1.本发明涉及一种人造草坪的纤维丝及其制备方法,具体涉及一种通过熔融共混挤出并将其单轴拉伸取向,来获得熔体加工性好与高回弹率、低收缩率协同的双峰pe改性纤维丝及其制备方法。
背景技术:
2.聚烯烃是世界上最重要的通用塑料,约占塑料总产量的31%左右,有着极其广泛的用途,因此也在人造草坪中广泛使用。人造草坪的草丝纤维原料多以聚乙烯和聚丙烯为主,也可用聚氯乙烯和聚酰胺等。
3.其中线性低密度聚乙烯(lldpe)人造草坪手感更为柔软、外观和运动性能更接近天然草,因此被用户广泛接受,是目前市场上使用最广泛的人造草丝纤维丝原材料。然而现有人造草丝纤维在形变后难以回复,并且在加工过程中人造草丝纤维容易断裂、收缩率高,难以满足更高标准的社会需求。因此需要制备熔体加工性好,且具有高回弹率与低收缩率的高品质人造草丝纤维。引入支链更多的聚乙烯,虽然部分降低了纤维丝收缩率,提高了熔体强度,但由于支链增多会使纤维丝回弹率下降,熔体拉伸比减小,甚至在加工过程中会发生熔体破碎;引入多支链聚烯烃弹性体poe树脂,可以适当提高熔体拉伸比和纤维丝回弹率,但会使纤维丝收缩率加大且熔体强度下降。
4.如cn1243128a所报道的高熔体强度聚乙烯组合物,该聚乙烯组合物由乙烯、含不饱和端基的单体,以及任选地其它可插入聚合的共聚单体,使用活化的过渡金属有机金属催化剂化合物,在配位或者插入条件下通过聚合所制得。该方法发明的组合物具有较高的熔体强度,但是复杂的共聚单体不仅使制备方法变得复杂,而且改变了聚烯烃的结构,导致力学性能与通用的聚烯烃相比发生大的改变而不适应通常的应用场合。
5.如cn1921891a所报道的一种改善线性低密度聚乙烯加工性能的方法,该方法采用聚合物应力诱导反应实现线性低密度聚乙烯分子链结构和聚集态结构优化,从而实现线性低密度聚乙烯加工性能的改善,力学性能的提高。但该方法通过辐照方法在线性低密度聚乙烯树脂中引入长支链提高熔体强度,反应均匀性不易控制,韧性差,寿命短。
6.又如cn113314111a所报道的一种高熔体强度的线性低密度聚乙烯树脂组合物及其制备方法,该方法先通过程序加料的方式制备分子链部分解缠结的超高分子量聚乙烯(uhmwpe)2聚烯烃弹性体poe掺混料,随后通过熔融共混得到高熔体强度同时不损失其物理机械性能的线性低密度聚乙烯共混物。得到的线性低密度聚乙烯共混物具有高熔体强度和回弹性,工艺简单,但超高分子量聚乙烯(uhmwpe)加工条件苛刻,不能满足大部分通用聚烯烃的加工条件,难以成型。
7.由线性低密度聚乙烯(lldpe)添加其它助剂制备而成的人造草丝纤维,由于其韧性高,拉伸强度高,使用寿命长、抗撕裂性能和耐环境应力性能优异,得到了广泛关注。但是由于lldpe支链很少而且非常短,因此熔体强度低,在挤出熔体拉伸与高温槽稳态拉伸下加工困难。然而正如之前所述,向其中加入复杂的共聚单体,不仅使制备方法变得复杂,而且
改变了聚烯烃的结构,不适应通常的应用场合。辐射方法存在反应不均匀性,制备的共混物韧性不够,寿命短。在lldpe中添加其它聚合物如超高分子量聚乙烯(uhmwpe)物理改性则加工条件苛刻难以成型。因此现在需要开发一种有效的方法,在保证人造草丝纤维熔体加工性好的同时,使纤维丝具有高回弹率与低收缩率,并且能保持甚至提高纤维丝的宏观力学性能。
技术实现要素:
8.本发明是为了解决上述技术问题,提供了一种工艺简单、成本低、力学性能优异,且熔体加工性好与高回弹率、低收缩率协同的人造纤维丝及其制备方法,该人造纤维丝可用于制备高品质的人草草坪。
