1.本发明涉及一种模具成型设备,尤其涉及一种制冷压缩机缸盖模具成型设备。
背景技术:
2.制冷压缩机的制作过程中,一般需要使用到大量的零部件进行组装,缸盖则是必不可少的零部件之一,但缸盖的成型都是需要使用到模具,将原料倒入模具内冷却成缸盖。
3.申请号为cn202021524124.7的中国专利公开了一种压缩机后缸盖成型模具,包括底板,所述底板的上表面架设有调节伸缩杆,所述调节伸缩杆的顶端通过螺栓固定有顶架,所述顶架的底面固定有第一模架,所述第一模架的底面嵌合架设有成型模,所述调节伸缩杆的内侧位于底板的上表面通过焊接固定有第二模架,所述第二模架的上表面开设有嵌合槽;该装置使用时调节伸缩杆改变底板、顶架的间距,两个成型模保持密封时导料管内部的物料到达成型模的内部并注模成型;顶出组件便于成型模内部的成型部件脱模,有效的降低设备脱模难度,装置使用时换热管能够有效的降低设备温度,有效的提升模具加工效率,上述专利虽然能够对缸盖进行加工成型,但一次只能加工出一个缸盖,导致工作效率低。
4.因此,需要设计和研发一种能够同时加工出八个缸盖,工作效率高的制冷压缩机缸盖模具成型设备。
技术实现要素:
5.为了克服上述专利虽然能够对缸盖进行加工成型,但一次只能加工出一个缸盖,导致工作效率低的缺点,本发明提供一种能够同时加工出八个缸盖,工作效率高的制冷压缩机缸盖模具成型设备。
6.本发明通过以下技术途径实现:一种制冷压缩机缸盖模具成型设备,包括有底座、支撑架、转轴、下模、气缸、上模、驱动机构和固定机构,底座外顶部沿周向固接有支撑架,支撑架内前后两侧和左右两侧上部均转动式的连接有转轴,转轴中部沿周向固定套装有下模,底座外顶部中间前后对称固接有气缸,底座外顶部中间安装有用于提供动力的驱动机构,驱动机构与两个气缸的伸缩杆端部固定连接,驱动机构上左右对称固接有上模,当上模向下移动时,上模可实现与下模接触,支撑架上安装有用于将下模固定的固定机构。
7.进一步的是,驱动机构包括有伺服电机、六菱转杆、内六菱形筒、圆环架、滑块和n型架,底座顶部中间固接有伺服电机,伺服电机的输出轴端部固接有六菱转杆,六菱转杆上滑动式的套装有内六菱形筒,内六菱形筒外下部沿周向固接有圆环架,圆环架上沿周向滑动式的连接有两块滑块,两块滑块分别与两个气缸的伸缩杆端部固定连接,内六菱形筒顶端固接有用于带动上模转动的n型架,n型架左右两侧底端分别与左右两侧上模顶部中间固定连接。
8.进一步的是,固定机构包括有导向块、内螺纹筒、螺杆、旋钮和卡紧块,支撑架内前后两侧和上下两侧上部都固接有两个导向块,导向块位于转轴下方,每侧两个导向块内端
之间滑动式的连接有内螺纹筒,内螺纹筒顶端固接有用于将下模卡紧固定的卡紧块,支架内底部四侧中部都转动式的连接有用于带动内螺纹筒上下移动的螺杆,螺杆顶端位于内螺纹筒内,螺杆下部沿周向固定套装有旋钮。
9.进一步的是,还包括有用于使下模转动的翻转机构,翻转机构包括有滑动架、滑杆、u型杆、驱动杆、第一弹簧、第二弹簧、齿轮和第一齿块,支撑架上部沿周向均匀间隔的开有八个通槽,支撑架上沿周向均匀间隔的开有八个导向槽,导向槽内滑动式的穿接有滑动架,滑动架远离底座的内一侧均匀间隔的固接有六块第一齿块,滑动架下部与导向槽顶部之间连接有两根第一弹簧,滑动架内部滑动式的穿接有滑杆,滑杆外底部与滑动架内侧之间连接有第二弹簧,每侧两根滑杆内端之间都固接有u型杆,圆环架顶部前后两侧中间都左右对称固接有用于带动u型杆向下移动的驱动杆,驱动杆底端与u型杆接触,转轴上都固定套装有两个齿轮,齿轮位于通槽内,齿轮与第一齿块啮合。
