1.本技术涉及炉辊表面异物清理控制的技术领域,尤其涉及一种清理炉辊表面异物的控制方法和装置。
背景技术:
2.随着下游客户对冷轧板带质量要求的不断提升,上游工序对带钢表面的质量缺陷需要严格检测。例如在立式退火炉炉中,炉辊在牵引带钢退火处理过程中,可能会存在异物附着于炉辊表面,异物随着炉辊的转动会转印至带钢上形成凹坑点(或称“硌坑”缺陷),一旦带钢在立式退火炉炉内出现凹坑点,则需降速对异物进行打磨处理。
3.然而现有的打磨方式,无论是速差打磨、升降速打磨还是调整辊径打磨,其本质上都属于径向打磨,即通过程序控制使得带钢速度与炉辊速度存在一定的速度偏差,从达到炉辊与带钢的相对错动,然而这种径向打磨方式存在两点不足:其一,由于打磨的速度偏差影响张力控制,故带钢与炉辊径向相对错动量过低,对于消除已经粘附在炉辊上的异物效果不明显;其二,打磨期间有部分带钢包裹着炉辊上的异物,这就导致打磨掉的异物极易再次附着在炉辊表面。
4.因此,如何提高炉辊表面异物的清理质量,是目前亟待解决的技术问题。
技术实现要素:
5.本发明的一种清理炉辊表面异物的控制方法和装置,能够提高炉辊表面异物的清理质量。
6.本发明实施例提供了以下方案:
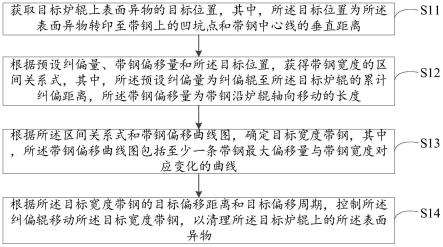
7.第一方面,本发明实施例提供了一种清理炉辊表面异物的控制方法,所述方法包括:
8.获取目标炉辊上表面异物的目标位置,其中,所述目标位置为所述表面异物转印至带钢上的凹坑点和带钢中心线的垂直距离;
9.根据预设纠偏量、带钢偏移量和所述目标位置,获得带钢宽度的区间关系式,其中,所述预设纠偏量为纠偏辊至所述目标炉辊的累计纠偏距离,所述带钢偏移量为带钢沿炉辊轴向移动的长度;
10.根据所述区间关系式和带钢偏移曲线图,确定目标宽度带钢,其中,所述带钢偏移曲线图包括至少一条所述带钢偏移量与带钢宽度对应变化的曲线;
11.根据所述目标宽度带钢的目标偏移距离和目标偏移周期,控制所述纠偏辊移动所述目标宽度带钢,以清理所述目标炉辊上的所述表面异物。
12.在一种可选的实施例中,所述获取目标炉辊上表面异物的目标位置之前,还包括:
13.获取所述带钢的位置偏移量和相邻炉辊的理论纠偏量,其中,所述位置偏移量为所述目标炉辊以不同偏移量牵引所述带钢时,所述目标位置产生的变化值;
14.根据所述位置偏移量和所述理论纠偏量,在所述纠偏辊对应纠偏控制的多个炉辊
中确定出所述目标炉辊。
15.在一种可选的实施例中,所述获取所述带钢的位置偏移量,包括:
16.根据所述带钢上相邻所述凹坑点的凹坑间距,获得炉辊的目标直径;
17.根据所述目标直径,确定控制所述炉辊纠偏的至少一组纠偏辊;
18.控制所述至少一组纠偏辊以预设偏移量移动所述带钢,对应获得至少一个当前偏移位置,其中,所述偏移位置为以所述预设偏移量移动所述带钢时,所述凹坑点和带钢中心线的垂直距离;
19.根据所述目标位置和所述至少一个当前偏移位置中的目标偏移位置,获得所述位置偏移量,其中,所述目标偏移位置为所述至少一个当前偏移位置中较所述目标位置发生变化的当前偏移位置。
20.在一种可选的实施例中,所述根据预设纠偏量、带钢偏移量和所述目标位置,获得带钢宽度的区间关系式,包括:
21.述带钢宽度。
22.在一种可选的实施例中,所述根据所述区间关系式和带钢偏移曲线图,确定目标宽度带钢,包括:
23.获取所述带钢偏移曲线图的张力偏移曲线和偏移限值曲线,其中,所述张力偏移曲线的带钢偏移量随带钢宽度增大对应递增变化,所述偏移限值曲线的带钢偏移量随带钢宽度增大对应递减变化;
