1.本发明涉及竹板材制作技术领域,具体为一种复合结构的竹板材的制作工艺。
背景技术:
2.竹板材因其卓越的物理学性能,并且具有吸水膨胀系数小、不变形等优点,被广泛应用。而竹木复合板是以竹材和木材为主要原料,经过干燥、上胶后压制而成的一种板材,实现形式有竹材经截切、开片(径向或弦向)、编帘、一次干燥、上胶、二次干燥,木材经旋切、干燥、上胶后的木单板进行复合、有种复合比例和复合结构,竹材编帘有统一纵向和纵横交叉结构。表层根据需要部分板材表面有覆合一层浸渍板作为表面的装饰层和耐磨层。产品的用途有集装箱底板、客车车箱底板、建筑模板等
3.现有的复合竹板材制备过程中,至少包括毛竹经截切、开片(径向或弦向),编帘、一次干燥、上胶、二次干燥、铺装、压制等工艺,而该工艺所制备得到的复合竹板材在使用过程中容易因为环境因素而产生开裂情况,且现有的复合竹板材的生产效率低下,增加了生产成本。
技术实现要素:
4.本发明的目的在于提供一种复合结构的竹板材的制作工艺以解决上述背景技术提到的问题。
5.为实现上述目的,本发明提供如下技术方案:一种复合结构的竹板材的制作工艺,所述制作工艺包括以下步骤:
6.s1、竹条的制备:将竹子依次进行截切、开片、碾压或者不碾压,分别得到竹束条和竹层条;
7.s2、碳化:将竹束条和竹层条表面温度预加热到80-90℃后,将竹束条和竹层条放入到炭化室内进行碳化处理,且碳化温度控制在150-180℃,湿度控制在70-90%,碳化时长控制在2-3小时,得到碳化后的竹束条和竹层条;
8.s3、干燥:将碳化后的竹束条和竹层条放入干燥室内进行干燥处理,将竹束条和竹层条的湿度控制在10-15%,得到干燥后的竹束条和竹层条;
9.s4、浸泡:将干燥后的竹束条和竹层条放入木材防裂剂内加压浸泡2-5天后取出放到自然环境下阴干,且浸泡温度为30-40℃,得到阴干后的竹束条和竹层条;
10.s5、竹束层制备:将阴干后的竹束条进行编排后浸胶并二次干燥,得到碾压竹束层;
11.s6、竹片层制备:将阴干后的竹层条进行编织成竹帘后浸胶并二次干燥,得到无碾压竹片层;
12.s7、涂胶:将加工好的碾压竹束层和无碾压竹片层送入涂胶机涂胶,并且根据需求选择单面涂胶或双面涂胶,涂胶完成后将竹层积材规格板材开口陈化,陈化时间为2~6小时;
13.s8、铺装:将至少一碾压竹束层与至少一无碾压竹片层交错堆叠形成竹板材半成品,并且在相应的接触面上进行涂胶,且竹板材半成品的上表面和/或下表面为碾压竹束层;
14.s9、热压:对竹板材半成品采用热压机进行热压成型;
15.s10、裁切:对成型后的竹板材进行裁切,制得所需要尺寸的竹板材。
16.优选的,所述木材防裂剂由以下重量份比的原料组成:菜籽油15-25份、松油20-30份、梓油10-30份、桐油12-30份、棕榈蜡13-22份、白蜡10-25份、尼泊金甲酯1-2.5份、甘油5-15份、吐温2-6份、异辛酸钴3-8份、苦楝油1-4份和大蒜素1-4份。
17.优选的,所述步骤s2还包括碳化完成后,对竹束条和竹层条进行筛选,剔除不合格的竹束条和竹层条。
18.优选的,所述步骤s7中的涂胶所采用的胶粘剂为40%固含量的酚醛树脂胶液,且涂胶量200~300g/m2。
19.优选的,所述步骤s9中的热压机包括底板、安装架和液压缸,所述安装架横跨安装在底板顶部,所述液压缸安装在安装架顶部,所述液压缸内部活塞杆底部贯穿安装架顶部并安装有第一热压板,所述底板上安装有驱动机构,所述驱动机构上安装有两组用于放置竹板材的放置架,且两组放置架之间设有间距,所述驱动机构驱动两组放置架滑动并交替位于第一热压板下方,所述底板相对两端的同一侧对称设置有定位机构,所述定位机构用于竹板材放置到放置架上时进行定位;
20.所述放置架包括四根平行设置且两两相对设置的定位柱,且定位柱与驱动机构相连接,四组所述定位柱之间的外壁上设置有至少两组的第二热压板,所述位于最下方的一组第二热压板与定位柱固定连接,所述位于上方的几组第二热压板与定位柱滑动连接,相邻两组所述第二热压板之间的定位柱外壁上均套设有弹簧。