10.进一步的是,还包括有用于将转轴固定的卡紧机构,卡紧机构包括有双槽架、n型卡杆、带槽六菱杆、导杆、滚轴、导块和第四弹簧,通槽远离下模的一侧边缘位置固接有导块,导块上滑动式的套装有双槽架,双槽架内端套在滑杆上,双槽架内侧与导块内侧面之间连接有第四弹簧,双槽架外顶部内侧开有卡槽,支撑架顶部沿周向均匀间隔的滑动式穿接有八根导杆,导杆与双槽架对应,导杆顶端固接有用于将双槽架固定的n型卡杆,n型卡杆靠近转轴的一侧固接有滚轴,转轴两端都固接有用于带动滚轴上下移动的带槽六菱杆,滚轴尾端位于带槽六菱杆内,双槽架外端套在带槽六菱杆上。
11.进一步的是,还包括有用于将滑动架固定的锁定机构,锁定机构包括有导向框、摆动块、第三弹簧、楔形挡块、活动杆、导向轴、第二齿块和扇形齿块,滑动架下部内侧滑动式的穿接有导向框,导向框两侧都开有一字孔,导向框外底部均匀间隔的固接有二十一块第二齿块,滑动架外底部外侧都通过板子转动式的连接有摆动块,摆动块内侧面上部固接有扇形齿块,扇形齿块与第二齿块啮合,导向槽底部内侧嵌入式的滑动连接有用于对摆动块进行限位的楔形挡块,楔形挡块内侧面与支撑架内侧之间连接有第三弹簧,滑杆外端固接有活动杆,活动杆外端位于导向框内,活动杆外端固定穿接有用于带动导向框向外移动的导向轴,导向轴位于导向框的一字孔内。
12.进一步的是,还包括有环形转板、支架和放置框,底座外上部沿周向转动式的套装有环形转板,环形转板顶部前侧左右对称固接有支架,两个支架外顶部之间固接有用于对缸盖放置的放置框。
13.进一步的是,还包括有接触开关、蜂鸣器和第五弹簧,内六菱形筒顶部中间与n型架中部之间滑动式的穿接有用于发出声音提醒人们上模与下模紧密接触的蜂鸣器,蜂鸣器内顶部与n型架外顶部之间绕接有第五弹簧,蜂鸣器底端安装有接触开关,接触开关向下移动与六菱转杆接触,接触开关与蜂鸣器有电路连接。
14.与现有技术相比,本发明其显著进步在于:1、先扭动固定机构向上移动将下模固定,再启动气缸的伸缩杆缩短带动驱动机构向下移动,驱动机构向下移动带动上模向下移动,上模向下移动与下模接触,关闭气缸,即可将原料排入上模内,上模内的原料掉落至下模内,上模与下模将原料加工成八个缸盖,如此,可同时加工出八个缸盖,工作效率高。
15.2、在翻转机构的作用,每当圆环架向下移动时,圆环架可带动翻转机构运作,翻转
机构运作可通过转轴带动下模向外转动,如此,无需操作人员拉动下模向外转动,方便快捷。
16.3、在卡紧机构的作用下,能将转轴固定,也就将下模固定,下模需要翻转时,再将转轴松开,如此,无需通过卡紧块将下模固定,操作比较方便。
附图说明
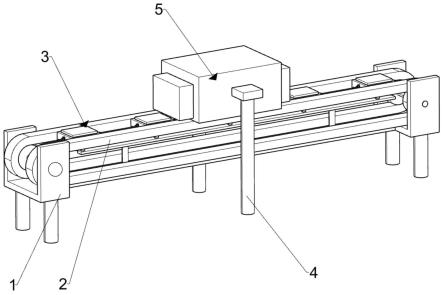
17.图1为本发明的第一种立体结构示意图。
18.图2为本发明的第二种立体结构示意图。
19.图3为本发明的部分立体结构示意图。
20.图4为本发明的第一种部分剖视结构示意图。
21.图5为本发明的第二种部分剖视结构示意图。
22.图6为本发明的第三种部分剖视结构示意图。
23.图7为本发明a部分的放大示意图。
24.图8为本发明的第四种部分剖视结构示意图。
25.图9为本发明b部分的放大示意图。
26.图10为本发明的第五种部分剖视结构示意图。
27.图11为本发明c部分的放大示意图。
