1.本发明属于锂离子电池回收技术领域,具体涉及一种废旧磷酸铁锂电池粉料的回收方法。
背景技术:
2.随着经济社会的快速发展,能源和环境问题日益加剧。为缓解石油能源短缺以及减少环境污染,我国出台了一系列鼓励和支持电动汽车行业发展的政策,以降低燃油车的使用,随之而来的是对动力电池的强烈需求。磷酸铁锂电池因具有循环寿命长、安全性高、成本低、环境污染少等优点而备受推崇,再加之比亚迪刀片电池的问世,使得磷酸铁锂迎来了动力电池市场的春天,一跃成为动力电池最主要的选择。与此同时,可以预测五年后大量磷酸铁锂电池将面临退役潮,磷酸铁锂电池退役后如果没有得到妥善处置会带来众多问题,一方面退役电池内含有重金属和有机物,如处置不当会给社会带来环境影响和安全隐患,另一方面近期锂价格暴涨,如不回收利用,企业很快将面临无能力采购锂原料的困境,没有磷酸铁锂回收技术的企业将很难在未来市场竞争中立足。因此,不论是从环保角度还是从成本角度考虑,对磷酸铁锂的回收再利用都势在必行。
3.目前,各企业对于磷酸铁锂电池回收的主要是锂和铝,铝源自集流体,锂则来源于磷酸铁锂。而现有的磷酸铁锂废粉料提锂技术一般是采用酸性溶液配合氧化剂,对磷酸铁锂废粉料进行浸出提锂,浸出液经净化后用于制备碳酸锂。但上述技术难以实现对锂元素的选择性提取,大量的铁、磷元素也浸出到浸出液中,无法得到较为纯净的含锂溶液,最终导致制备的碳酸锂纯度不达标。并且,磷酸铁锂中锂的含量只有4%左右,其主要成分磷酸铁并没有得到有效地回收利用。
4.为此,现有技术中也相继出现了同时回收锂、铁、磷的磷酸铁锂废粉料的回收方法,例如中国专利文献cn112410556a、cn112331949a、cn113912032a等。这些技术都是通过对废旧磷酸铁锂电池正极粉进行氧化酸浸反应和固液分离后,获得含锂浸出液和磷酸铁渣,然后再从含锂浸出液中制得碳酸锂,将磷酸铁渣溶解后再沉淀得到更纯净的磷酸铁,且在整个回收过程中还包含除杂的步骤,要么是在氧化酸浸反应之前先除铝,要么是对含锂浸出液依次进行除铁铝、除铜、除镍钴或者是同步除铁、镁、铝、铜,还有对溶解后的磷酸铁溶液进行除重金属的操作。可见,上述技术能除去的杂质种类都非常有限,导致这些技术只能适用于特定厂家或特定型号的废旧磷酸铁锂电池的回收。
5.但实际上,由于磷酸铁锂电池在制备过程中不同企业采用不同的金属掺杂工艺,并且在废旧电池的拆解过程中还会残留铜、铝、粘结剂、导电剂、电解液等物质,这都会导致回收的混合磷酸铁锂粉料中往往存在多种杂质成分,如铜、铝、硼、硅、锆、钛、钴、镍、锰、锌、钙、镁、钨、钼、钒等。因此,亟需开发一种能全方位除去这些杂质的具有普适性的新工艺,以保证磷酸铁锂废料回收的真正可行,让再生的磷酸铁和碳酸锂都能达到电池级纯度要求,从而使重新合成出来的磷酸铁锂与常规生产工艺制备的材料具备同等属性指标。
技术实现要素:
6.鉴于此,本发明要解决的技术问题是现有的磷酸铁锂电池废料回收方法不具备普适性,且回收的磷酸铁和/或碳酸锂的纯度较差的缺陷,进而提供一种可适用于市面上所有磷酸铁锂电池废料的回收再利用新方法,该方法普适性好,能实现磷酸铁锂电池废料的真正回收,且再生的磷酸铁和碳酸锂都能达到电池级纯度要求。
7.本发明的目的是通过以下技术方案实现的:
8.一种废旧磷酸铁锂电池粉料的回收方法,包括如下步骤:
9.s1、一次酸洗
10.将废旧磷酸铁锂电池粉料与第一酸性水溶液混合,搅拌,固液分离,收集固相;
11.s2、碱洗
