1.本实用新型涉及量具,具体地涉及一种非整圆半径量具。
背景技术:
2.在机械加工行业中,为了节省金属材料以及便于加工,常常会采取将整圆零件分割为若干个非整圆的零件进行加工,待非整圆零件加工结束后再进行焊接,组成完整的零件。对于这些未进一步加工为完整零件的非整圆零件,尤其是少于二分之一圆的非整圆零件,如果采用通用的大型游标卡尺或者千分尺很难进行精确测量,如果采用比较精确的光电仪器进行测量,虽然可以达到很高的检测精度,但检测效率低,不能对加工完的零件快速完成测量,并且会增加测量成本。
技术实现要素:
3.本实用新型的目的是为了克服现有技术存在的测量精度与测量效率、测量成本存在冲突的问题,提供结构简单,方便易用,能够有效测量非整圆零部件半径的低成本专用量具,该非整圆零部件半径的低成本专用量具具有能够准确便捷、快速有效的测量非整圆半径,保证零部件加工精度,能够使机床操作人员及时测量工件半径后调整参数,防止工件尺寸超差的优点。
4.为了实现上述目的,本实用新型提供一种非整圆半径量具,包括:
5.第一游标卡尺,所述第一游标卡尺具有第一游标尺、固定于所述第一游标尺的第一卡爪和滑动安装于所述第一游标尺的第二卡爪;
6.第二游标卡尺,所述第二游标卡尺具有第二游标尺、固定于所述第二游标尺的第三卡爪和滑动安装于所述第二游标尺的第四卡爪,所述第三卡爪的自由端能够抵接于所述第一卡爪的自由端,且所述第一游标卡尺和所述第二游标卡尺能够绕所述第三卡爪和所述第一卡爪的抵接点在所述第一游标尺和所述第二游标尺所在的平面内相对转动为使得所述第一游标尺和所述第二游标尺具有不同夹角;
7.角度测量机构,所述角度测量机构设置为能够测量所述第一游标尺和所述第二游标尺之间的夹角。
8.优选地,所述第三卡爪的自由端与所述第一卡爪的自由端相互铰接,以在所述第一游标尺和所述第二游标尺相对转动过程中保持所述第三卡爪的自由端抵接于所述第一卡爪的自由端。
9.优选地,所述角度测量机构包括固定于所述第一游标尺和所述第二游标尺中的一者上的角度尺扇形板以及固定于所述第一游标尺和所述第二游标尺中的另一者上的角度尺游标,该角度尺游标能够随所述第一游标尺和所述第二游标尺的相对转动而指示所述角度尺扇形板的不同位置,以测量所述第一游标尺和所述第二游标尺之间的夹角。
10.优选地,所述角度尺扇形板上形成有弧形槽,所述角度尺游标与该弧形槽滑动配合并能够在所述第一游标尺和所述第二游标尺的相对转动时由该弧形槽引导为指示所述
角度尺扇形板的不同位置。
11.优选地,所述第一卡爪固定在所述第一游标尺的“0”刻度处;所述第三卡爪固定在所述第二游标尺的“0”刻度处;所述弧形槽设置为:当所述第一游标尺和所述第二游标尺相对转动时,所述第一卡爪和第三卡爪的自由端始终贴合。
12.优选地,所述角度尺扇形板固定于所述第一游标尺的与所述第一卡爪相对的一侧,所述角度尺游标从所述第二游标尺的向远离所述第三卡爪的一侧延伸。
13.优选地,所述角度尺游标设于所述第二游标尺的朝向所述第一游标尺的一端。
14.优选地,所述角度尺游标的连接至所述第二游标尺的部分沿该第二游标尺的厚度方向相对所述第一游标尺偏移,并允许该第一游标尺和所述第二游标尺相对转动为位于同一直线上。
15.优选地,所述第一游标卡尺与第二游标卡尺通过所述角度测量机构连接,并被连接为仅允许彼此绕所述第三卡爪和所述第一卡爪的抵接点相对转动。
16.本实用新型的另一方面提供一种包括上述非整圆半径量具的测量系统。
17.针对现有技术存在的测量精度与测量效率、测量成本存在冲突的问题,本实用新型提供的量具可采用“三点法”测量非整圆零件的半径,“三点法”是分别测量出圆弧上的三个点的坐标位置,通过三个点坐标之间的相对位置来求得圆心坐标,以此来计算出非整圆半径。此种测量方法相对于常用的大型游标卡尺、千分尺具有测量方便易行,测量精度高的优点,相对于光电仪器具有结构简单,检测效率高,测量成本低的优点。“三点法”测量非整圆半径可以在保持检测精度以及检测效率的同时保持较低的检测成本,对于普通精度的零部件加工检测具有很大的优势。