28.图12为本发明的第六种部分剖视结构示意图。
29.图13为本发明的第七种部分剖视结构示意图。
30.图中标记为:1-底座,2-支撑架,3-转轴,4-下模,5-气缸,6-上模,7-驱动机构,71-伺服电机,72-六菱转杆,73-内六菱形筒,74-圆环架,75-滑块,76-n型架,8-固定机构,81-导向块,82-内螺纹筒,83-螺杆,84-旋钮,85-卡紧块,9-翻转机构,91-滑动架,92-导向槽,93-滑杆,94-u型杆,95-驱动杆,96-第一弹簧,97-第二弹簧,98-齿轮,99-第一齿块,910-通槽,10-卡紧机构,101-双槽架,102-n型卡杆,103-带槽六菱杆,104-导杆,105-卡槽,106-滚轴,107-导块,108-第四弹簧,11-锁定机构,111-导向框,112-摆动块,113-第三弹簧,114-楔形挡块,115-活动杆,116-导向轴,117-第二齿块,118-扇形齿块,12-环形转板,13-支架,14-放置框,15-接触开关,16-蜂鸣器,17-第五弹簧。
具体实施方式
31.以下结合说明书附图进一步阐述本发明、并结合说明书附图给出本发明的实施例。
32.实施例1一种制冷压缩机缸盖模具成型设备,包括有底座1、支撑架2、转轴3、下模4、气缸5、上模6、驱动机构7和固定机构8,请参阅图1、图2和图4所示,底座1外顶部沿周向通过螺栓连接的方式安装有支撑架2,支撑架2内前后两侧和左右两侧上部均转动式的连接有转轴3,转轴3中部沿周向固定套装有下模4,底座1外顶部中间前后对称通过螺栓连接的方式安装有气缸5,底座1外顶部中间安装有驱动机构7,驱动机构7与两个气缸5的伸缩杆端部固定连接,驱动机构7用于提供动力,驱动机构7上左右对称固接有上模6,当上模6向下移动时,上模6可实现与下模4接触,支撑架2上安装有固定机构8,当操作人员扭动固定机构8向上移动
与下模4接触时,固定机构8可实现将下模4固定。
33.驱动机构7包括有伺服电机71、六菱转杆72、内六菱形筒73、圆环架74、滑块75和n型架76,请参阅图1、图2和图4所示,底座1顶部中间通过螺栓连接的方式安装有伺服电机71,伺服电机71的输出轴端部固接有六菱转杆72,六菱转杆72上滑动式的套装有内六菱形筒73,内六菱形筒73外下部沿周向通过焊接连接的方式安装有圆环架74,圆环架74上沿周向滑动式的连接有两块滑块75,两块滑块75分别与两个气缸5的伸缩杆端部通过焊接连接的方式安装,当气缸5启动时,气缸5的伸缩杆可实现带动滑块75移动,内六菱形筒73顶端固接有n型架76,n型架76左右两侧底端分别与左右两侧上模6顶部中间固定连接,当n型架76转动时,n型架76可实现带动上模6转动。
34.固定机构8包括有导向块81、内螺纹筒82、螺杆83、旋钮84和卡紧块85,请参阅图1、图2和图4所示,支撑架2内前后两侧和上下两侧上部都通过螺栓连接的方式安装有两个导向块81,导向块81位于转轴3下方,每侧两个导向块81内端之间滑动式的连接有内螺纹筒82,内螺纹筒82顶端通过焊接连接的方式安装有卡紧块85,当卡紧块85向上移动与下模4接触时,卡紧块85可实现将下模4卡紧固定,支架13内底部四侧中部都转动式的连接有螺杆83,螺杆83顶端位于内螺纹筒82内,当螺杆83正反交替转动时,螺杆83可实现带动内螺纹筒82上下移动,螺杆83下部沿周向固定套装有旋钮84,当操作人员扭动旋钮84转动时,旋钮84可实现带动螺杆83转动。
