技术特征:
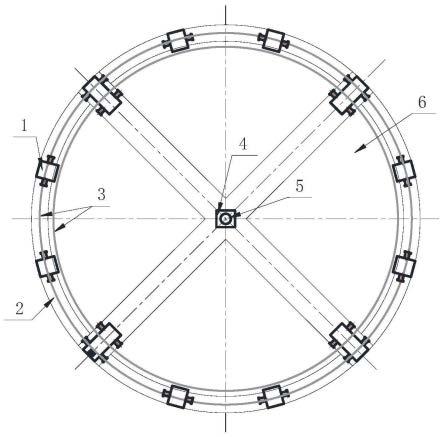
1.一种超大筒形锻件的热处理防变形工装,其特征在于,所述热处理防变形工装设于圆形热处理炉内;所述热处理防变形工装包括锻件支撑单元;所述锻件支撑单元包括环形支承钢板和多个环向支撑垫铁;所述环形支承钢板置于热处理炉的炉底;所述环向支撑垫铁沿环形支承钢板的圆周方向均布,所述超大筒形锻件置于环向支撑垫铁上;所述超大筒形锻件的直径为7.0~11.5m;所述超大筒形锻件的重量大于100吨;所述超大筒形锻件的筒壁厚度大于200mm。2.根据权利要求1所述的超大筒形锻件的热处理防变形工装,其特征在于,所述热处理防变形工装还包括水平检测单元;所述水平检测单元用于检测各个环向支撑垫铁的高度是否一致以及装炉时超大筒形锻件的下端面是否处于同一水平面上。3.根据权利要求2所述的超大筒形锻件的热处理防变形工装,其特征在于,所述热处理防变形工装还包括中心垫铁,所述中心垫铁置于热处理炉的炉底中心处;所述水平检测单元为水平仪;所述水平仪置于中心垫铁上。4.根据权利要求1所述的超大筒形锻件的热处理防变形工装,其特征在于,所述热处理防变形工装还包括多个第一吊耳;所述第一吊耳焊接于所述超大筒形锻件的上端面上;所述第一吊耳的形状为“7”字型。5.根据权利要求1所述的超大筒形锻件的热处理防变形工装,其特征在于,所述环向支撑垫铁的形状为长方体状;所述环向支撑垫铁的材质为不锈钢,所述环向支撑垫铁的两侧面设有第二吊耳。6.一种超大筒形锻件的热处理防变形方法,其特征在于,采用权利要求1至5所述的超大筒形锻件的热处理防变形工装,所述热处理防变形方法包括以下步骤:步骤1、冷试时,冷态试吊超大筒形锻件,在超大筒形锻件的外表面上标记出吊点位置,淬火起吊时,按冷试时标记的位置起吊;步骤2、装炉时,在热处理炉上先摆放环形支承钢板,沿环形支承钢板的周向方向均布多块环向支撑垫铁;在热处理炉的炉底中心处摆放中心垫铁,将水平仪放置在中心垫铁上;步骤3、采用水平仪检测各个环向支撑垫铁的高度是否一致;若高度一致,撤下水平仪,将超大筒形锻件摆放在环向支撑垫铁上;步骤4、采用水平仪检测超大筒形锻件的下端面是否在同一水平面上;步骤5、若超大筒形锻件的下端面并未处于同一水平面,则垫平垫实超大筒形锻件的各支撑部位,重新摆放超大筒形锻件;步骤6、当超大筒形锻件的下端面处于同一水平面后,撤掉水平仪,对超大筒形锻件进行热处理,热处理后,对超大筒形锻件进行淬火处理。7.根据权利要求6所述的超大筒形锻件的热处理防变形方法,其特征在于,在所述步骤2中,当将环形支承钢板和环向支撑垫铁摆放好后,至少经历一次高温热处理过程;高温热处理条件为850℃以上至少保温5h。8.根据权利要求6所述的超大筒形锻件的热处理防变形方法,其特征在于,在所述步骤3中,若高度不一致,则找出最高的环向支撑垫铁并作为基准,记录其它各环向支撑垫铁需要补齐的高度,用薄钢板补齐高度成等高平面。
9.根据权利要求6所述的超大筒形锻件的热处理防变形方法,其特征在于,在所述步骤5中,利用薄钢板垫平垫实超大筒形锻件的各支撑部位,以使超大筒形锻件的下端面处于同一水平面上。10.根据权利要求6所述的超大筒形锻件的热处理防变形方法,其特征在于,在所述步骤6中,对超大筒形锻件采用阶梯升温形式进行热处理,先升温到250-350℃,并保温3-5h;再升温到650-700℃,并保温4-6h;最后升温到850-920℃,并保温5-10h。
技术总结
本发明涉及一种超大筒形锻件的热处理防变形工装和防变形方法,属于热处理技术领域,解决了现有超大筒形锻件热处理过程易发生变形导致不满足精加工尺寸的问题。该超大筒形锻件的热处理防变形工装包括锻件支撑单元;锻件支撑单元包括环形支承钢板和多个环向支撑垫铁;环形支承钢板置于热处理炉的炉底;环向支撑垫铁沿环形支承钢板周向均布,超大筒形锻件置于环向支撑垫铁上。采用本方法进行热处理防变形,可有效控制超大筒形锻件的热处理变形,达到理想的防变形效果,可满足后续机加工尺寸。寸。寸。
技术研发人员:吕奎明 李家驹 张文辉 任利国 赵德利
受保护的技术使用者:中国第一重型机械股份公司
技术研发日:2021.03.01
技术公布日:2022/9/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。