9.本发明解决上述技术问题所采用的方案是:
10.一种人造纤维丝的制备方法,包括如下步骤:
11.1),将lldpe、双峰lldpe、poe弹性体按照质量百分比(84~86):(9~11):(4~6)wt%进行配料;
12.2),将原料在挤出机中熔融共混挤出并拉伸成丝、水冷定形;
13.3),将定型后的纤维丝在高温槽内进行稳态拉伸,得到兼具熔体加工性好、高回弹率、低收缩率的单轴拉伸取向人造纤维丝。
14.优选地,所述挤出机各部分温度分别设置为:一区161℃~161℃,二区111℃~111℃,三区111℃~181℃,四区111℃~181℃,五区181℃~181℃,机头111℃~111℃,熔体温度111℃~111℃,螺杆转速21rpm~31rpm。
15.优选地,步骤2)中挤出熔体拉伸比为1.1~1.3倍。
16.优选地,步骤3)高温槽的温度为93~91℃。
17.优选地,步骤3)稳态拉伸拉伸比为4.1~6倍。
18.优选地,所述lldpe在标称负荷2.16222191℃条件下的熔体流动速率为1.8~2.12211min。
19.优选地,所述双峰lldpe在标称负荷2.16222191℃条件下的熔体流动速率为1.2~1.32211min。
20.优选地,所述poe在标称负荷2.16222191℃条件下的熔体流动速率为1.8~1.12211min。
21.更加优选地,所述lldpe来自茂名中石化,牌号1142;所述双峰lldpe来自北欧化工,牌号fb2231;所述poe弹性体来自韩国lg化学,牌号lc111。
22.本发明还提供一种人造纤维丝,采用上述制备方法得到。
23.本发明还提供上述的人造纤维丝在制造人造草坪、地毯中的应用。
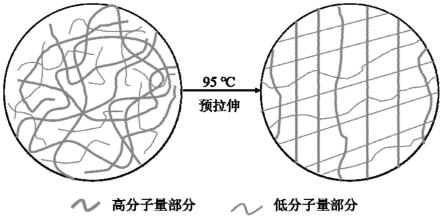
24.lldpe纤维丝品质的重点指标高回弹率与低收缩率之间相互矛盾。当lldpe纤维丝树脂分子链的刚性变强,可有效降低纤维丝的收缩率,但纤维丝的回弹率会下降;当纤维丝树脂分子链的柔性提升时,回弹率会加大,但纤维丝的收缩率也会增加。同时高品质的纤维丝在挤出拉伸加工中还要求有高的树脂熔体强度与熔体拉伸比以确保加工性能的稳定性。双峰lldpe是分子量分布呈两个峰值的lldpe树脂。双峰lldpe既有高分子量短支链部分提供机械强度,又有低分子量线性部分改善加工性能,因此具有良好的机械性能和可加工性。
双峰lldpe分子量分布宽,低分子量的线性部分在单轴拉伸的过程中容易发生取向变形。同时lldpe部分在单轴拉伸过程中也易发生取向变形,更容易发生分子链的滑移,这种变形使熔融共混物具有更大的回弹性,并且由于单轴拉伸取向诱导结晶,同时保证了熔融共混物的高强度。双峰lldpe高分子量的短支链部分提供高熔体强度,同时保证较低的收缩率。poe作为弹性体,极易拉伸取向变形,可以大幅提高熔体拉伸比,同时poe分子链的结晶性低可以使熵弹回复显著提高,也可以提升共混物的回弹性。并且双峰lldpe高分子量的短支链部分由于更容易缠结,可以进一步提升熔融共混物的回弹性。从而形成高熔体强度与熔体拉伸比、低收缩率与高回弹率协同的单轴拉伸熔融共混物纤维丝。
附图说明
25.图1为本发明人造纤维丝改性的原理图;
26.图2为本发明纤维丝回弹率实验的示意图;
27.图3为本发明人造纤维丝拉伸强度随稳态拉伸比的变化趋势。
具体实施方式
28.为更好的理解本发明,下面的实施例是对本发明的进一步说明,但本发明的内容不仅仅局限于下面的实施例。