12.将步骤s1得到的固相与碱性水溶液混合,搅拌,固液分离,收集固相;
13.s3、煅烧
14.将步骤s2得到的固相进行煅烧;
15.s4、一次酸溶
16.将步骤s3煅烧后的固相与第二酸性水溶液混合,升温以发生反应,控制反应体系终点的ph值为2~4,固液分离,分别收集滤液和残渣,滤液用于合成碳酸锂;
17.s5、二次酸溶
18.将步骤s4得到的残渣与第三酸性水溶液混合,充分溶解后,调节体系ph值为1~3,析出沉淀,固液分离,收集滤液;
19.s6、分离硫酸铁
20.向步骤s5得到的滤液中加入稳定剂,搅拌,升温以发生反应,调节体系ph值为2~3,析出沉淀,分离,得到硫酸铁。
21.可选地,所述第一酸性水溶液的ph值为2~3。
22.可选地,所述废旧磷酸铁锂电池粉料与所述第一酸性水溶液的质量比为1:2~5。
23.可选地,所述碱性水溶液的摩尔浓度为1~10mol/l,温度为60~70℃。
24.可选地,所述煅烧是在有氧条件下进行的,温度为400~900℃,时间为1~6h。
25.可选地,在所述煅烧之前还包括干燥步骤,干燥温度为100~200℃,时间为2~12h。
26.可选地,在所述煅烧之后还包括破碎步骤,破碎后的粉料的粒径小于500nm。
27.可选地,所述第二酸性水溶液的ph值为2~4;和/或,按磷酸铁锂的摩尔浓度为0.1~5mol/l的比例将步骤s3煅烧后的固相与第二酸性水溶液混合。
28.可选地,步骤s4中,反应温度为30~50℃,反应时间为0.5~5h。
29.可选地,在步骤s4和步骤s5之间还包括二次酸洗步骤,具体为,将步骤s4得到的残渣与第四酸性水溶液混合,固液分离,收集残渣用于二次酸溶,收集滤液用于合成碳酸锂。
30.可选地,所述合成碳酸锂的步骤包括,向步骤s4和/或所述二次酸洗步骤得到的滤液中加入氧化镁,并调节体系ph值为5~7,待反应结束后固液分离,向收集的滤液中加入碳酸盐,生成碳酸锂沉淀,分离,得到碳酸锂。
31.可选地,步骤s5中,溶解温度为30~60℃,溶解时间为1~5h。
32.可选地,所述第三酸性水溶液的ph值为1~4。
33.可选地,加入摩尔浓度为1~10mol/l的氨水调节体系ph值。
34.可选地,所述稳定剂包括第一络合剂和第二络合剂,所述第一络合剂为酒石酸、庚糖酸盐、葡萄糖酸钠、海藻酸钠、柠檬酸钠中的一种或几种;所述第二络合剂为单乙醇胺、二乙醇胺、三乙醇胺中的一种或几种。
35.可选地,所述第一络合剂的加入量为步骤s5得到的滤液质量的0.05~1%。
36.可选地,所述第二络合剂的加入量为步骤s5得到的滤液质量的0.05~0.5%。
37.可选地,步骤s6中,反应温度为40~90℃,反应时间为2~10h,搅拌速度为200~1200rpm。
38.可选地,所述回收方法还包括对步骤s6中分离硫酸铁后的废液进行处理,用于配制所述第一酸性水溶液、所述第二酸性水溶液、所述第三酸性水溶液、所述第四酸性水溶液中的一种或多种。
39.与现有技术相比,本发明的技术方案具有如下优点:
40.1、本发明提供的废旧磷酸铁锂电池粉料的回收方法,充分考虑到市面上不同企业在制备磷酸铁锂电池时采用的不同金属掺杂工艺,且在废旧电池拆解过程中残留的铜、铝、粘结剂、导电剂、电解液等物质,这些都会导致回收的混合磷酸铁锂粉料中存在多种杂质成分,如铜、铝、硼、硅、锆、钛、钴、镍、锰、锌、钙、镁、钨、钼、钒等,因此,本发明设计开发了一种能全方位除去这些杂质的磷酸铁锂电池废料回收利用新方法,该方法依次包括一次酸洗、碱洗、煅烧、一次酸溶(沉淀析出碳酸锂)、二次酸溶、二次酸洗以及分离硫酸铁等步骤。通过一次酸洗,除去废旧磷酸铁锂电池粉料表面残留的电解液成分,如可溶性盐和氟离子等,避免这些不必要的物料进入后续工序中。再通过碱洗,除去大部分的铜、铝、硼、锌、钨、钼等杂质,然后采用高温煅烧的方式,使粉体中的锂脱离形成氢氧化锂,再通过一次酸溶,使煅烧后物料中的氢氧化锂转变为可溶性锂盐而溶解,对较纯的锂溶液进行沉淀回收碳酸锂。一次酸溶残渣再次用酸充分溶解(即二次酸溶),调整酸度将未分解的粘结剂、导电剂以及剩余的钨、钼、硅、钛、锆、钙、镁等一次性除去,再通过添加稳定剂以稳定溶液体系,使得体系中残留的极少量的铜、铝、锆、锌等及少量其它杂质如钴、镍、锰、钒均处于稳定状态,通过后续的磷酸铁沉淀析出并分离,将这些少量杂质全部留在废母液中。
41.本发明的回收方法能全方位地除去所有废旧磷酸铁锂电池粉料中可能存在的杂质,因此具有普适性好的优点,可适用于对不同厂家不同型号的磷酸铁锂废料进行混合回收处理,且回收的磷酸铁和碳酸锂中的各种杂质含量均小于50ppm,达到电池级纯度要求,保证磷酸铁锂废料回收的真正可行。
42.2、本发明提供的废旧磷酸铁锂电池粉料的回收方法,还包括在一次酸溶之后对一次酸溶残渣进行二次酸洗的步骤,通过二次酸洗,可除去残渣表面附着的锂溶液,这样不仅消除了残留锂溶液对残渣纯度的影响,同时还可将二次酸洗液用于合成碳酸锂,提高了碳酸锂的回收率。
43.3、本发明提供的废旧磷酸铁锂电池粉料的回收方法,采用氧化镁调节锂溶液的ph值,以使锂溶液中的磷酸根与镁离子形成磷酸镁沉淀,从而除去磷酸根杂质,确保后续碳酸锂沉淀的高纯度。
44.4、本发明提供的废旧磷酸铁锂电池粉料的回收方法,采用的稳定剂包括第一络合剂和第二络合剂,第一络合剂为酒石酸、庚糖酸盐、葡萄糖酸钠、海藻酸钠、柠檬酸钠中的一
种或几种,第二络合剂为单乙醇胺、二乙醇胺、三乙醇胺中的一种或几种。这两类络合剂具有协同增益效果,能够使体系处于较稳定状态,使得含量较少的杂质金属离子较难沉淀析出,并且络合稳定效果好,对多种金属离子均有效,从而确保磷酸铁沉淀的高纯度。再者,这两类络合剂还容易实现生物降解,对后续废水处理起到了较好的辅助作用。
45.5、本发明提供的废旧磷酸铁锂电池粉料的回收方法,将一次酸洗液用于二次酸溶步骤以调节体系ph值,从而除去大量的钙和镁;碱洗步骤产出的溶液可先富集到一定量后通过调节ph为弱酸性,将铜离子沉淀并回收,或者碱洗步骤产生的溶液还可用于调节最终废水的ph值;析出碳酸锂后的溶液可用于整个回收过程中酸碱水的配制;析出磷酸铁后的废液经废水处理后可用作配制酸水的底液。回收过程中分离出来的导电剂、粘结剂及产生的废渣集中收集,一并处理。可见,本发明的回收方法能够实现原料的循环回收利用,大幅降低了回收成本。
46.6、本发明提供的废旧磷酸铁锂电池粉料的回收方法,采用高温固相(煅烧)和低温液相(一次酸溶)的双重处理方式,并结合二次酸洗,使锂的脱出回收率比目前其它工艺都高,锂脱出率大于95%,锂的最终回收率大于98%。
附图说明
47.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
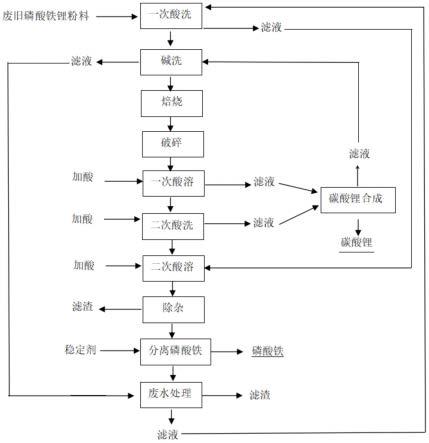
48.图1为本发明提供的废旧磷酸铁锂电池粉料的回收方法流程图。
具体实施方式