24.根据所述张力偏移曲线和所述偏移限值曲线的交点,确定带钢宽度阈值;
25.若所述目标宽度带钢的宽度小于所述带钢宽度阈值时,根据所述区间关系式、所述张力偏移曲线在所有的带钢宽度规格中确定出所述目标宽度带钢;
26.若所述目标宽度带钢的宽度不小于所述带钢宽度阈值时,根据所述区间关系式、所述偏移限值曲线在所有的带钢宽度规格中确定出所述目标宽度带钢。
27.在一种可选的实施例中,所述根据所述目标宽度带钢的目标偏移距离和目标偏移周期,控制所述纠偏辊移动所述目标宽度带钢之前,还包括:
28.根据公式获得偏移距离区间,其中,l为所述目标位置,a
max
为所述目标宽度带钢的带钢偏移量,为所述预设纠偏量,w1为所述目标宽度带钢的宽度值;
29.根据所述偏移距离区间中的任意值确定所述目标偏移距离。
30.在一种可选的实施例中,所述根据所述目标宽度带钢的目标偏移距离和目标偏移周期,控制所述纠偏辊移动所述目标宽度带钢之前,还包括:
31.根据公式和公式b
min
=a/(1000
·
v)计算结果中的最大值,
获得偏移周期限值b
min
,其中,f2为周期安全系数,r为所述目标炉辊的直径,v为所述目标宽度带钢的速度,α为所述目标宽度带钢在所述目标炉辊上的覆盖角度,a为所述目标偏移距离;
32.根据不小于所述偏移周期限值的偏移周期,确定为所述目标偏移周期。
33.第二方面,本发明实施例还提供了一种清理炉辊表面异物的控制装置,所述装置包括:
34.第一获取模块,用于获取目标炉辊上表面异物的目标位置,其中,所述目标位置为所述表面异物转印至带钢上的凹坑点和带钢中心线的垂直距离;
35.第一获得模块,用于根据预设纠偏量、带钢偏移量和所述目标位置,获得带钢宽度的区间关系式,其中,所述预设纠偏量为纠偏辊至所述目标炉辊的累计纠偏距离,所述带钢偏移量为带钢沿炉辊轴向移动的长度;
36.第一确定模块,用于根据所述区间关系式和带钢偏移曲线图,确定目标宽度带钢,其中,所述带钢偏移曲线图包括至少一条所述带钢偏移量与带钢宽度对应变化的曲线;
37.第一控制模块,用于根据所述目标宽度带钢的目标偏移距离和目标偏移周期,控制所述纠偏辊移动所述目标宽度带钢,以清理所述目标炉辊上的所述表面异物。
38.第三方面,本发明实施例还提供了一种电子设备,包括处理器和存储器,所述存储器耦接到所述处理器,所述存储器存储指令,当所述指令由所述处理器执行时使所述电子设备执行第一方面中任一项所述方法的步骤。
39.第四方面,本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现第一方面中任一项所述方法的步骤。
40.本发明提供的一种清理炉辊表面异物的控制方法和装置与现有技术相比,具有以下优点:
41.本发明通过目标炉辊上表面异物的目标位置,通过预设纠偏量、带钢偏移量和目标位置,获得带钢宽度的区间关系式,以获得带钢偏移量和带钢宽度的不等式关系,再通过带钢偏移曲线图确定出带钢偏移量,以在区间关系式中确定出目标宽度带钢,目标宽度带钢的宽度为确保张力波动和带钢跑偏自动降速的不会导致异常的前提下,能够通过“蛇形”打磨清理目标炉辊上表面异物的带钢,通过目标宽度带钢的目标偏移距离和目标偏移周期,控制纠偏辊移动目标宽度带钢,以清理所述目标炉辊上的所述表面异物;本发明的方法控制目标宽度带钢沿目标炉辊的轴向移动,通过目标宽度带钢的边沿“切削”清理表面异物,消除了传统方式中表面异物可能再次附着在炉辊表面的不利影响,进而提高了炉辊表面异物的清理质量。
附图说明
42.为了更清楚地说明本说明书实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