21.优选的,四组所述定位柱顶部螺纹连接有限位块,所述限位块与位于最上方的一组第二热压板之间设有间距。
22.优选的,所述驱动机构包括两根第一丝杆,两根所述第一丝杆转动连接在底板内腔的相对两端之间,且两根第一丝杆平行设置,所述底板一端侧壁分别安装有与两根第一丝杆相互连接的驱动电机,两根所述第一丝杆外壁均螺纹连接有两组滑块,且两根第一丝杆上的两组滑块两两相对设置,所述对称设置的两组滑块顶部贯穿底板顶部并与定位柱相固接,所述底板顶部开设有与滑块相互配合的滑槽。
23.优选的,两组所述放置架中位于最下方的两组第二热压板相互远离的一侧面中间部位对称安装有固定块,所述底板顶部相对两端对称设置有与两组固定块相互配合的固定座,两组所述固定座相互靠近的一侧面均开设有与固定块相互配合的固定槽,所述固定槽内侧壁安装有与驱动电机相互配合的按压式开关,且当任意一组按压式开关处于按压状态时,所述驱动电机处于关闭状态。
24.优选的,所述定位机构包括内部中空的第一安装柱,所述第一安装柱垂直安装在底板顶部,所述第一安装柱内腔顶部和底部之间转动连接有第二丝杆,所述第一安装柱顶部安装有与第二丝杆相互连接的第二驱动电机,所述第二丝杆外壁螺纹连接有安装座,所述安装座一端贯穿第一安装柱侧壁并安装有电动伸缩杆,且电动伸缩杆的伸缩端朝向放置架,所述电动伸缩杆的伸缩端安装有可调节的定位组件。
25.优选的,所述定位组件包括双头电动推杆和第一定位板,所述双头电动推杆的中间固定部的一侧面安装在电动伸缩杆伸缩端,所述第一定位板一侧面安装在双头电动推杆的中间固定部的另一侧面,所述第一定位板的内部中空且两端设有开口,所述第一定位板内腔对称滑动连接有两组第二定位板,且两组第二定位板分别穿过第一定位板两端的开口,两组所述第二定位板远离放置架的一侧面对称设置有安装块,且双头电动推杆的两端伸缩端分别与两组安装块相固接,两组所述第二定位板相互远离的一端向放置架方向弯折90度。
26.与现有技术相比,本发明的有益效果为:
27.1.本发明的制作工艺中将干燥后的竹束条和竹层条浸入到木材防裂剂内进行浸泡,使得当使用环境较为潮湿时,防裂剂能够在竹板材表面形成防护膜,阻止外界环境对竹板材内部的影响,当使用环境较为干燥时,由于防裂剂本身具备亲水保水成分,从而能有效阻止竹板材在干燥条件下其内部物质条件急速变化而产生开裂现象,同时本工艺中的防裂方法简单、全程可控,采用纯天然原料制成,绿色、环保,均不含重金属以及对人体有害的甲苯、偶氮等物质,生产过程也无其他毒副产品产生,无甲醛等有害物质产生;
28.2.本发明的竹板材在制备过程中将若干个碾压竹束层与若干个无碾压竹片层交错堆叠形成竹板材半成品,再对该竹板材半成品整体进行加热固化,压制成型,因此完成竹板材的制作,只需要进行一次热压,相较于传统成型工艺而言,步骤大大地得到了简化,生产成本得到了显著的降低;
29.3.本发明的热压机在热压过程中,通过设置的两组放置架能够实现在一组放置架上的竹板材热压完成后,另一组装有竹板材的热压机能够快速进入到热压区内,而热压完成的放置架则移动到上下料区内进行上下料,如此往复,从而提高竹板材的热压效率,进一步降低生产成本。
附图说明
30.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
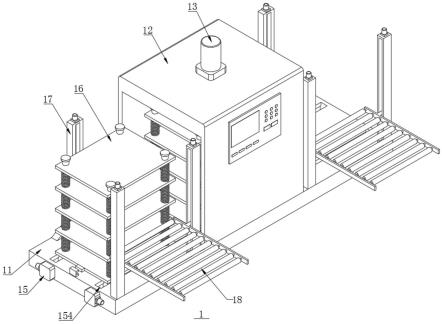
31.图1为本发明中热压机的结构示意图;
32.图2为本发明中热压机的正视结构示意图;
33.图3为本发明中热压机的正剖结构示意图;
34.图4为图3中a处的结构放大示意图;
35.图5为本发明中热压机的驱动机构及放置架的连接结构示意图;
36.图6为本发明中热压机的放置架的结构示意图;
37.图7为本发明中热压机的定位机构的一个角度结构示意图;