49.提供下述实施例是为了更好地进一步理解本发明,并不局限于所述最佳实施方式,不对本发明的内容和保护范围构成限制,任何人在本发明的启示下或是将本发明与其他现有技术的特征进行组合而得出的任何与本发明相同或相近似的产品,均落在本发明的保护范围之内。
50.实施例中未注明具体实验步骤或条件者,按照本领域内的文献所描述的常规实验步骤的操作或条件即可进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规试剂产品。
51.本发明提供了一种废旧磷酸铁锂电池粉料的回收方法,如图1所示,包括如下步骤:
52.s1、一次酸洗
53.按照液固比2~5:1先在水洗槽中加入纯水,将硫酸、硝酸或者盐酸加入至纯水中调节ph=2~3,然后投入废旧磷酸铁锂电池粉料,常温搅拌15min,固液分离,除去粉料表面残留的电解液成分,如可溶性盐和氟离子等,避免这些不必要的物料进入后续工序中,收集固相。
54.s2、碱洗
55.按固液比1:1~1:3的比例,向步骤s1的水洗槽中加入60~70℃、1~10mol/l的碱
溶液循环洗涤0.5~1h(即渣不卸料,依然放置在压滤机中,在一波洗涤结束后用泵重新打入热碱溶液开始下一波洗涤),除去大部分的铜、铝、硼、锌、钨、钼等碱溶性杂质,然后脱水。碱洗步骤产生的溶液富集到一定量后通过调节ph为弱酸性,将铜离子沉淀并回收。
56.s3、焙烧
57.将步骤s2得到的固相置于100~200℃下干燥2~12h,然后放入高温炉中升温至400~900℃,通空气焙烧1~6h,使锂脱离形成氢氧化锂。将冷却后的煅烧粉料球磨粉碎1~12h,使其粒度小于500nm。
58.s4、一次酸溶及合成碳酸锂
59.向浸出槽中加入纯水,控制水量使得磷酸铁锂固体的浓度为0.1~5mol/l,并调节纯水的ph值为2.0~4.0,例如可采用一次酸洗液调ph。加入定量的经步骤s3处理后的粉料,搅拌升温至30~50℃,持续搅拌并补充1mol/l的硫酸、盐酸或者硝酸,反应0.5~5h,控制体系终点的ph值在2~4之间,使粉料中的氢氧化锂转变为可溶性锂盐而溶解,形成锂溶液。待反应结束后,固液分离,采用10~20%体积(即ph=2的酸性水溶液的体积与固相的质量之比为0.1~0.2:1,比例关系为ml/g)的ph=2的酸性水溶液对固相进行二次酸洗并及时脱水,收集二次酸洗液,与一次酸溶得到的锂溶液合并,加入适量氧化镁调节体系ph=5~7,使得磷酸根与镁离子形成磷酸镁沉淀,过滤除去磷酸根杂质,收集滤液,加入碳酸盐,析出碳酸锂沉淀,收集碳酸锂,其中所含的各种杂质含量均小于50ppm,析出碳酸锂后的溶液可用于整个回收过程中酸碱水的配制。
60.s5、二次酸溶
61.向二次酸洗后的残渣中加入3~6倍体积的纯水,然后加入足量的硫酸、硝酸或者盐酸水溶液(ph=1~4),升温至30~60℃进行充分酸溶1~5h。用1~10mol/l的氨水或者一次酸洗液调节体系ph值至1~3,继续陈化10min,过滤除去未分解的粘结剂、导电剂以及剩余的钨、钼、硅、钛、锆、钙、镁等杂质。回收过程中分离出来的导电剂、粘结剂及产生的废渣集中收集,一并处理。
62.s6、分离磷酸铁