43.图1为本发明实施例提供的一种清理炉辊表面异物的控制方法的流程图;
44.图2为本发明实施例提供的时效1段中各炉辊的分布示意图;
45.图3为本发明实施例提供的时效1段中各炉辊的明细图;
46.图4为本发明实施例提供的带钢偏移曲线图的示意图;
47.图5为本发明实施例提供的退火炉“蛇形”打磨功能hmi人机界面的示意图;
48.图6为本发明实施例提供的“蛇形”打磨轨迹的示意图;
49.图7为本发明实施例提供的一种清理炉辊表面异物的控制装置的结构示意图。
具体实施方式
50.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明实施例保护的范围。
51.本发明的控制方法可以应用于设有纠偏辊的带钢产线中,对各种辊子进行表面异物清理。下面本发明实施例将以带钢产线的立式退火炉为例,具体阐述如何通过实施控制方法清理炉辊的表面异物。
52.请参阅图1,图1为本发明实施例提供的一种清理炉辊表面异物的控制方法的流程图,所述方法包括:
53.s11、获取目标炉辊上表面异物的目标位置,其中,所述目标位置为所述表面异物转印至带钢上的凹坑点和带钢中心线的垂直距离。
54.具体的,在立式退火炉中,目标位置可以通过对完成退火的带钢进行测量得出。凹坑点是在目标炉辊牵引带钢移动时经表面异物转印至带钢上的,因此,凹坑点与表面异物存在位置对应关系。当目标炉辊居中牵引带钢时,目标位置即也为目标炉辊的径向中心线至表面异物的垂直距离。目标位置可以在立式退火炉停车后,人员进入立式退火炉内部,通过目测或接触感知目标炉辊上的表面异物后,在通过量具测量出目标位置,量具可以为钢卷尺或游标卡尺,能够准确测量出目标位置即可。
55.在具体实施时,进入退火炉内部进行测量必须将退火炉停车,且炉辊数量较多,导致确定目标位置时,耗时较长,影响产线的正常生产。
56.为解决上述问题,在一种具体的实施方式中,所述获取目标炉辊上表面异物的目标位置之前,还包括:
57.获取带钢的位置偏移量和相邻炉辊的理论纠偏量,其中,位置偏移量为目标炉辊以不同偏移量牵引带钢时,目标位置产生的变化值;根据位置偏移量和理论纠偏量,在纠偏辊对应纠偏控制的多个炉辊中确定出目标炉辊。
58.具体的,在退火炉中设置有多组纠偏辊,每组纠偏辊对应控制多个炉辊的纠偏控制。请参阅图2-3,以退火炉的时效1段、时效2段和终冷段为例,时效1段的65-66#纠偏辊,对应纠偏控制66-84#炉辊;时效2段的85-86#纠偏辊对应控制87-104#炉辊;终冷段的105#纠偏辊,对应纠偏控制106-114#炉辊。带钢在通过纠偏辊和炉辊牵引退火时,通过纠偏辊改变不同的偏移量牵引带钢,若炉辊上存在表面异物,目标位置将对应产生变化,对目标位置产生变化对应的该组纠偏辊和对应的炉辊可以确定为附着有表面异物,即可在多组纠偏辊中对应确定出纠偏辊和对应的多个炉辊。理论纠偏量是纠偏辊在带钢在保证带钢张力时相邻炉辊之间的一固定纠偏量。通过将位置偏移量与理论纠偏量求商,即可确定出目标炉辊。
59.在一种具体的实施方式中,获取带钢的位置偏移量,包括:
60.根据带钢上相邻凹坑点的凹坑间距,获得炉辊的目标直径;根据目标直径,确定控制炉辊纠偏的至少一组纠偏辊;控制至少一组纠偏辊以预设偏移量移动带钢,对应获得至少一个当前偏移位置,其中,偏移位置为以预设偏移量移动带钢时,凹坑点和带钢中心线的垂直距离;根据目标位置和至少一个当前偏移位置中的目标偏移位置,获得位置偏移量,其中,目标偏移位置为至少一个当前偏移位置中较目标位置发生变化的当前偏移位置。