38.图8为本发明中热压机的定位机构的另一个角度结构示意图;
39.图9为本发明中热压机的进出料机构的结构示意图;
40.图10为本发明的制作工艺流程示意图。
41.附图中,各标号所代表的部件列表如下:
42.1、热压机;11、底板;111、固定座;112、固定槽;12、安装架;13、液压缸;14、第一热压板;15、驱动机构;151、第一丝杆;152、第一驱动电机;153、滑块;154、滑槽;155、按压式开关;16、放置架;161、定位柱;162、第二热压板;163、弹簧;164、限位块;165、固定块;17、定位机构;171、第一安装柱;172、第二丝杆;173、第二驱动电机;174、安装座;175、电动伸缩杆;176、定位组件;1761、双头电动推杆;1762、第一定位板;1763、第二定位板;1764、安装块;18、进出料机构;181、第二安装柱;182、第三丝杆;183、第三驱动电机;184、连接块;185、安装条;186、传送辊。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
44.请参阅图1-10,本发明提供一种技术方案:
45.一种复合结构的竹板材的制作工艺,制作工艺包括以下步骤:
46.s1、竹条的制备:将竹子依次进行截切、开片、碾压或者不碾压,分别得到竹束条和竹层条;
47.s2、碳化:将竹束条和竹层条表面温度预加热到80-90℃后,将竹束条和竹层条放入到炭化室内进行碳化处理,且碳化温度控制在150-180℃,湿度控制在70-90%,碳化时长控制在2-3小时,得到碳化后的竹束条和竹层条;
48.s3、干燥:将碳化后的竹束条和竹层条放入干燥室内进行干燥处理,将竹束条和竹层条的湿度控制在10-15%,得到干燥后的竹束条和竹层条;
49.s4、浸泡:将干燥后的竹束条和竹层条放入木材防裂剂内加压浸泡2-5天后取出放到自然环境下阴干,且浸泡温度为30-40℃,得到阴干后的竹束条和竹层条;
50.s5、竹束层制备:将阴干后的竹束条进行编排后浸胶并二次干燥,得到碾压竹束层;
51.s6、竹片层制备:将阴干后的竹层条进行编织成竹帘后浸胶并二次干燥,得到无碾压竹片层;
52.s7、涂胶:将加工好的碾压竹束层和无碾压竹片层送入涂胶机涂胶,并且根据需求选择单面涂胶或双面涂胶,涂胶完成后将竹层积材规格板材开口陈化,陈化时间为2~6小时;
53.s8、铺装:将至少一碾压竹束层与至少一无碾压竹片层交错堆叠形成竹板材半成品,并且在相应的接触面上进行涂胶,且竹板材半成品的上表面和/或下表面为碾压竹束层;
54.s9、热压:对竹板材半成品采用热压机1进行热压成型;
55.s10、裁切:对成型后的竹板材进行裁切,制得所需要尺寸的竹板材。
56.具体的,木材防裂剂由以下重量份比的原料组成:菜籽油15-25份、松油20-30份、梓油10-30份、桐油12-30份、棕榈蜡13-22份、白蜡10-25份、尼泊金甲酯1-2.5份、甘油5-15份、吐温2-6份、异辛酸钴3-8份、苦楝油1-4份和大蒜素1-4份。
57.具体的,步骤s2还包括碳化完成后,对竹束条和竹层条进行筛选,剔除不合格的竹束条和竹层条。
58.具体的,步骤s7中的涂胶所采用的胶粘剂为40%固含量的酚醛树脂胶液,且涂胶量200~300g/m2。
59.具体的,步骤s9中的热压机1包括底板11、安装架12和液压缸13,安装架12横跨安装在底板11顶部,液压缸13安装在安装架12顶部,液压缸13内部活塞杆底部贯穿安装架12顶部并安装有第一热压板14,底板11上安装有驱动机构15,驱动机构15上安装有两组用于放置竹板材的放置架16,且两组放置架16之间设有间距,驱动机构15驱动两组放置架16滑动并交替位于第一热压板14下方,底板11相对两端的同一侧对称设置有定位机构17,定位机构17用于竹板材放置到放置架16上时进行定位,从而使竹板材的放置更为准确,热压效果更好;
