1.本实用新型涉及熔模精密铸造生产领域,尤其涉及一种快速自动往复式校形工装。
背景技术:
2.在熔模精密铸造生产过程中,一些壁厚比较薄的产品,在生产的过程中会出现变形,需要后期制作校形工装,用校形的方法来达到合格产品的形状要求。普通的校形工装需要人工进行复位,劳动强度大,效率低,特别是外形小且订单量大的产品,用普通工装不能满足生产要求。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中普通的校形工装需要人工进行复位,劳动强度大,效率低,特别是外形小且订单量大的产品,用普通工装不能满足生产要求的缺点,而提出的一种快速自动往复式校形工装。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种快速自动往复式校形工装,包括:
6.底座,所述底座上表面通过导向组件连接有压板,所述压板底部设置有挤压组件;
7.复位组件,所述复位组件包括外压块、内压块复位弹簧、内压块复位弹簧、外压块滑道、内压块滑道、外压块限位块和内压块限位块,所述内压块滑道开设在底座中部,且为十字形,四个所述内压块复位弹簧固定连接在内压块滑道的四端侧壁,四个所述内压块分别固定连接在内压块复位弹簧端部,四个所述外压块滑道为矩形,分别垂直开设在底座四边中部,且外端为开口,多个所述外压块复位弹簧垂直固定连接在外压块滑道内侧侧壁,四个所述外压块固定连接在外压块复位弹簧端部,所述外压块限位块固定连接在外压块滑道靠近开口处,所述内压块限位块固定连接在内压块滑道中心处。
8.优选的,所述挤压组件包括外斜铁挤压块和内斜铁挤压块,所述内斜铁挤压块固定连接在压板底部中间,且与内压块滑道位置对应,四个所述外斜铁挤压块固定连接在压板底部四边,且与外压块滑道位置对应。
9.优选的,所述导向组件包括压板导柱、压板复位弹簧导柱和压板复位弹簧,两个所述压板导柱固定连接在底座的两个对角,所述压板复位弹簧导柱固定连接在底座另外的两个对角上,所述压板复位弹簧套设在压板复位弹簧导柱上。
10.优选的,所述内压块滑道的侧壁设置为向内倾斜的侧边,用于内斜铁挤压块挤出。
11.优选的,所述外压块滑道的内侧侧边倾斜设置,用于外斜铁挤压块挤出。
12.优选的,四个所述内压块中部套设有工件,所述内压块俯视图为梯形。
13.与现有技术相比,本实用新型的有益效果是:
14.1、本实用新型具有往复式结构,有效提高生产效率,降低生产成本;
15.2、本实用新型具有自动复位装置,降低了工人劳动强度;
16.3、本实用新型使工件四个需要校形的面同时受力,有效保证了工件的理论形状尺寸。
附图说明
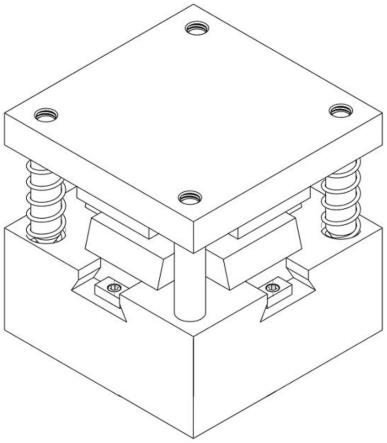
17.图1为本实用新型的复位时的剖面图。
18.图2为本实用新型的挤压工作时的剖面图。
19.图3为本实用新型的侧面剖视图。
20.图4为本实用新型的底座往复结构俯视图。
21.图5为本实用新型的压板复位导柱弹簧示意图。
22.图6为本实用新型的整体效果图。
23.图中:1、外压块、2内压块、3外斜铁挤压块、4内斜铁挤压块、 5底座、6压板、7外压块复位弹簧、8内压块复位弹簧、9外压块滑道、10内压块滑道、11外压块限位块、12内压块限位块、13压板导柱、14压板复位弹簧导柱、15压板复位弹簧。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
25.本实用新型中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
26.参照图1-6,一种快速自动往复式校形工装,包括:
27.底座5,底座5上表面通过导向组件连接有压板6,压板6底部设置有挤压组件;
28.复位组件,复位组件包括外压块1、内压块2、外压块复位弹簧 7、内压块复位弹簧8、外压块滑道9、内压块滑道10、外压块限位块11和内压块限位块12,内压块滑道10开设在底座5中部,且为十字形,四个内压块复位弹簧8固定连接在内压块滑道10的四端侧壁,四个内压块2分别固定连接在内压块复位弹簧8端部,四个外压块滑道9为矩形,分别垂直开设在底座5四边中部,且外端为开口,多个外压块复位弹簧7垂直固定连接在外压块滑道9内侧侧壁,四个外压块1固定连接在外压块复位弹簧7端部,外压块限位块11固定连接在外压块滑道9靠近开口处,内压块限位块12固定连接在内压块滑道10中心处。