63.向步骤s5除杂后的滤液中加入稳定剂以稳定溶液体系,使体系中残留的极少量的铜、铝、锆、锌等及少量其它杂质均处于稳定状态,不影响后续磷酸铁沉淀的纯度。所使用的稳定剂包含主络合剂和辅助络合剂,主络合剂为酒石酸、庚糖酸盐、葡萄糖酸钠、海藻酸钠、柠檬酸钠中的一种或几种,其加入量为步骤s5除杂后的滤液质量的0.05~1%;辅助络合剂为单乙醇胺、二乙醇胺、三乙醇胺中的一种或几种,其加入量为步骤s5除杂后的滤液质量的0.05~0.5%。升温至40~90℃,搅拌速度为200~1200rpm,调节体系ph=2.0~3.0,持续稳定反应2~10h,析出磷酸铁沉淀,脱水过滤,收集磷酸铁,其中所含的各种杂质的含量均小于50ppm。废水送至废水处理站集中处理,例如可将碱洗步骤产生的溶液富集到一定量后用于调节最终废水的ph值,处理后可用作酸水配制的底液。
64.本发明的回收方法能全方位地除去所有废旧磷酸铁锂电池粉料中可能存在的杂质,因此具有普适性好的优点,可适用于对不同厂家不同型号的磷酸铁锂废料进行混合回收处理,且回收的磷酸铁和碳酸锂中的杂质含量均小于50ppm,达到电池级纯度要求,保证磷酸铁锂废料回收的真正可行。并且,本发明的回收方法能够实现原料的循环回收利用,大幅降低了回收成本。
65.实施例1
66.向水洗槽中按照液固比3:1先加入纯水,再将1mol/l稀硫酸加入到纯水中调节ph=2,然后投入磷酸铁锂a电池废料,常温搅拌15min,固液分离,收集固相。按固液比1:1的比例,向水洗槽中加入60℃的混合碱液(即2mol/l的氢氧化钠水溶液和0.1~2mol/l的氨水的混合液)循环洗涤1h,然后脱水。将碱洗后渣置于150℃下干燥5h,然后放入高温炉升温至700℃,通空气焙烧3h。将冷却后的煅烧粉料球磨粉碎3h,使其粒度小于500nm。向浸出槽中加入纯水,控制水量使得磷酸铁锂固体的浓度为1mol/l,并调节纯水的ph值为3.0,加入定量的磷酸铁锂回收粉体,搅拌升温至30℃,持续搅拌并补充1mol/l的硫酸,反应1h,使锂溶解形成锂溶液,控制体系终点的ph值为3,固液分离,采用10%体积的ph=2的酸性水溶液对固相进行二次酸洗并及时脱水,收集二次酸洗液,与前述锂溶液合并后,加入适量氧化镁调节体系ph=7.0,过滤除去磷酸根杂质,收集滤液,加入碳酸钠,析出碳酸锂沉淀,收集碳酸锂。
67.向二次酸洗后的残渣中加入3倍体积的纯水,然后加入足量的硫酸,升温至40℃进行充分酸溶3h。用5mol/l的氨水调节体系ph值至1.5,继续陈化10min,过滤除去未分解的粘结剂、导电剂以及剩余的钨、钼、硅、钛、锆、钙、镁等杂质。向除杂后的滤液中加入稳定剂,所使用的稳定剂包括主络合剂柠檬酸钠,加入量为除杂后的滤液质量的0.3%,以及辅助络合剂三乙醇胺,加入量为除杂后的滤液质量的0.1%。升温至70℃,搅拌速度为500rpm,调节体系ph=2.0,持续稳定反应5h,析出磷酸铁沉淀,脱水过滤,收集磷酸铁。废水送至废水处理站集中处理,处理后可用作酸水配制的底液。锂脱出率为95.1%,综合锂回收率为98.0%。
68.实施例2
69.向水洗槽中按照液固比5:1先加入纯水,再将1mol/l的稀硝酸加入到纯水中调节ph=2,然后投入磷酸铁锂b电池废料,常温搅拌15min,固液分离,收集固相。按固液比1:2的比例,向水洗槽中加入70℃、2mol/l的混合碱液(即2mol/l的氢氧化钠水溶液和0.1~2mol/l的氨水的混合液)循环洗涤1h,然后脱水。将碱洗后渣置于150℃下干燥5h,然后放入高温炉升温至800℃,通空气焙烧2h。将冷却后的煅烧粉料球磨粉碎4h,使其粒度小于500nm。向浸出槽中加入纯水,控制水量使得磷酸铁锂固体的浓度为1mol/l,并调节纯水的ph值为3.0,加入定量的磷酸铁锂回收粉体,搅拌升温至40℃,持续搅拌并补充1mol/l的硝酸,反应1h,使锂溶解形成锂溶液,控制体系终点的ph=2,固液分离,采用15%体积的ph=2的酸性水溶液对固相进行二次酸洗并及时脱水,收集二次酸洗液,与前述锂溶液合并后,加入适量氧化镁调节体系ph=7.0,过滤除去磷酸根杂质,收集滤液,加入碳酸钠,析出碳酸锂沉淀,收集碳酸锂。