60.放置架16包括四根平行设置且两两相对设置的定位柱161,且定位柱161与驱动机构15相连接,四组定位柱161之间的外壁上设置有至少两组的第二热压板162,位于最下方的一组第二热压板162与定位柱161固定连接,位于上方的几组第二热压板162与定位柱161滑动连接,相邻两组第二热压板162之间的定位柱161外壁上均套设有弹簧163,在热压时,液压缸能够带动第一热压板下降,从而挤压位于最上方的竹板材并且挤压第二热压板沿着定位柱滑动,从而挤压每一层的主板材,实现竹板材的高效热压,在热压完成后,液压缸收回,第二热压板在弹簧回复力的作用下回位,完成竹板材的热压工作,热压过程简单便捷,且一次能够热压多组竹板材提高生产效率。
61.具体的,四组定位柱161顶部螺纹连接有限位块164,限位块164与位于最上方的一组第二热压板162之间设有间距,通过限位块,避免位于最上方的第二热压板从定位柱顶部脱落,同时限位块与定位柱之间螺纹连接,使得限位块能够进行拆卸,从而能够将第二热压板和弹簧进行拆卸更换,方便设备的维护。
62.具体的,驱动机构15包括两根第一丝杆151,两根第一丝杆151转动连接在底板11内腔的相对两端之间,且两根第一丝杆151平行设置,底板11一端侧壁分别安装有与两根第一丝杆151相互连接的第一驱动电机152,两根第一丝杆151外壁均螺纹连接有两组滑块153,且两根第一丝杆151上的两组滑块153两两相对设置,对称设置的两组滑块153顶部贯穿底板11顶部并与定位柱161相固接,底板11顶部开设有与滑块153相互配合的滑槽154,驱动电机转动带动第一丝杆转动,从而带动滑块和放置架滑动,实现两组放置架的同时且等距离的移动,实现“一出一进”的高效生产,且通过丝杆和驱动电机的驱动方式,使放置架的移动更加平稳、精确。
63.具体的,两组放置架16中位于最下方的两组第二热压板162相互远离的一侧面中间部位对称安装有固定块165,底板11顶部相对两端对称设置有与两组固定块165相互配合的固定座111,两组固定座111相互靠近的一侧面均开设有与固定块165相互配合的固定槽112,固定槽112内侧壁安装有与第一驱动电机152相互配合的按压式开关155,且当任意一组按压式开关155处于按压状态时,第一驱动电机152处于关闭状态,通过该结构对第一驱动电机的启停进行控制,保证两组放置架移动的精确性,使竹板材的热压和上下料更加精准,同时该结构方便设计和生产。
64.具体的,定位机构17包括内部中空的第一安装柱171,第一安装柱171垂直安装在
底板11顶部,第一安装柱171内腔顶部和底部之间转动连接有第二丝杆172,第一安装柱171顶部安装有与第二丝杆172相互连接的第二驱动电机173,第二丝杆172外壁螺纹连接有安装座174,安装座174一端贯穿第一安装柱171侧壁并安装有电动伸缩杆175,且电动伸缩杆175的伸缩端朝向放置架16,电动伸缩杆175的伸缩端安装有可调节的定位组件176,通过第二驱动电机能够带动第二丝杆转动,从而带动安装座和电动伸缩杆升降,进而调整定位组件的高度,使得定位组件能够依次对每一层的竹板材进行定位,从而保证每一层的竹板材能够处于最佳的热压位置。
65.具体的,定位组件176包括双头电动推杆1761和第一定位板1762,双头电动推杆1761的中间固定部的一侧面安装在电动伸缩杆175伸缩端,第一定位板1762一侧面安装在双头电动推杆1761的中间固定部的另一侧面,第一定位板1762的内部中空且两端设有开口,第一定位板1762内腔对称滑动连接有两组第二定位板1763,且两组第二定位板1763分别穿过第一定位板1762两端的开口,两组第二定位板1763远离放置架16的一侧面对称设置有安装块1764,且双头电动推杆1761的两端伸缩端分别与两组安装块1764相固接,两组第二定位板1763相互远离的一端向放置架16方向弯折90度,通过电动伸缩杆能够带动定位组件整体滑动,从而定位竹板材的左右位置,而双头电动推杆能够分别推动两组第二定位板沿着第一定位板滑动,从而调节定位组件整体的长度,并且两组第二定位板的端部弯折90度,使得能够定位竹板材的前后位置,从而保证竹板材放置的准确性(规定竹板材的前后方向为放置架的移动方向)。