18.具体地,通过上述技术方案,通过两个转动连接的第一游标卡尺、第二游标卡尺以及设置于两个游标卡尺上的卡爪确定非整圆零件圆周上三个点坐标,计算出圆心坐标,进一步计算非整圆零件半径。其中,第一游标卡尺的第一卡爪以及第二游标卡尺的第三卡爪分别固定于所述各自所属游标卡尺的“0”刻度线处,同时两卡爪爪尖抵接,用以确定第一点坐标;第一游标卡尺的第二卡爪和第二游标卡尺的第四卡爪分别在非整圆零件圆周上分别确定第二点、第三点坐标,通过计算该三点坐标间的相对位置计算圆心坐标,最终计算出非整圆零件半径。使用所述非整圆半径量具测量零件半径的方法具有测量方便易行,测量精度高,结构简单,检测效率高,测量成本低等优点。
附图说明
19.图1是本实用新型中非整圆半径量具的正视图;
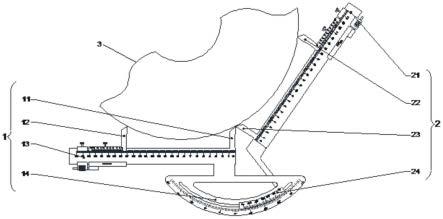
20.图2是本实用新型中非整圆半径量具的一种实施方式的正视图。
21.附图标记说明
22.1、第一游标卡尺;11、第一卡爪;12、第二卡爪;13、第一游标尺; 14角度尺扇形板;2、第二游标卡尺;21、第二游标尺;22、第四卡爪;23、第三卡爪;24、角度尺游标;3、被测非整圆零件。
具体实施方式
23.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处
所描述的具体实施方式仅用于实用新型和解释本实用新型,并不用于限制本实用新型。
24.在本实用新型中,在未作相反说明的情况下,使用的方位词如“上、下、左、右”通常是指非整圆零部件半径量具水平设置时的相对方位,即图1中所示的方位。
25.本实用新型一方面提供了一种非整圆半径量具,包括第一游标卡尺1、第二游标卡尺2和角度测量机构,所述第一游标卡尺1具有第一游标尺13、固定于所述第一游标尺13的第一卡爪11和滑动安装于所述第一游标尺13 的第二卡爪12,所述第二游标卡尺2具有第二游标尺21、固定于所述第二游标尺21的第三卡爪23和滑动安装于所述第二游标尺21的第四卡爪22,所述第三卡爪23的自由端能够抵接于所述第一卡爪11的自由端,且所述第一游标卡尺1和所述第二游标卡尺2能够绕所述第三卡爪23和所述第一卡爪11的抵接点在所述第一游标尺13和所述第二游标尺21所在的平面内相对转动为使得所述第一游标尺13和所述第二游标尺21具有不同夹角,所述角度测量机构设置为能够测量所述第一游标尺13和所述第二游标尺21之间的夹角。
26.通过上述技术方案,设置于第一游标卡尺1上的第一卡爪11和第二卡爪12、设置于第二游标卡尺2上的第三卡爪23、第四卡爪22可以用于实现确定被测非整圆零件3圆周上的第一点坐标,其中,第一卡爪11固定在第一游标尺13的“0”刻度位置,第三卡爪23固定在第二游标尺21的“0”刻度位置,角度测量机构引导第一游标卡尺1和第二游标卡尺2转动时,第一卡爪11的自由端和第三卡爪23的自由端始终抵接,抵接点即被测非整圆零件3圆周上第一点坐标。同时,第二卡爪12滑动安装于第一游标尺13上,用于确定被测非整圆零件3圆周上沿第一游标尺13向第二卡爪12延伸方向一侧的第二点坐标;第四卡爪22滑动安装于第二游标尺21上,用于确定被测非整圆零件3圆周上沿第二游标尺21向第四卡爪22延伸方向一侧的第三点坐标。角度测量机构设置为测量所述第一游标尺12和所述第二游标尺21 之间的夹角。上述设置避免了使用光电检测装置测量过程中结构复杂、效率低下的缺陷,同时保证了测量精度。
27.测量时,结合图2所示,首先将第一游标卡尺1的第一卡爪11、第二卡爪12靠在工件外圆上,再转动第二游标卡尺2将第四卡爪22靠在被测工件外圆上,其中将第一卡爪11的爪尖位置默认为坐标原点,即求出第一个点的坐标位置s1=(0,0),通过第二卡爪12测量出与第二个点的距离l1,即求出第二个坐标点的位置s2=(l1,0),通过第四卡爪22测量出第三接触点与第三卡爪23的距离,由于第一卡爪11与第三卡爪23爪尖是始终贴合在一起的,从而求出第四卡爪22与第一卡爪11的距离l2,最后通过角度尺测量出第一游标卡尺1与第二游标卡尺2之间的角度即求出第三个点的坐标位置根据“三点法”求圆心坐标,就可以求出被测非整圆零件的半径值。
