1.本技术涉及冶金技术,特别涉及一种变厚度冷轧钢板的力学性能均匀化处理工艺。
背景技术:
2.变厚度冷轧钢板是目前也称为轧制差厚板(或轧制不等厚钢板),其厚度沿长度方向连续变化,一般通过特殊设计的变厚度轧机将等厚度钢卷进行周期变厚度轧制后得到。现有技术中的差厚板生产专利提出了周期性轧制法来生产变厚度板材,该方法通过单道次轧制可以实现极限厚度比为1:2的变厚度板材,生产效率高。宝钢提出直拉式轧机进行变厚度轧制,从而获得单张的变厚度板材,该方法生产效率低,材料利用率低,但控制灵活,适用于实验研究。
3.经过变厚度轧制的钢板为轧硬态,无法满足后续冷冲压工序的要求,为了将轧硬态的变厚度钢板的力学性能调整到满足客户要求,需要对其进行退火处理。退火处理离不开退火炉,目前的钢卷退火炉有两种:罩式退火炉和连续退火炉。(1)罩式退火炉加热时间、保温时间以及降温时间均较长,由于钢卷在罩退炉内为成卷摆放,为此工艺灵活性低,适合生产金相组织为铁素体和珠光体为主的低合金高强钢或更低强度的钢种。因为投资小,生产灵活,罩式退火炉在小规模生产中有很强的优势;(2)连续退火炉生产效率高,由于带钢在退火炉内为通过式运动,所以其加热过程、保温过程和冷却过程的工艺参数可根据不同品种需要进行灵活调控,可满足各种强度级别的钢种开发。但连续退火炉设备投资大,产能高,适合产量高的产品生产。
4.轧制后的钢板从微观角度分析,随压下率增大,其晶粒从最初的等轴晶被逐渐拉长,晶粒界面增多,晶界处的位错塞积,图1为hc340(低合金高强钢)在不同压下率时的微观组织。
5.退火的目的就是使变形晶粒尽量恢复到原始态。在高温作用下,变形晶粒会发生两种变化:回复和再结晶。再结晶就是在再结晶温度以上时,晶界处或晶粒内部通过形核得到新的无缺陷晶粒,然后逐渐长大,其最终晶粒大小与保温温度和保温时间有关。通过再结晶退火可以获得较好的力学性能。回复在再结晶温度以下发生,晶界和晶粒内部的位错、空位等晶格缺陷数量逐渐减小,该过程不会改变变形晶粒形貌,其力学性能和原始未加工的钢板有很大差距。
6.将硬化态钢板发生再结晶对应的温度称为临界再结晶退火温度。实践和理论证明,不同的变形程度对应的再结晶退火不同,压下率越大,对应的临界再结晶退火温度越低,对于hc340la低合金高强钢而言,10%压下率和50%压下率对应的临界再结晶退火温度相差150℃左右。连续退火炉正常工作时,只能按照一个固定的工艺执行。如果工艺选择不当,变厚度冷轧钢板各个区域的再结晶程度和回复程度会产生差异,如何选择合适工艺使得变厚度冷轧钢板的力学性能都能满足客户要求,且均匀性良好,需要对常规工艺进行完善。
技术实现要素:
7.本发明的目的在于提出一种连续退火工艺处理方法,使得退火后力学性能及均匀性满足终端客户需求。
8.为实现上述目的,本发明提供如下技术方案:
9.本技术实施例公开了一种变厚度冷轧钢板的力学性能均匀化处理工艺,依次包括如下步骤:
10.s1根据成品所需厚度分布,选择原料的厚度,确保原料的厚度高于成品最厚区域的厚度;
11.s2将等厚度钢卷原料按照变厚度成品尺寸的要求进行变厚度轧制;
12.s3计算获得对应低合金高强钢的奥氏体化温度区间,方法如下:
13.带钢通过加热段和高温段的时间之和≥5min时,奥氏体化温度=奥氏体区间下限值 50~100℃;
14.带钢通过加热段和高温段的时间之和<5min时,奥氏体化温度=奥氏体区间下限值 80~150℃;
15.s4计算获得对应低合金高强钢的cct曲线,确定冷却速度在什么范围内进行冷却,并将钢板从奥氏体化温度冷却为铁素体 珠光体,根据冷却速度范围,确定冷却区的冷却参数;
16.s5参照步骤s3与s4得到的退火工艺,将步骤s2轧制好的变厚度钢卷送入连续退火炉中进行热处理,即获得尺寸精度高,力学性能均匀的变厚度冷轧钢板。
17.优选地,在上述的变厚度冷轧钢板的力学性能均匀化处理工艺中,步骤s1中,若钢种为软钢时,原料的厚度与成品的厚度的差值选择0.05-0.4mm。