61.具体的,通过位置偏移量和理论纠偏量在纠偏辊对应纠偏控制的多个炉辊中确定出目标炉辊,不仅可适用于在一组纠偏辊对应的多个炉辊中确定出目标炉辊;也能适用于多组纠偏辊中确定出目标炉辊。
62.以作业生产规格1.0
×
1433mm、牌号hs1的带钢为例,在退火炉出口发现带钢上表面存在凹坑点(或称硌痕),凹坑点距离带钢中心668mm,即目标位置为668mm,相邻凹坑点的凹坑间距4080mm,计算出炉辊的目标直径r=4080/3.14≈1300mm,确定目标直径对应的炉辊为时效1段、时效2段和终冷段的炉辊,设定一预设偏移量控制纠偏辊移动带钢。需要说明的是,预设偏移量需要满足两点要求:其一为需要避免设置过大导致带钢的张力波动;其二为避免设置过大导致带钢跑偏,引起产线整体自动降速。带钢的最大偏移量与宽度存在对应关系,如表1所示。
63.表1:
[0064][0065]
因此,在设置预设偏移量时需小于最大偏移量a
max-2
,根据表1可知:带钢宽度1400mm,对应的最大偏移量为70mm;带钢宽度1500mm,对应的最大偏移量为60mm;1433mm位于1400mm与1500mm之间,可通过线性插值就行求解。当带钢宽度为1433mm时,a
max-2
=(60-70)
×
(1433-1400)/(1500-1400) 70=67mm。可以设定预设偏移量为50mm,通过逐一对cpc8.4、cpc8.5、cpc8.6处带钢上的凹坑点与带钢中心线的垂直距离进行测量,获得多个当前偏移位置,结果如表2所示。
[0066]
表2:
[0067][0068]
其中,cpc8.4、cpc8.5、cpc8.6分别对应时效1段、时效2段和终冷段出口的带钢,通过表2结果可知时效1段的带钢上凹坑点与带钢中心线的垂直距离发生变化,与未设定预设偏移量之前,减小了38.8mm,理论纠偏量ki为0.8mm,
[0069]
计算目标炉辊的位置编号i=(l1‑△
l)/ki=(50-38.8)/0.8=14,因此80#炉辊为目标炉辊。获取目标炉辊上表面异物的目标位置后进入步骤s12。
[0070]
s12、根据预设纠偏量、带钢偏移量和所述目标位置,获得带钢宽度的区间关系式,其中,所述预设纠偏量为纠偏辊至所述目标炉辊的累计纠偏距离,所述带钢偏移量为带钢沿炉辊轴向移动的长度。
[0071]
具体的,确定目标位置后,需要确定“切削”表面异物的带钢,不同宽度带钢的最大偏移量不同,确定的带钢需要在最大偏移量以内能够清除表面异物。预设纠偏量、带钢偏移量、目标位置和带钢宽度存在对应关系,根据该对应关系可以获得区间关系式,由于目标炉辊与纠偏辊的相对位置已确定,目标位置同样是确定的,因此,区间关系式表征的是在预设纠偏量和目标位置的约束下,带钢偏移量和带钢宽度的变化关系。
[0072]
在一种具体的实施方式中,根据预设纠偏量、带钢偏移量和目标位置,获得带钢宽度的区间关系式,包括:
[0073][0074]
具体的,已知凹坑点在80#炉辊,是位于纠偏辊的第13个炉辊,目标位置l为668mm,取炉辊处的理论偏量ki为0.8mm,通过公式得出:
[0075]2×
668-a
max
13
×
0.8≤w1≤2
×
668 a
max
-13
×
0.8,即w1 a
max
≥1346.4mm,w1-a
max
≤1325.6mm。获得带钢宽度的区间关系式后进入步骤s13。
[0076]
s13、根据所述区间关系式和带钢偏移曲线图,确定目标宽度带钢,其中,所述带钢偏移曲线图包括至少一条所述带钢偏移量与带钢宽度对应变化的曲线。