28.具体地,“三点法”求圆心坐标的步骤为,由前述测量过程可以分别获得被测非整圆零件3圆周上三个点坐标。首先,从已经确定的三个点中任选两点,分别确定两条并不重合的直线,分别计算两条直线的表达式。由s1 (0,0)和s2(l1,0)两点连成直线l1,直线l1的表达式为:y1=0;由s1= (0,0)和两点连出直接l2,直线l2的表达式为:其次,分别确定直线l1、l2 的中垂线的表达式,联立两中垂线,确定圆心坐标。直线l1的中垂线l3 的表达式为:x3=l1/2;直线l2
的中垂线l4的表达式为:的中垂线l4的表达式为:l3与l4的交点即为圆心,联立l3 与l4的表达式,即可求得交点坐标,即圆心坐标值最后,计算圆心 s4与s1之间的距离即可求得被测非整圆零件3的半径值r。
29.本实用新型对第一卡爪11的自由端和第三卡爪23的自由端的贴合方式不作具体限定,优选地,如图1和图2所示的实施方式中,所述第三卡爪23 的自由端与所述第一卡爪11的自由端贴合,所述角度尺游标24固定于所述第二游标尺21上,设置为在引导第二游标尺21转动时始终保持第三卡爪23 的自由端与所述第一卡爪11的自由端贴合,以在所述第一游标尺13和所述第二游标尺21相对转动过程中保持所述第三卡爪23的自由端抵接于所述第一卡爪11的自由端。可选的,所述第三卡爪23的自由端与所述第一卡爪11 的自由端相互铰接,用于保持第一卡爪11和第三卡爪23的自由端始终保持贴合。
30.本实用新型对角度测量机构不作具体限定,优选地,如图1和图2所示,所述角度测量机构包括固定于所述第一游标尺13上的角度尺扇形板14以及固定于所述第二游标尺21上的角度尺游标24,该角度尺游标24能够随所述第一游标尺13和所述第二游标尺21的相对转动而指示所述角度尺扇形板14 的不同位置,以测量所述第一游标尺13和所述第二游标尺21之间的夹角。当然,在其他实施方式中,所述角度尺扇形板14可以设置在所述第二游标尺21上,所述角度尺游标24可以设置在第一游标尺13上。
31.进一步地,为了实现第一卡爪11和第三卡主23的自由端抵接,本实用新型规定了角度尺扇形板的弧形槽的设置方法,所述角度尺扇形板14上形成有弧形槽,所述角度尺游标24与该弧形槽滑动配合并能够在所述第一游标尺13和所述第二游标尺21的相对转动时由该弧形槽引导为指示所述角度尺扇形板14的不同位置,所述弧形槽设置为:当所述第一游标尺13和所述第二游标尺21的相对转动时,所述第一卡爪11和第三卡爪23的自由端始终贴合。
32.进一步地,为了避免在测量时因角度尺扇形板与零件相对位置突出而导致的选取测量点不准确的缺陷,本实用新型规定了角度尺扇形板14与第一游标尺13的相对位置,所述角度尺扇形板14固定于所述第一游标尺13与所述第一卡爪11相对的一侧,所述角度尺游标24从所述第二游标尺21向远离所述第三卡爪23的一侧延伸,角度尺游标24设置于所述第二游标尺21 的朝向所述第一游标尺13的一端。
33.进一步地,为了便于测量第一游标卡尺1和第二游标卡尺2之间的角度,本实用新型规定了角度游标尺24的移动方向,所述角度尺游标24连接至所述第二游标尺21的部分沿
该第二游标尺21的厚度方向相对所述第一游标尺 13偏移,并允许该第一游标尺13和所述第二游标尺21相对转动为位于同一直线上。
34.本实用新型还提供一种具有上述非整圆半径量具的测量系统,用于测量待焊接的非整圆零件的半径。
35.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于此。在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,包括各个具体技术特征以任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本实用新型所公开的内容,均属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。