70.向二次酸洗后的残渣中加入4倍体积的纯水,然后加入足量的硝酸,升温至50℃进行充分酸溶4h。用5mol/l的氨水调节体系ph值至1.5,继续陈化10min,过滤除去未分解的粘结剂、导电剂以及剩余的钨、钼、硅、钛、锆、钙、镁等杂质。向除杂后的滤液中加入稳定剂,所使用的稳定剂包括主络合剂酒石酸钠,加入量为除杂后的滤液质量的0.2%,以及辅助络合剂为二乙醇胺,加入量为除杂后的滤液质量的0.08%。升温至70℃,搅拌速度为500rpm,调节体系ph=2.0,持续稳定反应5h,析出磷酸铁沉淀,脱水过滤,收集磷酸铁。废水送至废水处理站集中处理,处理后可用作酸水配制的底液。锂脱出率95.2%,综合锂回收率98.1%。
71.实施例3
72.向水洗槽中按照液固比5:1先加入纯水,再将1mol/l稀盐酸加入到纯水中调节ph=4,然后投入磷酸铁锂c电池废料,常温搅拌15min,固液分离,收集固相。按固液比1:3的比例,向水洗槽中加入65℃、2mol/l的混合碱液(即2mol/l的氢氧化钠水溶液和0.1~2mol/l的氨水的混合液)循环洗涤1h,然后脱水。将碱洗后渣置于150℃下干燥5h,然后放入高温炉升温至600℃,通空气焙烧6h。将冷却后的煅烧粉料球磨粉碎6h,使其粒度小于500nm。向浸出槽中加入纯水,控制水量使得磷酸铁锂固体的浓度为1mol/l,并调节纯水的ph值为2.0,加入定量的磷酸铁锂回收粉体,搅拌升温至50℃,持续搅拌并补充1mol/l的盐酸,反应1h,使锂溶解形成锂溶液,控制体系终点的ph值为2,固液分离,采用20%体积的ph=2的酸性水溶液对固相进行二次酸洗并及时脱水,收集二次酸洗液,与前述锂溶液合并后,加入适量氧化镁调节体系ph=7.0,过滤除去磷酸根杂质,收集滤液,加入碳酸钠,析出碳酸锂沉淀,收集碳酸锂。
73.向二次酸洗后的残渣中加入5倍体积的纯水,然后加入足量的盐酸,升温至50℃进行充分酸溶5h。用5mol/l的氨水调节体系ph值至1.5,继续陈化10min,过滤除去未分解的粘结剂、导电剂以及剩余的钨、钼、硅、钛、锆、钙、镁等杂质。向除杂后的滤液中加入稳定剂,所使用的稳定剂包括主络合剂葡萄糖酸钠,加入量为除杂后的滤液质量的1%,以及辅助络合剂一乙醇胺,加入量为除杂后的滤液质量的0.5%。升温至70℃,搅拌速度为500rpm,调节体系ph=2.0,持续稳定反应5h,析出磷酸铁沉淀,脱水过滤,收集磷酸铁。废水送至废水处理站集中处理,处理后可用作酸水配制的底液。锂脱出率98.9%,综合锂回收率98.5%。
74.实施例1~3所使用的磷酸铁锂电池废料中的杂质含量,如表1所示。
75.表1
76.lfpni%co%mn%cu%al%zn%ca%mg%w%mo%si%ti%zr%v%a粉0.150.010.010.090.0200.150.080.250.010.010.4200.01b粉0.020.010.010.350.330.010.130.060.010.090.040.220.040.1c粉0.030.050.020.670.5100.180.050.0100.0300.150.15
77.实施例1~3中各步骤的工艺条件分析:
78.1.酸水洗涤步骤中的条件变化未发现明显差异,只是水量不同,金属离子浓度有差异。
79.2.碱洗步骤中,温度和时间的变化无明显差异,当温度低于设定值,碱洗效果变差,当温度高于设定值,能耗较高,洗涤时间小于设定值下限,洗涤效果变差,时间延长对洗涤效果无影响。
80.3.焙烧步骤中,焙烧温度低于400℃,锂脱出率低于90%,高于900℃则能耗过高,且对锂脱出率没有明显影响,焙烧时间低于1h,锂脱出率小于90%,焙烧时间高于6h,锂脱出率无明显变化。
81.4.破碎步骤中,根据焙烧温度不同破碎时间有所调整,低温焙烧时破碎时间长,高温焙烧时破碎时间短,以颗粒粒度小于500nm为基准确定研磨时间。
82.5.一次酸溶步骤中,采用盐酸时的溶解效果最好,锂脱出率接近99%,而硫酸溶解时的效果最差。体系终点的ph值小于2,会造成少量其它主金属元素如铁的溶解,大于4则可能产生磷酸锂沉淀,故控制一次酸溶反应体系终点的ph值为2~4。一次酸溶步骤的温度过低,则需要大幅延长溶解时间才能达到好的效果,过高则浪费能源。
83.6.二次酸洗步骤中所使用的酸水的体积为10~20%,体积过大会增加废酸水处理量,过小则达不到二次洗涤的最佳效果,导致锂的脱出率降低。
84.7.二次酸溶步骤中所使用的酸水的体积根据实际金属离子浓度确定,体积过少则金属离子浓度过高,导致无法全部溶解,体积过多则会增加后处理水量和成本。二次酸溶步骤的温度过低时间过短,则无法充分溶解,温度过高时间过长则浪费能源,降低生产效率。
85.8.分离磷酸铁步骤中,添加稳定剂以稳定溶液体系,两种络合剂协同增效,用量过少会有少量杂质金属无法得以稳定存在于溶液中,从而沉淀到磷酸铁产品中,用量过多则造成浪费以及磷酸铁沉淀不充分。磷酸铁沉淀析出时,体系ph过高会产生杂相铁,ph过低则产品沉淀不完全,影响回收率。
86.实施例1~3回收得到的磷酸铁和碳酸锂中的杂质含量分别如表2和表3所示。
87.表2
[0088][0089]
表3
[0090][0091]
结合表1~表3可知,本发明提供的废旧磷酸铁锂电池粉料的回收方法能全方位地除去所有废旧磷酸铁锂电池粉料中可能存在的杂质,具有普适性好的优点,可适用于对不同厂家不同型号的磷酸铁锂废料进行混合回收处理,且回收的磷酸铁和碳酸锂中的各种杂质含量均小于50ppm,达到电池级纯度要求。
[0092]
对比例1
[0093]
除下述内容外,其余内容与实施例2相同。
[0094]
稳定剂只有酒石酸钠,加入量为0.28%。
[0095]
结果表明,磷酸铁产物中杂质镍含量为80ppm,钙含量为120ppm,镁含量为100ppm。
[0096]
对比例2
[0097]
除下述内容外,其余内容与实施例2相同。
[0098]
稳定剂只有二乙醇胺,加入量为0.28%。
[0099]
结果表明,磷酸铁产物中杂质镍含量为120ppm,钙含量为600ppm,镁含量为400ppm。
[0100]
对比例3
[0101]
除下述内容外,其余内容与实施例2相同。
[0102]
不使用稳定剂。
[0103]
结果表明,磷酸铁产物中杂质镍含量为150ppm,钙含量为800ppm,镁含量为450ppm。
[0104]
对比例4
[0105]
除下述内容外,其余内容与实施例2相同。
[0106]
省略焙烧步骤。
[0107]
结果表明,锂无法提前被分离,导致根本不能实现锂和铁的回收。
[0108]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。