[0077]
具体的,带钢偏移曲线图表征的是带钢偏移量与带钢宽度的对应变化关系,可以通过带钢偏移曲线图确定出带钢偏移量,因而可以对应获得带钢宽度的区间,带钢在生产时宽度规格是固定的,进而可以在带钢宽度的区间中确定出目标宽度带钢。
[0078]
在一种具体的实施方式中,根据区间关系式和带钢偏移曲线图,确定目标宽度带钢,包括:
[0079]
获取带钢偏移曲线图的张力偏移曲线和偏移限值曲线,其中,张力偏移曲线的带钢偏移量随带钢宽度增大对应递增变化,偏移限值曲线的带钢偏移量随带钢宽度增大对应递减变化;根据张力偏移曲线和偏移限值曲线的交点,确定带钢宽度阈值;若目标宽度带钢的宽度小于带钢宽度阈值时,根据区间关系式、张力偏移曲线在所有的带钢宽度规格中确定出目标宽度带钢;若目标宽度带钢的宽度不小于带钢宽度阈值时,根据区间关系式、偏移限值曲线在所有的带钢宽度规格中确定出目标宽度带钢。
[0080]
具体的,请参阅图4,张力偏移曲线中的带钢偏移量为张力波动限幅下的偏移量上限a
max-1
,随带钢宽度增大对应递增变化;偏移限值曲线的带钢偏移量为防止偏移量过大导致跑偏自动降速的偏移量上限a
max-2
,随带钢宽度增大对应递减变化;通过张力偏移曲线和偏移限值曲线的交点可以确定带钢宽度阈值为1500mm,对应的带钢偏移量为60mm。当w1≤1500,a
max-1
≤a
max-2
,带钢偏移量a
max
为张力偏移曲线中对应的带钢偏移量;当w1>1500,a
max-1
>a
max-2
,带钢偏移量a
max
偏移限值曲线中对应的带钢偏移量。
[0081]
例如通过上述公式得出w1 a
max
≥1346.4mm,w1-a
max
≤1325.6mm。在张力偏移曲线中,带钢偏移量a
max-1
=0.5
·
f1·w·
δt,其中,f1为防止张力波动的安全系数,无量纲,取0.5~1;w为带钢宽度,mm;
△
t为张力波动控制上限,%;a
max-1
为张力波动限幅下的临界切削
长度,mm。防止张力波动的安全系数f1为0.8,张力波动控制上限为10%,得到不大于张力波动限幅下的临界切削长度a
max-1
为:a
max-1
=0.5
×
0.8
×
w1×
10%=0.04
×
w1。
[0082]
1)当w1≤1500,a
max-1
≤a
max-2
,带钢偏移量a
max
=min(a
max-1
,a
max-2
)=a
max-1
[0083]
w1 0.04
×
w1≥1346.4,w1-0.04
×
w1≤1325.6,得到1294.6mm≤w1≤1402.5mm。在该宽度区间内,带钢的宽度生产规格中仅存在1350mm,因此,目标宽度带钢为带钢宽度w1为1350mm的带钢,带钢偏移量a
max
为54mm。
[0084]
2)当w1>1500,a
max-1
>a
max-2
,带钢偏移量a
max
=min(a
max-1
,a
max-2
)=a
max-1
<60,不满足w1-a
max-1
≤1325.6,故该情况不存在。
[0085]
在立式退火炉中,确定的带钢偏移量a
max
与目标带钢的宽度值的对应关系如表3所示。
[0086]
表3:
[0087][0088]
确定目标宽度带钢后进入步骤s14。
[0089]
s14、根据所述目标宽度带钢的目标偏移距离和目标偏移周期,控制所述纠偏辊移动所述目标宽度带钢,以清理所述目标炉辊上的所述表面异物。
[0090]
具体的,控制纠偏辊使目标宽度带钢根据目标偏移距离和目标偏移周期对应移动可以形成“蛇形”路径,以对目标炉辊上的表面异物进行清理。