35.首先操作人员将上模6外接排料管,再扭动固定机构8向上移动与下模4接触,固定机构8对下模4进行固定,停止扭动固定机构8,再启动气缸5,气缸5的伸缩杆缩短带动驱动机构7向下移动,驱动机构7向下移动带动上模6向下移动,上模6向下移动与下模4接触时,关闭气缸5,气缸5的伸缩杆停止缩短,驱动机构7停止带动上模6向下移动,即可将熔化后的原料排入上模6内,上模6内的原料掉落至下模4内,上模6与下模4之间排有适量的原料时,停止将原料排入上模6内,上模6与下模4配合将原料制作成缸盖,随着时间的推移,原料不断的冷却变硬,当原料被完全制作成缸盖后,启动气缸5,气缸5的伸缩杆伸长带动驱动机构7向上移动,驱动机构7向上移动带动上模6向上移动,上模6向上移动与下模4脱离接触,上模6复位后,关闭气缸5,启动驱动机构7,驱动机构7运作带动上模6转动,上模6转动九十度后,关闭驱动机构7,上模6与另外两块下模4正对应,按上述操作再次使得上模6与下模4接触,即可再次将原料制作成缸盖,制作的同时,操作人员可扭动与放置有缸盖的下模4对应的固定机构8向下移动,固定机构8向下移动与下模4脱离接触,停止扭动固定机构8,即可拉动下模4向外转动四十五度,再将制作好的缸盖从下模4上取下,缸盖取下后,推动下模4向内转动四十五度复位,再扭动固定机构8向上移动将下模4固定。如此,能同时制作出八个缸盖,工作效率高。
36.当气缸5的伸缩杆缩短时,气缸5的伸缩杆缩短带动滑块75向下移动,滑块75向下移动带动圆环架74向下移动,圆环架74向下移动带动内六菱形筒73向下移动,内六菱形筒73向下移动带动n型架76向下移动,n型架76向下移动带动上模6向下移动,上模6向下移动与下模4接触时,关闭气缸5,气缸5的伸缩杆停止带动滑块75向下移动,滑块75停止带动圆环架74向下移动,圆环架74也就停止通过内六菱形筒73带动n型架76向下移动,上模6也停止向下移动,即可开始将原料制作成缸盖,当缸盖制作完成后,启动气缸5的伸缩杆伸长带动滑块75向上移动复位,也就使得n型架76带动上模6向上移动复位,关闭气缸5,再启动伺
服电机71,伺服电机71转动带动六菱转杆72转动,六菱转杆72转动带动内六菱形筒73转动,内六菱形筒73转动带动n型架76转动,n型架76转动带动上模6转动,上模6转动九十度与另外两个下模4正对应时,关闭伺服电机71,伺服电机71停止带动六菱转杆72转动,六菱转杆72停止带动内六菱形筒73转动,内六菱形筒73停止通过n型架76带动上模6转动,即可再次将原料制作成缸盖。
37.首先操作人员扭动旋钮84正转,旋钮84正转带动螺杆83正转,螺杆83正转通过螺纹带动内螺纹筒82向上移动,内螺纹筒82向上移动带动卡紧块85向上移动,卡紧块85向上移动与下模4接触时,卡紧块85将下模4固定,停止扭动旋钮84,旋钮84停止带动螺杆83正转,螺杆83停止带动内螺纹筒82向上移动,卡紧块85也就停止向上移动,当需要取下制作好的缸盖时,扭动旋钮84反转,旋钮84反转带动螺杆83反转,螺杆83反转通过螺纹带动内螺纹筒82向下移动,内螺纹筒82向下移动带动卡紧块85向下移动,卡紧块85向下移动复位时,停止扭动旋钮84,卡紧块85复位与下模4脱离接触,即可拉动下模4向外转动四十五度,再将缸盖取下,推动下模4向内转动四十五度复位,再按上述操作扭动旋钮84带动螺杆83正转,也就使得卡紧块85向上移动将下模4卡紧。