18.优选地,在上述的变厚度冷轧钢板的力学性能均匀化处理工艺中,步骤s1中,若钢种为低合金高强钢且变厚度比接近1:2,原料的厚度与成品的厚度的差值选择0.05-0.2mm。
19.本发明的优势在于使得退火后力学性能及均匀性满足终端客户需求。
附图说明
20.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1为背景技术中hc340(低合金高强钢)在不同压下率时的微观组织图;
22.图2为具体实施例中变厚度冷轧钢板在加热过程的差异图;
23.图3为具体实施例中变厚度冷轧钢板在冷却过程的差异图;
24.图4为具体实施例中hc340轧制得到的变厚度钢板尺寸;
25.图5为具体实施例中奥氏体化温度范围和cct曲线图;
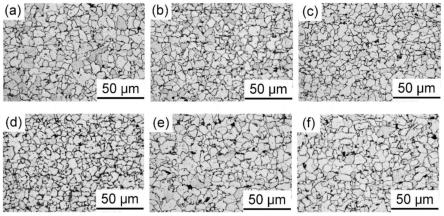
26.图6为具体实施例中变厚度钢板在930℃保温3min对应的微观组织图;
27.图7为具体实施例中变厚度钢板在930℃保温3min对应的力学性能图。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行详细的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.根据背景技术中的分析,要获得力学性能满足要求的变厚度冷轧钢板面临两个制约条件:
30.(1)通过单道次获得的变厚度钢板,由于设备能力限制,最薄区厚度和最厚区厚度的比值一般大于1:2,所以变厚度冷轧钢板各个区域的变形率在5%-50%之间。不同厚度区域对应的临界再结晶温度存在较大差异。
31.(2)连续退火工艺的制约,在连续退火炉内,钢卷是呈带状通过退火炉,为此有几个特点:首先为保证生产效率,变厚度带材通过加热炉的时间较短,所以需要快速加热、及快速冷却,考虑到合理保温和时效处理时间(根据工艺要求),总体时间一般在5-8min;其次、由于变厚度钢卷存在厚度差异,所以加热和降温过程,其不同区域的加速速率和冷却速度存在差异;第三、由于退火炉内温度控制存在较大的时间惯性,所以原则上退火工艺只能按照一个固定的工艺路径实施。
32.分析上述制约条件,为了使得金相组织以铁素体和珠光体组织为主的低合金高强钢的变厚度冷轧钢板获得均匀且性能达标的成品,需要满足几个条件:
33.(1)退火温度必须大于所有厚度区对应的再结晶临界退火温度以上,为了确保工艺稳定性,该退火温度需要比最厚区对应临界再结晶退火温度高30~50℃;对于低合金高强钢而言,该温度基本在800℃左右。如果不能满足这个条件,则压下率最小的最厚区无法实现再结晶,只能发生静态回复,对应的组织还是轧制硬化态,力学性能和压下率较大的薄区将存在较大差异;
34.(2)条件(1)的温度区间正好极大概率位于低合金钢的两相区(铁素体 奥氏体),此时再结晶组织不是单纯的再结晶组织,而是再结晶铁素体 奥氏体,其中的奥氏体组织通过相变产生。两相区温度的波动和压下率对相组成比例有较大影响,此工艺下的组织在冷却后会造成新的不均匀性,为此需要进一步优化调整退火工艺;
35.(3)由于提高再结晶温度会造成新的不均匀性,传统的再结晶退火工艺无法满足要求,要确保不同厚度区域的钢板均发生充分再结晶且不产生不均匀,可以考虑相变再结晶工艺,相变再结晶工艺是在相变温度以上时,钢板的组织全部通过相变形成新的再结晶晶粒,但其组织是新的相,而与常温的相不同。这种工艺与钢板的加工硬化程度没有关系。就低合金高强钢而言,如果退火温度在第1个条件的基础上再提高100-150℃,这个温度基本上就进入了奥氏体区,这样通过奥氏体再结晶转变,可确保所有厚度区域的再结晶组织为奥氏体晶粒,由于奥氏体区的再结晶晶粒大小只和奥氏体化温度和奥氏体化时间相关,这样确保了不同压下率对应的钢板组织在高温奥氏体区是均匀的;
36.(4)通过奥氏体再结晶温度上进行热处理,还需要分析加热和冷却过程的受热不均匀带来的影响。由于加热过程和冷却过程的变厚度钢板的不同厚度区域的加热速率和冷却速率不同,在同一加热和冷却环境下,其从某一个温度调整到另一温度的时间存在差异。如图2-3所示,薄区1mm,厚区2mm,过渡区100mm长的变厚度钢板,从常温加热到950℃进行奥
