定位器杆手柄10。
28.所述的底座1为一方形平台,底座1表面一侧通过螺栓2与支架3底端固定连接,其中支架3制造尺寸公差小于0.1mm。所述的胎体4为上端呈半球形的柱状结构,其下端固定于底座1表面另一侧,同时,胎体4与支架3延底座1中线对称,将拉深成形后的半球零件按图纸尺寸划线剪切,之后将半球零件倒扣放置在胎体4上,胎体4上设有胎线,用来检验手工剪切后半球零件的外形轮廓准确度。
29.所述的衬套7与垂直方向呈20
°
角固定在支架3上;所述的定位器杆6为柱状结构,其穿过衬套7,定位器杆6与衬套7均延垂直方向钻有φ6mm孔,限位销8插入该孔内,通过限位销8将定位器杆6固定在衬套7上,同时,定位器杆6与衬套7之间间隙为0.2mm,保证拔出限位销8时定位器杆6可沿衬套7上下滑合自如,无紧涩现象;定位器杆6下端设有同轴的圆形饼状结构,其直径大于衬套7孔径,用以避免定位器杆6沿衬套7向上滑合时脱出;定位器杆6顶端设有圆孔,定位器杆手柄10穿过该圆孔与定位器杆6固定;所述的限位销8一端设有圆孔,插销手柄9穿过圆孔与限位销8固定,用于限位销8的穿入和拔出。
30.所述的定位器5为下端设有冲头的柱状结构,其固定于定位器杆6下端且与定位器杆6同轴,由于衬套7对定位器杆6的限位,使定位器5中心轴线与胎体4的中心轴线始终保持夹角为20
°
,通过定位器5上的冲头尖端将半球零件压紧在胎体4上并压出冲点,压出的冲点就是半球零件凸边孔展开后毛料的中心点,同时,利用定位器杆手柄10调节定位器5的高度,便于半球零件的取放。
31.进一步的,所述的定位器各个部件均使用钢材料。
32.一种铝合金半球零件凸边孔中心点快速定位方法,所述方法包括如下步骤:
33.步骤1,定位前准备;
34.按零件图纸尺寸手工划线剪切掉拉深后半球零件带有的一圈凸耳,并锉修去毛刺,保证锉修后的外形轮廓尺寸精度值小于0.5mm;将定位器放置在工作平台上,通过插销手柄9拔掉限位销8,将固定在衬套7上的定位器杆6松开,手持定位器杆手柄10将定位器杆6向斜上方拉起,将半球零件倒扣放置在胎体4上,轻微按压半球零件使之与胎体4贴合间隙小于0.1mm,保证剪切后半球零件的外形轮廓与胎体4上的胎线的外形极限偏差不大于0.5mm。
35.步骤2,定位打冲点;
36.半球零件与胎体4贴合并符合胎线后,手持定位器杆手柄10向定位器杆6缓慢施压,使定位器杆6沿衬套向斜下方缓慢下滑,在定位器5的冲头尖端接触半球零件的上表面时,增大施加的压力,使定位器5的冲头尖端刺破所接触的半球零件的上表面,在上表面形成一个冲点,此冲点就是半球零件凸边展开孔的中心点,此点用于后续冲切凸边展开孔的定位基准。
37.步骤3,手持定位器杆手柄10将定位器杆6向斜上方拉起,使定位器杆6沿衬套向斜上方缓慢上滑,使定位器5与半球零件分离,取下已打冲点的半球零件,换下一个半球零件继续以上操作,可用于大批量的半球零件快速找正凸边展开孔中心点位置,停止使用前,插入限位销8,将定位器杆6固定在衬套7上,恢复起始位置。
38.以上所述实施例仅表达本发明的实施方式,但并不能因此而理解为对本发明专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