66.实施例一:
67.竹板材在制备时,根据以下步骤进行:
68.1、竹条的制备:将竹子依次进行截切、开片、碾压或者不碾压,分别得到竹束条和竹层条,
69.其中竹束条的制备具体如下:
70.1)、将竹子截切成数个呈圆筒状的竹段;2)、将竹段切割成大致呈圆弧状的半竹片;3)、采用竹材碾压机将半竹片碾压疏解成纵向相连、横向松散的竹束条;
71.竹层条的制备具体如下:
72.1)、将竹子截切成数个呈圆筒状的竹段;2)、将竹段切割成截面呈圆弧状的半竹片;3)、对半竹片进行二次开片,以径向开片和/或弦向开片的方式将半竹片切割成径向竹片和/或弦向竹片;
73.2、碳化:将竹束条和竹层条表面温度预加热到85℃后,将竹束条和竹层条放入到炭化室内进行碳化处理,将竹束条和竹层条碳化至咖啡色或黑色,且碳化温度控制在160℃,湿度控制在80%,碳化时长控制在2.5小时,得到碳化后的竹束条和竹层条,并且在碳化后对竹束条和竹层条进行筛选,剔除不合格的竹束条和竹层条
74.3、干燥:将碳化后的竹束条和竹层条放入干燥室内进行干燥处理,将竹束条和竹层条的湿度控制在12%,得到干燥后的竹束条和竹层条;
75.4、浸泡:将干燥后的竹束条和竹层条放入木材防裂剂内加压浸泡3天后取出放到自然环境下阴干,且浸泡温度为30℃,得到阴干后的竹束条和竹层条,且木材防裂剂由以下重量份比的原料组成:菜籽油15份、松油20份、梓油10份、桐油14份、棕榈蜡15份、白蜡10份、尼泊金甲酯1份、甘油5份、吐温3份、异辛酸钴3份、苦楝油2份和大蒜素2份;
76.5、竹束层制备:将阴干后的竹束条进行编排后浸胶并二次干燥,得到碾压竹束层;
77.6、竹片层制备:将阴干后的竹层条进行编织成竹帘后浸胶并二次干燥,得到无碾压竹片层;
78.7、涂胶:将加工好的碾压竹束层和无碾压竹片层送入涂胶机涂胶,并且根据需求选择单面涂胶或双面涂胶,涂胶完成后将竹层积材规格板材开口陈化,陈化时间为4小时,且涂胶所采用的胶粘剂为40%固含量的酚醛树脂胶液,且涂胶量250/m2;
79.8、铺装:将至少一碾压竹束层与至少一无碾压竹片层交错堆叠形成竹板材半成品,并且在相应的接触面上进行涂胶,且竹板材半成品的上表面和/或下表面为碾压竹束层;
80.9、热压:对竹板材半成品采用热压机1进行热压成型;
81.10、裁切:对成型后的竹板材进行裁切,制得所需要尺寸的竹板材;
82.其中热压过程如下:
83.在热压开始前,两组放置架16所在的位置为:一组放置架16位于定位机构17位置的上下料区,一组放置架16位于安装架12内的热压区内;
84.装载竹材板半成品时,先将定位组件176通过电动伸缩杆175推动到竹板材的左右限位位置,然后启动双头电动推杆1761带动两组第二定位板1762沿着第一定位板1761滑动,从而调节第二定位板1762的伸出量,即对竹板材的前后位置进行限位,然后将竹板材推入到放置架16内,从而完成一层竹板材的放置,在放置上一层竹板材时,启动电动伸缩杆175将定位组件176收回,并启动第二驱动电机173,第二驱动电机173带动第二丝杆172转动从而带动安装座174和定位组件176上升,当上升到上一层时,关闭第二驱动电机173并启动电动伸缩杆175,从而将定位组件176伸入到该层内部后在进行竹板材装载,完成后在进行上一层装载,如此往复,完成竹板材的装载,并在装载完成后,将电动伸缩杆175收回;