29.下述实施例中,采用以下原料为例说明,并不作为对本发明原料的限制。
30.线性低密度聚乙烯(lldpe,1142,广东茂名)、双峰线性低密度聚乙烯(双峰lldpe,fb2231,北欧化工)、poe弹性体(poe,lc111,韩国lg化学)。
31.本实施方式所使用的实验方法如无特殊说明,均为常规方法。
32.将lldpe、双峰lldpe和poe弹性体在挤出机中熔融共混挤出熔体拉伸成丝、水冷定形,然后挤出丝立即进入高温槽中,在高温槽内完成挤出丝的稳态拉伸,得到单轴拉伸取向的双峰pe共混物。
33.其中挤出机为双螺杆挤出机,各部分温度分别设置为:一区161℃,二区111℃,三区181℃,四区181℃,五区181℃,机头111℃,熔体温度111℃,螺杆转速31rpm。
34.水冷温度31℃,挤出熔体拉伸比λ1=1。
35.高温槽温度93℃。
36.稳态拉伸比验证:在上述同一实验条件下,选择lldpe、双峰lldpe、poe质量百分比为81:11:1wt%,测试所得纤维丝拉伸强度随稳态拉伸比λ2的变化趋势,测试结果如附图3所示,可知拉伸强度随λ2的增大而增大,在稳态拉伸比λ2大于4后,拉伸强度可达到41mpa以上,满足强度要求,由于λ2的增大同步带来断裂伸长率的下降,选择具有较优稳态拉伸比及断裂伸长率的λ2=1作为后续试验条件。
37.测试操作说明:根据gb2t 1141
–
2116标准,在万能拉力试验机上测试纤维丝的力学性能(λ2=1时样条尺寸为长21mm,宽4mm,厚1mm)。
38.使用毛细管流变仪测试所得纤维丝的熔体强度及熔体拉伸比。其中测试温度t=111℃,拉伸初始速度v0=41mm2s,加速度a=1.2mm2s2,挤出速度v=112.1mm2s,口模直径d=1mm,口模长径比l/d=31。
39.纤维丝收缩率实验在烘箱中进行。烘箱温度81℃,将纤维丝放置在烘箱中1h,之后
将纤维丝从烘箱中取出,在21℃下放置11min,测量实验前后纤维丝的长度(放进烘箱前纤维丝长度为l0,21℃下放置11min后纤维丝长度为l)。
40.纤维丝收缩率计算公式:收缩率(%)=(l
0-l)/l0×
111。
41.纤维丝回弹率实验在烘箱中进行。以附图2的方式在31℃的烘箱中使用111 2砝码将纤维丝的自由部分(11mm)呈91
°
压31min,之后卸下砝码,然后将其在21℃下放置2h,测量回复的角度纤维丝回弹率计算公式:
42.实施例1~14
43.根据上述的试验及测试条件,制备了不同原料配比的人造纤维丝,并测试所得人造纤维丝的熔体强度、熔体拉伸比、纤维丝收缩率及纤维丝回弹率,具体原料配比及测试结果如下表1所示。
44.表1实施例1~14的各参数及测试结果
[0045][0046][0047]
由上表可以看出,在一定的原料比例下,所得纤维丝能够同步获得较大熔体拉伸比、低纤维丝收缩率与高纤维丝回弹率。实施例6~14为对比例,其中有一项或者多项性能指标不能达到使用要求。因此,本发明所设计的双峰pe改性纤维丝,通过熔融共混挤出与单轴拉伸取向后,可得到熔体加工性好与高回弹率、低收缩率协同的双峰pe改性纤维丝,解决了现有技术中存在的问题。
[0048]
以上所述是本发明的优选实施方式而已,当然不能以此来限定本发明之权利范围,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和变动,这些改进和变动也视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。