38.实施例2在实施例1的基础上,还包括有翻转机构9,翻转机构9包括有滑动架91、滑杆93、u型杆94、驱动杆95、第一弹簧96、第二弹簧97、齿轮98和第一齿块99,请参阅图1、图2、图3、图5、图6和图12所示,支撑架2上部沿周向均匀间隔的开有八个通槽910,支撑架2上沿周向均匀间隔的开有八个导向槽92,导向槽92内滑动式的穿接有滑动架91,滑动架91远离底座1的内一侧均匀间隔的固接有六块第一齿块99,滑动架91下部与导向槽92顶部之间连接有两根第一弹簧96,滑动架91内部滑动式的穿接有滑杆93,滑杆93外底部与滑动架91内侧之间连接有第二弹簧97,每侧两根滑杆93内端之间都通过焊接连接的方式安装有u型杆94,圆环架74顶部前后两侧中间都左右对称固接有驱动杆95,驱动杆95底端与u型杆94接触,当驱动杆95向下移动时,驱动杆95可实现带动u型杆94向下移动,转轴3上都固定套装有两个齿轮98,齿轮98位于通槽910内,齿轮98与对应的第一齿块99啮合,当第一齿块99向上移动时,第一齿块99可实现带动齿轮98转动。
39.还包括有卡紧机构10,卡紧机构10包括有双槽架101、n型卡杆102、带槽六菱杆103、导杆104、滚轴106、导块107和第四弹簧108,请参阅图1、图5、图6、图8、图11和图12所示,通槽910远离下模4的一侧边缘位置通过螺栓连接的方式安装有导块107,导块107上滑动式的套装有双槽架101,双槽架101内端套在滑杆93上,当滑杆93向下移动时,滑杆93可实现带动双槽架101向内移动,双槽架101内侧与导块107内侧面之间连接有第四弹簧108,双槽架101外顶部内侧开有卡槽105,支撑架2顶部沿周向均匀间隔的滑动式穿接有八根导杆104,导杆104与双槽架101对应,导杆104顶端通过焊接连接的方式安装有n型卡杆102,当n型卡杆102向下移动插入卡槽105内时,n型卡杆102可实现将双槽架101固定,n型卡杆102靠近转轴3的一侧固接有滚轴106,转轴3两端都固接有带槽六菱杆103,滚轴106尾端位于带槽六菱杆103的槽内,当带槽六菱杆103正反交替转动时,带槽六菱杆103可实现带动滚轴106上下移动,双槽架101外端套在带槽六菱杆103上。
40.还包括有锁定机构11,锁定机构11包括有导向框111、摆动块112、第三弹簧113、楔形挡块114、活动杆115、导向轴116、第二齿块117和扇形齿块118,请参阅图6-图9所示,滑动
架91下部内侧滑动式的穿接有导向框111,导向框111两侧都开有一字孔,导向框111外底部均匀间隔的通过焊接连接的方式安装有二十一块第二齿块117,滑动架91外底部外侧都通过板子转动式的连接有摆动块112,摆动块112内侧面上部固接有扇形齿块118,扇形齿块118与第二齿块117啮合,当第二齿块117移动时,第二齿块117可实现带动扇形齿块118转动,导向槽92底部内侧嵌入式的滑动连接有楔形挡块114,当摆动块112位于楔形挡块114下方时,楔形挡块114可实现对摆动块112进行限位,楔形挡块114内侧面与支撑架2内侧之间连接有第三弹簧113,滑杆93外端通过焊接连接的方式安装有活动杆115,活动杆115外端位于导向框111内,活动杆115外端固定穿接有导向轴116,导向轴116位于导向框111的一字孔内,当导向轴116向下移动时,导向轴116可实现带动导向框111向外移动。