29.应用上述技术方案的实施例中,把工件放入内外压块2和外压块 1之间,往下移动压板6至底座5,这时外斜铁挤压块3和内斜铁挤压块4挤压内外压块,使外部作用力加至工件需要校形部位进行校形,校形完毕后,去掉外部作用力,这时压板在复位弹簧15的弹力作用下,沿着压板导柱13和压板复位弹簧导柱14弹起复位,同时内压块2、外压块1在内外压块复位弹簧7、和内压块复位弹簧8弹力作用下,沿着外压块滑道9和内压块滑道10复位至外压块限位块11 和内压块限位块12处停止,等待下一次校形开始。这样进行往复式循环校形。
30.本实施例中优选的技术方案,挤压组件包括外斜铁挤压块3和内斜铁挤压块4,内斜铁挤压块4固定连接在压板6底部中间,且与内压块滑道10位置对应,四个外斜铁挤压块3固定连接在压板6底部四边,且与外压块滑道9位置对应;
31.导向组件包括压板导柱13、压板复位弹簧导柱14和压板复位弹簧15,两个压板导柱13固定连接在底座5的两个对角,压板复位弹簧导柱14固定连接在底座5另外的两个对角上,压板复位弹簧15套设在压板复位弹簧导柱14上;
32.内压块滑道10的侧壁设置为向内倾斜的侧边,用于内斜铁挤压块4挤出;
33.外压块滑道9的内侧侧边倾斜设置,用于外斜铁挤压块3挤出;四个内压块2中部套设有工件,内压块2俯视图为梯形。
34.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种快速自动往复式校形工装,其特征在于,包括:底座(5),所述底座(5)上表面通过导向组件连接有压板(6),所述压板(6)底部设置有挤压组件;复位组件,所述复位组件包括外压块(1)、内压块(2)、外压块复位弹簧(7)、内压块复位弹簧(8)、外压块滑道(9)、内压块滑道(10)、外压块限位块(11)和内压块限位块(12),所述内压块滑道(10)开设在底座(5)中部,且为十字形,四个所述内压块复位弹簧(8)固定连接在内压块滑道(10)的四端侧壁,四个所述内压块(2)分别固定连接在内压块复位弹簧(8)端部,四个所述外压块滑道(9)为矩形,分别垂直开设在底座(5)四边中部,且外端为开口,多个所述外压块复位弹簧(7)垂直固定连接在外压块滑道(9)内侧侧壁,四个所述外压块(1)固定连接在外压块复位弹簧(7)端部,所述外压块限位块(11)固定连接在外压块滑道(9)靠近开口处,所述内压块限位块(12)固定连接在内压块滑道(10)中心处。2.根据权利要求1所述的一种快速自动往复式校形工装,其特征在于,所述挤压组件包括外斜铁挤压块(3)和内斜铁挤压块(4),所述内斜铁挤压块(4)固定连接在压板(6)底部中间,且与内压块滑道(10)位置对应,四个所述外斜铁挤压块(3)固定连接在压板(6)底部四边,且与外压块滑道(9)位置对应。3.根据权利要求1所述的一种快速自动往复式校形工装,其特征在于,所述导向组件包括压板导柱(13)、压板复位弹簧导柱(14)和压板复位弹簧(15),两个所述压板导柱(13)固定连接在底座(5) 的两个对角,所述压板复位弹簧导柱(14)固定连接在底座(5)另外的两个对角上,所述压板复位弹簧(15)套设在压板复位弹簧导柱(14)上。4.根据权利要求1所述的一种快速自动往复式校形工装,其特征在于,所述内压块滑道(10)的侧壁设置为向内倾斜的侧边,用于内斜铁挤压块(4)挤出。5.根据权利要求1所述的一种快速自动往复式校形工装,其特征在于,所述外压块滑道(9)的内侧侧边倾斜设置,用于外斜铁挤压块(3)挤出。6.根据权利要求1所述的一种快速自动往复式校形工装,其特征在于,四个所述内压块(2)中部套设有工件,所述内压块(2)俯视图为梯形。
技术总结
本实用新型公开了一种快速自动往复式校形工装,包括:底座,所述底座上表面通过导向组件连接有压板,所述压板底部设置有挤压组件;复位组件,所述复位组件包括外压块、内压块复位弹簧、内压块复位弹簧、外压块滑道、内压块滑道、外压块限位块和内压块限位块,所述内压块滑道开设在底座中部,四个所述内压块复位弹簧固定连接在内压块滑道的四端侧壁,四个所述内压块分别固定连接在内压块复位弹簧端部,多个所述外压块复位弹簧垂直固定连接在外压块滑道内侧侧壁,四个所述外压块固定连接在外压块复位弹簧端部,所述外压块限位块固定连接在外压块滑道靠近开口处。本实用新型具有往复式结构,有效提高生产效率,降低生产成本。降低生产成本。降低生产成本。
技术研发人员:付向华 尚稳 赵继海
受保护的技术使用者:临沂宏盛铸业有限公司
技术研发日:2022.03.14
技术公布日:2022/9/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。