85.然后启动两组第一驱动电机152,且两组第一驱动电机152为同步电机,第一驱动电机152转动带动第一丝杆151转动,从而带动两组放置架16同时并沿同一方向滑动,进而将位于安装架12内部的空载放置架16推出,并且将满载的放置架16推入安装架12内部,同时为了保证放置架16输送时的平稳性,将第一驱动电机152的输出端加装减速器,从而使放置架16能够平稳进行输送,空载的放置架16继续滑动并且当固定块165卡入到固定槽112内并且挤压按压式开关155,从而使第一驱动电机152关闭停止转动,此时位于安装架12内部的满载放置架16则位于第一热压板14下方,并且分别开启第一热压板14和多组第二热压板162,在加热到一定程度后启动液压缸13,液压缸13推动第一热压板14下降,并且挤压位于最上方的竹板材半成品,并且使多组第二热压板162受到压力下降并且相互挤压,从而使第二热压板162之间的竹板材半成品进行受力、加热挤压,完成热压过程,热压完成后,将液压缸13收回,并且第二热压板162在弹簧163恢复力的作用下回到原位;
86.同时在热压过程中,操作人员对空载的放置架16进行竹板材半成品的装载;
87.热压和装载均完成后,启动第一驱动电机152,并且通过减速器使第一驱动电机152的转向相反,从而使热压完成的放置架16能够回到初始位置,并且将装载且未热压的放置架16输送到安装架12内,并进行热压操作,且在热压操作过程中,操作人员对热压好的竹板材进行下料并重新进行装载,如此往复,大大提高竹板材的热压效率。
88.实施例二:
89.本实施例在实施例一的基础下进行使用:
90.当放置架16上的弹簧163老化、失效或者第二热压板162损坏需要更换时,转动定位柱161顶部的限位块164,然后依次取下第二热压板162、弹簧163进行更换和维护。
91.实施例三:
92.本实施例在实施例一或实施例二的基础下进行使用:
93.为了方便竹板材的上下料,在竹板材的上下料区加装一组进出料机构18,其结构如下:进出料机构18与定位定位机构17相对设置,进出料机构18包括两组垂直安装在底座11上且内部中空的第二安装柱181,第二安装柱181内腔顶部和底部之间转动连接有第三丝杆182,第二安装柱181顶部安装有与第三丝杆182相互配合的第三驱动电机183,第三丝杆182外壁对称螺纹连接有连接块184,两组连接块184相互靠近的一侧面之间安装有平行设置的安装条185,且安装条185安一端与第二热压板162相抵接,安装条185相互靠近的一侧面之间转动连接有若干组传送辊186,且每组传送辊186之间由链轮和链条相连接,并由一组电机进行驱动(该结构为现有技术,本方案不进行详细描述,且图9中未示出);
94.同时为了方便进出料机构18与定位机构17的相互配合,可以将第二驱动电机173和两组第三驱动电机183设置为同步电机使得出料机构18与定位机构17能够同步启停,同时第二丝杆172和第三丝杆182的型号相同,且定位组件176与传送辊186相互配合设置(如图9所示)。
95.其工作过程如下:
96.在下料时,启动第二驱动电机173和第三驱动电机183,将定位组件176和传送辊186、安装条185组成的传送组件依次滑动到每一层的第二热压板162位置处,并且启动电动伸缩杆175,电动伸缩杆175通过定位组件176将竹材板推出并进入到传送组件上,且每次传送组件接收到竹板材后则下降到一定高度,并且通过传送组件上的传送辊186进行传送到外设传送带上;
97.在上料时,竹板材通过外设传送带进行输送到传送组件上后,由传送组件一一输送到每一层的第二热压板162位置处,并且操作人员可以实时对板材的位置进行人工调整。
98.在本发明的描述中,需要理解的是,术语“同轴”、“底部”、“一端”、“顶部”、“中部”、“另一端”、“上”、“一侧”、“顶部”、“内”、“前部”、“中央”、“两端”等指示的方位或位置关系为基于附图的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
99.在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
100.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。