1.本实用新型涉及一种螺套预埋叶片根端定位法兰保压装置。
背景技术:
2.风能是世界上清洁能源利用中最具商业价值的能源,是未来可再生能源领域里重要一员。目前,风力发电叶片迭代速度越来越快,叶片尺寸越来越大,客户对叶片的成型周期和质量要求也越来越高,随之而来对叶片的成型工艺提出了更高的要求。叶片成型工艺直接影响风电叶片的质量和成型周期,其良好的叶片成型工艺是保证按时向客户交付高质量的风力发电机组叶片的决定因素。
3.目前,所有的螺套预埋叶片都不可避免的在铺层工序需要对根端定位法兰进行保压,进而保证真空灌注时产品根端不漏气进而避免严重质量事故。但是,目前根端定位法兰保压工艺均为在根端定位法兰粘贴一道密封胶条与模具端面闭合,在模具和定位法兰内表面或者外侧粘贴密封胶条利用导流网导气、真空袋膜密封进行保压。现有的保压工艺均存在操作繁琐,保压工序时间长,保压成功率低,保压效果差且经常出现根端漏气的严重质量事故的不足。
技术实现要素:
4.本实用新型的目的是为了克服现有存在的上述不足,本实用新型提供一种螺套预埋叶片根端定位法兰保压装置。
5.本实用新型是通过以下技术方案实现的:
6.一种螺套预埋叶片根端定位法兰保压装置,其包括根端定位法兰、导气部件、两个密封胶条和两个气管,所述根端定位法兰朝向模具的一侧开设有第一凹槽,所述导气部件嵌设于所述第一凹槽内,两个所述密封胶条间隔设置并均压设于所述根端定位法兰与模具端面之间,所述第一凹槽位于两个所述密封胶条之间,两个所述气管的一端分别插入至所述导气部件内并与所述导气部件相连通,两个所述气管的另一端分别露出于所述根端定位法兰的前缘端面和后缘端面。
7.进一步地,所述螺套预埋叶片根端定位法兰保压装置还包括至少一个阻挡部件,所述阻挡部件位于所述密封胶条与所述导气部件之间,且所述阻挡部件压设于所述根端定位法兰与模具端面之间。
8.进一步地,所述阻挡部件的数量为两个,两个所述阻挡部件分别位于所述导气部件的两侧。
9.进一步地,所述阻挡部件为挡胶气管。
10.进一步地,所述根端定位法兰朝向模具的一侧开设有第二凹槽,所述第二凹槽和所述第一凹槽分别位于所述根端定位法兰的内侧和外侧,所述螺套预埋叶片根端定位法兰保压装置还包括密封条,所述密封条嵌设于所述第二凹槽内并压设于所述根端定位法兰与模具端面之间。
11.进一步地,所述密封条的两端分别露出于所述根端定位法兰的前缘端面和后缘端面。
12.进一步地,所述第一凹槽和所述第二凹槽均为u型槽;
13.和/或,所述密封条为d型硅胶条。
14.进一步地,所述螺套预埋叶片根端定位法兰保压装置还包括若干个端部密封胶条,所述端部密封胶条的两端分别连接于两个所述密封胶条,且若干个所述端部密封胶条分别靠近于所述根端定位法兰的前缘端面和后缘端面。
15.进一步地,所述导气部件为螺旋缠绕管。
16.进一步地,所述密封胶条为耐高温密封胶条。
17.本实用新型的有益效果在于:
18.1、操作简单快捷,不需要额外的辅材进行封真空保压,成本有所下降。
19.2、保压时间短且成功率极高,大幅缩减根端定位法兰保压工序时间,主模铺层周期发生了飞跃式的提升。
20.3、保压密封性效果极佳,完全杜绝了由根端定位法兰密封不佳而漏气造成的严重质量事故,产品质量有了质的飞跃。
附图说明
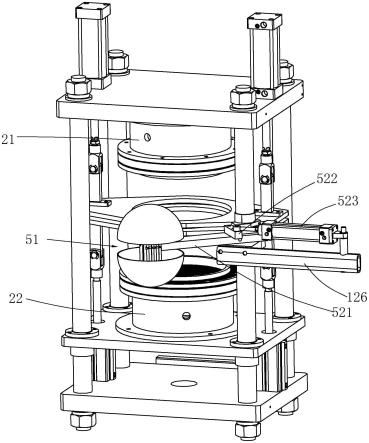
21.图1为本实用新型实施例的螺套预埋叶片根端定位法兰保压装置在使用时的内部结构示意图。
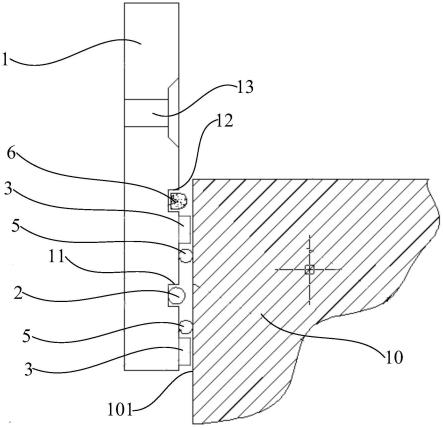
22.图2为本实用新型实施例的螺套预埋叶片根端定位法兰保压装置的部分结构示意图。
23.附图标记说明:
24.根端定位法兰1
25.第一凹槽11
26.第二凹槽12
27.法兰孔13
28.导气部件2
29.密封胶条3
30.气管4
31.阻挡部件5
32.密封条6
33.端部密封胶条7
34.模具10
35.模具端面101
具体实施方式
36.以下各实施例的说明是参考附图,用以示例本实用新型可以用以实施的特定实施例。
37.如图1和图2所示,本实施例公开了一种螺套预埋叶片根端定位法兰保压装置,该