[0091]
本领域技术人员可以理解,具体实现可以通过建立“蛇形”打磨模型,其算法如公式1所示。
[0092][0093]
式中:yi为带钢在第i个炉辊处的中心线偏移量,单位mm;a为目标宽度带钢的带钢偏移量,单位mm;b为目标偏移周期的设定值,单位s;x为时间,单位s;xi为带钢在第i个炉辊处的初始切削时间,单位s,其中x0=0,f(xi b)=f(xi)=xi;ki为第i个炉辊处的理论纠偏量,与炉辊凸度、炉辊直径、包角、带钢速度等因素有关,一般取0~5mm。退火炉“蛇形”打磨功能hmi,如图5所示。其中:cutting length表示目标偏移距离(或称切削长度)的设定值,cutting cycle表示目标偏移周期(或称切削周期),操作人员根据炉内凹坑点缺陷所在区域,通过单击“on”按钮,激活“蛇形”打磨功能,点击“off”按钮,可手动关闭打磨功能。
[0094]
由立式退火炉炉辊的自纠偏性可知,对于已经偏离中心线的带钢,每经过一个炉辊,其偏移量均有一定幅度的减小。这就导致随着带钢与纠偏辊的位移的增加,实际切削长度逐步衰减,其衰减方程如公式2所示
[0095]
[0096]
式中:y为实际切削长度,mm;ks为衰减系数,无量纲,一般取-0.01~-0.02;v为带钢速度,m/s;s为带钢距离纠偏辊的位移,m。当带钢偏移量设定值为30mm,衰减系数为-0.015,带钢速度3.33m/s时,实际切削长度与带钢距离纠偏辊的位移之间的变化趋势,如图6所示。
[0097]
在一种具体的实施方式中,根据目标宽度带钢的目标偏移距离和目标偏移周期,控制纠偏辊移动目标宽度带钢之前,还包括:
[0098]
根据公式获得偏移距离区间,其中,l为目标位置,a
max
为目标宽度带钢的带钢偏移量,为预设纠偏量,w1为目标宽度带钢的宽度值;根据偏移距离区间中的任意值确定目标偏移距离。
[0099]
具体的,为保证目标宽度带钢的边部能对目标炉辊上的表面异物进行“切削”清理,通过公式可以算出:|2
×
668-1350|/2 13
×
0.8=17.4≤a≤54,带钢偏移量a
max
为54mm,偏移距离区间为17.4-54mm,目标偏移距离可以是该区间中的任一值。
[0100]
在一种具体的实施方式中,根据目标宽度带钢的目标偏移距离和目标偏移周期,控制纠偏辊移动目标宽度带钢之前,还包括:
[0101]
根据公式和公式b
min
=a/(1000
·
v)计算结果中的最大值,获得偏移周期限值b
min
,其中,f2为周期安全系数,r为目标炉辊的直径,v为目标宽度带钢的速度,α为目标宽度带钢在目标炉辊上的覆盖角度,a为目标偏移距离;根据不小于偏移周期限值的偏移周期,确定为目标偏移周期。
[0102]
具体的,已知目标炉辊的直径为1300mm,覆盖角度α为180
°
,取防跑偏的安全系数f2为1.2,切削长度a为20mm,带钢运行速度为260m/min,根据上述公式,b
min
=max(1.2
×
180
×
3.14
×
1300/(360
×
1000
×
260),20/(1000
×
260))中的最大值,分别的计算结果为0.00942和7.69
×
10-5
,因此,偏移周期限值b
min
为0.00942s,不小于偏移周期限值的偏移周期即可以确定为目标偏移周期。
[0103]
在立式退火炉中,确定的目标偏移周期如表4所示。
[0104]
表4:
[0105][0106]
基于与控制方法同样的发明构思,本发明实施例还提供了一种清理炉辊表面异物的控制装置,请参阅图7,所述装置包括:
[0107]