41.初始时,无需扭动旋钮84使得卡紧块85卡紧下模4,当圆环架74向下移动时,圆环架74向下移动还带动驱动杆95向下移动,驱动杆95向下移动带动对应的u型杆94向下移动,u型杆94向下移动带动滑杆93向下移动,第二弹簧97被压缩,进而第二弹簧97压缩至最大行程时,滑杆93向下移动通过第二弹簧97带动滑动架91向下移动,第一弹簧96被拉伸,滑动架91向下移动带动第一齿块99向下移动,第一齿块99向下移动带动齿轮98向外转动,齿轮98向外转动带动转轴3向外转动,转轴3向外转动带动下模4向外转动,圆环架74停止向下移动时,圆环架74停止带动驱动杆95向下移动,第一齿块99也就停止带动齿轮98向外转动,下模4停止向外转动,操作人员即可将缸盖从下模4上取下。当圆环架74向上移动复位时,圆环架74带动驱动杆95向上移动复位,驱动杆95复位不对u型杆94进行限位,因第一弹簧96的作用,滑杆93向上移动带动u型杆94先向上移动一定距离,同时,因第一弹簧96的作用,滑动架91向上移动复位带动第一齿块99向上移动复位,第一齿块99向上移动复位带动齿轮98向内移动复位,齿轮98向内转动复位通过转轴3带动下模4向内转动复位,滑动架91通过第二弹簧97带动滑杆93向上移动复位,滑杆93带动u型杆94向上移动复位,进而圆环架74转动时,圆环架74还带动驱动杆95转动对另外两个u型杆94对应。如此,无需操作人员拉动下模4向外转动,方便快捷。
42.当滑杆93向下移动时,滑杆93向下移动使得斜面与双槽架101接触,滑杆93带动双槽架101向内移动,第四弹簧108被拉伸,双槽架101向内移动带动卡槽105向内移动,同时,双槽架101向内移动与带槽六菱杆103脱离接触,滑杆93继续向下移动使得垂直面与双槽架101接触时,滑杆93停止带动双槽架101向内移动,进而齿轮98带动转轴3向外转动时,转轴3向外转动带动带槽六菱杆103向外转动,带槽六菱杆103向外转动通过槽带动滚轴106向下移动,滚轴106向下移动带动n型卡杆102向下移动,n型卡杆102向下移动插入卡槽105内,n型卡杆102与卡槽105配合将双槽架101固定,转轴3停止向外转动时,转轴3停止带动带槽六菱杆103向外转动。当滑杆93向上移动复位时,滑杆93向上移动不对双槽架101进行限位,进而转轴3向内转动复位时,转轴3带动带槽六菱杆103向内转动复位,带槽六菱杆103向内转动通过槽带动滚轴106向上移动,滚轴106向上移动带动n型卡杆102向上移动,n型卡杆102向上移动与卡槽105脱离接触,n型卡杆102停止对双槽架101限位,因第四弹簧108的作用,双槽架101向外移动复位套在带槽六菱杆103上,双槽架101对带槽六菱杆103进行限位固定,带槽六菱杆103固定通过转轴3使得下模4被固定。如此,无需通过卡紧块85将下模4固定,操作比较方便。
43.当滑杆93向下移动时,滑杆93还带动活动杆115向下移动,活动杆115向下移动带