螺套预埋叶片根端定位法兰保压装置包括根端定位法兰1、导气部件2、两个密封胶条3和两个气管4,根端定位法兰1朝向模具10的一侧开设有第一凹槽11,导气部件2嵌设于第一凹槽11内,两个密封胶条3间隔设置并均压设于根端定位法兰1与模具端面101之间,第一凹槽11位于两个密封胶条3之间,两个气管4的一端分别插入至导气部件2内并与导气部件2相连通,两个气管4的另一端分别露出于根端定位法兰1的前缘端面和后缘端面。
38.第一凹槽11位于两个密封胶条3之间,两个密封胶条3粘贴在根端定位法兰1,且两个密封胶条3压设于根端定位法兰1与模具端面101之间,通过两个密封胶条3与模具端面10闭合形成密封空间,在第一凹槽11中放置导气部件2环形贯穿整个密封空间,在根端定位法兰1的前缘端面和后缘端面分别接两个气管4进行抽气保压即可。操作简单快捷,不需要真空袋膜等额外的辅材进行封真空保压,成本有所下降;保压时间短且成功率极高,大幅缩减根端定位法兰1保压工序时间,主模铺层周期发生了飞跃式的提升;保压密封性效果极佳,完全杜绝了由根端定位法兰1密封不佳而漏气造成的严重质量事故,产品质量有了质的飞跃。
39.两个气管4分别露出于根端定位法兰1的前缘端面和后缘端面。在根端定位法兰1的第一凹槽11中放入导气部件2,且在距根端定位法兰1的前缘端面和后缘端面20cm处用气管4连接,两个气管4超出根端定位法兰1的前缘端面和后缘端面,其中一个气管4和真空泵连接抽气,另一个气管4和保压表连接保压,操作简单快捷。
40.其中,导气部件2为螺旋缠绕管,结构简单,使用方便。密封胶条3为耐高温密封胶条。气管4为尼龙气管。优选地,根端定位法兰1的表面必须无漏气点,和根端定位法兰1闭合的模具端面101必须无漏气点。
41.螺套预埋叶片根端定位法兰保压装置还包括至少一个阻挡部件5,阻挡部件5位于密封胶条3与导气部件2之间,且阻挡部件5压设于根端定位法兰1与模具端面101之间。密封胶条3在被压设于根端定位法兰1与模具端面101之间并产生形变,通过阻挡部件5位于密封胶条3与导气部件2之间并用于阻挡密封胶条3,使得密封胶条3将不会挤压至第一凹槽11内,且保证了螺套预埋叶片根端定位法兰保压装置的保压密封效果。
42.在本实施例中,阻挡部件5的数量为两个,两个阻挡部件5分别位于导气部件2的两侧。两个阻挡部件5能够分别对两个密封胶条3进行阻挡作用。阻挡部件5为挡胶气管4。
43.根端定位法兰1朝向模具10的一侧开设有第二凹槽12,第二凹槽12和第一凹槽11分别位于根端定位法兰1的内侧和外侧,螺套预埋叶片根端定位法兰保压装置还包括密封条6,密封条6嵌设于第二凹槽12内并压设于根端定位法兰1与模具端面101之间。第一凹槽11在靠近根端定位法兰1的外侧,根端定位法兰1设置有法兰孔13,法兰孔13在靠近根端定位法兰1的内侧,第二凹槽12位于法兰孔13与第一凹槽11之间,通过密封条6嵌设于第二凹槽12内,使得密封条6在压设密封的时候避免发生偏移错位现象,进一步加强了保压密封效果。
44.其中,密封条6的两端分别露出于根端定位法兰1的前缘端面和后缘端面,保证密封效果。密封条6为d型硅胶条。第一凹槽11和第二凹槽12均为u型槽,加工制作方便。
45.螺套预埋叶片根端定位法兰保压装置还包括若干个端部密封胶条7,端部密封胶条7的两端分别连接于两个密封胶条3,且若干个端部密封胶条7分别靠近于根端定位法兰1的前缘端面和后缘端面。通过端部密封胶条7的两端分别连接于两个密封胶条3,通过两个
密封胶条3和若干个端部密封胶条7进一步提高了保压密封性效果,完全杜绝了由根端定位法兰1密封不佳而漏气造成的严重质量事故,产品质量有了质的飞跃。
46.在本实施例中,若干个端部密封胶条7的数量为四个,每两个端部密封胶条7分别靠近于根端定位法兰1的前缘端面和后缘端面。两个端部密封胶条7在距根端定位法兰1前、后缘端面3cm和5cm处横向粘贴,通过两个端部密封胶条7与两个密封胶条3搭接,然后锁紧根端定位法兰1与模具端面101闭合,用气管4分别在前、后缘进行抽气保压。
47.以上所揭露的仅为本实用新型较佳实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,仍属本实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。