第一获取模块701,用于获取目标炉辊上表面异物的目标位置,其中,所述目标位置为所述表面异物转印至带钢上的凹坑点和带钢中心线的垂直距离;
[0108]
第一获得模块702,用于根据预设纠偏量、带钢偏移量和所述目标位置,获得带钢
宽度的区间关系式,其中,所述预设纠偏量为纠偏辊至所述目标炉辊的累计纠偏距离,所述带钢偏移量为带钢沿炉辊轴向移动的长度;
[0109]
第一确定模块703,用于根据所述区间关系式和带钢偏移曲线图,确定目标宽度带钢,其中,所述带钢偏移曲线图包括至少一条所述带钢偏移量与带钢宽度对应变化的曲线;
[0110]
第一控制模块704,用于根据所述目标宽度带钢的目标偏移距离和目标偏移周期,控制所述纠偏辊移动所述目标宽度带钢,以清理所述目标炉辊上的所述表面异物。
[0111]
本领域技术人员可以理解,本发明实施例提供的一种清理炉辊表面异物的控制装置与控制方法为对应关系,在此不对装置的其他结构作详细赘述。
[0112]
基于与控制方法同样的发明构思,本发明实施例还提供了一种电子设备,包括处理器和存储器,所述存储器耦接到所述处理器,所述存储器存储指令,当所述指令由所述处理器执行时使所述电子设备执行控制方法中任一项所述方法的步骤。
[0113]
基于与控制方法同样的发明构思,本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现控制方法中任一项所述方法的步骤。
[0114]
本发明实施例中提供的技术方案,至少具有如下技术效果或优点:
[0115]
通过目标炉辊上表面异物的目标位置,通过预设纠偏量、带钢偏移量和目标位置,获得带钢宽度的区间关系式,以获得带钢偏移量和带钢宽度的不等式关系,再通过带钢偏移曲线图确定出带钢偏移量,以在区间关系式中确定出目标宽度带钢,目标宽度带钢的宽度为确保张力波动和带钢跑偏自动降速的不会导致异常的前提下,能够通过“蛇形”打磨清理目标炉辊上表面异物的带钢,通过目标宽度带钢的目标偏移距离和目标偏移周期,控制纠偏辊移动目标宽度带钢,以清理所述目标炉辊上的所述表面异物;本发明的方法控制目标宽度带钢沿目标炉辊的轴向移动,通过目标宽度带钢的边沿“切削”清理表面异物,消除了传统方式中表面异物可能再次附着在炉辊表面的不利影响,进而提高了炉辊表面异物的清理质量。
[0116]
本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
[0117]
本发明是参照根据本发明实施例的方法、装置(模块、系统)、和计算机程序产品的流程图和/或方框图来描述。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式计算机或者其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0118]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或
多个方框中指定的功能。
[0119]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0120]
尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
[0121]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包括这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