动导向轴116向下移动,导向轴116向下移动带动导向框111向外移动,导向框111向外移动带动第二齿块117向外移动,第二齿块117向外移动带动扇形齿块118向外转动,扇形齿块118向外转动带动摆动块112向上摆动九十度,此时,导向轴116停止带动导向框111向外移动,第二齿块117停止带动扇形齿块118向外转动,进而滑动架91向下移动时,滑动架91还带动摆动块112向下移动,摆动块112向下移动与楔形挡块114接触时,摆动块112带动楔形挡块114向内移动,第三弹簧113被压缩,摆动块112继续向下移动从楔形挡块114上滑过时,因第三弹簧113的作用,楔形挡块114向外移动复位将摆动块112挡住,摆动块112与楔形挡块114配合将滑动架91固定,滑动架91通过第一齿块99使得齿轮98固定。当滑杆93向上移动复位时,滑杆93通过活动杆115带动导向轴116向上移动复位,导向轴116向上移动复位带动导向框111向内移动复位,导向框111向内移动复位带动第二齿块117向内移动复位,第二齿块117复位带动扇形齿块118向内转动复位,扇形齿块118复位带动摆动块112向下摆动九十度复位,摆动块112复位与楔形挡块114脱离接触,因第一弹簧96的作用,滑动架91带动摆动块112向上移动复位。如此,取下缸盖时,可避免齿轮98发生转动导致下模4出现转动的现象影响取下缸盖。
44.实施例3在实施例1和实施例2的基础上,还包括有环形转板12、支架13和放置框14,请参阅图1所示,底座1外上部沿周向转动式的套装有环形转板12,环形转板12顶部前侧左右对称通过焊接连接的方式安装有支架13,两个支架13外顶部之间通过焊接连接的方式安装有放置框14,操作人员可将取下的缸盖放在放置框14内。
45.还包括有接触开关15、蜂鸣器16和第五弹簧17,请参阅图4和图13所示,内六菱形筒73顶部中间与n型架76中部之间滑动式的穿接有蜂鸣器16,当蜂鸣器16启动时,蜂鸣器16可发出声音提醒人们上模6与下模4紧密接触,蜂鸣器16内顶部与n型架76外顶部之间绕接有第五弹簧17,蜂鸣器16底端安装有接触开关15,接触开关15向下移动与六菱转杆72接触,接触开关15与蜂鸣器16有电路连接。
46.当需要将缸盖取下时,可通过环形转板12带动支架13转动,支架13转动带动放置框14转动,放置框14转动与需要取下的缸盖对应时,停止拉动支架13,放置框14停止转动,即可将缸盖取下,一个缸盖取下时,可将缸盖放入放置框14内,再下一个缸盖进行取下,四个缸盖都放入放置框14内,可拉动支架13带动放置框14对另外四个缸盖进行取下,八个缸盖都放入放置框14内时,可将八个缸盖从放置框14内取出。如此,方便操作人员对缸盖的放置。
47.当内六菱形筒73向下移动带动n型架76向下移动时,n型架76向下移动通过第五弹簧17带动蜂鸣器16向下移动,蜂鸣器16向下移动带动接触开关15向下移动,接触开关15向下移动与六菱转杆72接触时,蜂鸣器16被启动,蜂鸣器16发出声音提醒人们上模6已经与下模4完全接触,且接触开关15被六菱转杆72限位停止向下移动,也就使得蜂鸣器16停止向下移动,n型架76继续向下移动使得第五弹簧17被拉伸,关闭气缸5。当内六菱形筒73向上移动带动n型架76向上移动复位时,n型架76通过第五弹簧17带动蜂鸣器16向上移动复位,蜂鸣器16向上移动复位带动接触开关15向上移动复位,接触开关15复位与六菱转杆72脱离接触,蜂鸣器16停止响起,同时,第五弹簧17也收缩复位。如此,可提醒人们上模6与下模4已经完全接触,避免上模6一直向下移动超过最大行程导致损坏。
48.最后,有必要说明的是:上述内容仅用于帮助理解本发明的技术方案,不能理解为对本发明保护范围的限制;本领域技术人员根据本发明的上述内容所做出的非本质改进和调整,均属本发明所要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。