氏体化处理,1mm、过渡区和2mm区域需要的时间分别是43,55和80s,而带钢在连续退火炉中的加热段和高温段的时间一般都在4-6min,只要奥氏体化温度稍微高一些,厚度差异带来的升温差异影响可以忽略;从950℃冷却时常温时,1mm,过渡区和2mm对应的冷却速度分别是26,18和15℃/s。一般的控制冷却速率在3-25℃/s时,可以确保冷却后的组织为铁素体 珠光体,且组织较小。这个对于连续退火工艺而言,很容易实现,所以冷却过程的冷却速率差异不会对最终产品性能不均匀性产生影响。
37.根据上述新工艺的分析,本技术方案的实施步骤如下:
38.步骤一:根据成品厚度分布,选择原料厚度,确保原料厚度高于成品最厚区域厚度。如果钢种为软钢,原料厚度与成品厚度的差值在0.05-0.4mm之间;如果钢种为低合金高强钢且变厚度比接近1:2,原料厚度与成品厚度的差值在0.05-0.2mm之间,否则原料厚度与成品厚度的差值可以适当放宽,这样可以确保轧制负荷满足设备极限,且原料厚度的选择有一定灵活性;
39.步骤二:将等厚度钢卷按照变厚度尺寸要求进行变厚度轧制,获得尺寸精度和形状都满足要求的变厚度钢卷;
40.步骤三:通过实验和理论计算,获得对应低合金高强钢的奥氏体化温度区间,将奥氏体温度选择为奥氏体区间的下限值 50~150℃,具体温度区间确认方法需要根据连续退火炉的生产节奏决定(奥氏体化温度越高,对应的高温段保温时间可以缩短),方法如下:
41.带钢通过加热段和高温段的时间之和≥5min,奥氏体化温度=奥氏体区间下限值 50~100℃;
42.带钢通过加热段和高温段的时间之和<5min,奥氏体化温度=奥氏体区间下限值 80~150℃;
43.选择合适的退火工艺,确保高温段的保温温度稍大于临界再结晶退火温度,且保温时间确保钢卷内外温度均匀。
44.步骤四:通过实验和理论计算,获得对应低合金高强钢的cct曲线,通过该区间,可以确定冷却速度在什么范围内进行冷却,可将钢板从奥氏体化温度冷却为铁素体 珠光体,然后根据这个冷却速度范围,确定冷却区的冷却参数。
45.步骤五:按照步骤三和步骤四得到的退火工艺,将轧制好的变厚度钢卷送入连续退火炉中进行热处理,即可获得尺寸精度高,力学性能相对均匀,且满足客户要求的变厚度冷轧钢板。
46.示例如下:
47.将2.15mm厚,钢种为hc340mm的低合金高强钢,轧制为如图4所示尺寸。其中最厚区为2mm厚,最薄区为1mm后,过渡区长度为100mm。由于差厚比为1:2,所以原料厚度与成品厚度的差值不宜太大,这里选为2.15mm。
48.根据其化学成分和不同区域硬化率参数,计算其对应的奥氏体化温度范围和cct曲线,如图5所示,可以看出奥氏体温度的下限大致在800-860℃之间,cct曲线可以看出冷却速度在<10℃/s时,组织基本上铁素体 珠光体,在10-30℃/s之间时,组织为铁素体 少量珠光体和贝氏体,如果按照5-20℃/s的冷却速度控制,可以确保晶粒度在8级左右,组织差异较小,基本为铁素体 珠光体和极少量贝氏体。
49.根据连续退火炉的性能参数,选择奥氏体化温度为930℃,确保高温段时间≥
3min,将变厚度钢卷按照该工艺进行退火处理,得到的产品的微观组织如图6,(a)9%;(b)18%;(c)27;(d)36;(e)45%;(f)54%,可以看出其各个区域的组织均匀性非常好。
50.通过力学性能测试,如图7,屈服强度均为350mpa左右,抗拉强度为430mpa以上,波动小于20mpa,且延伸率均≥22%。完全满足标准要求。
51.本实施方式只是对本专利的示例性说明而并不限定它的保护范围,本领域人员还可以对其进行局部改变,只要没有超出本专利的精神实质,都视为对本专利的等同替换,都在本专利的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。