1.本发明属于发电建材生产设备技术领域,具体涉及一种用于制造发电建材的翻转设备和层压前工艺。
背景技术:
2.在电力能源领域人类通过建设区域中心发电站进行集中发电,并通过向外放射状的供电网向周围广大区域提供电力。尽管各发电中心与电力网络之间形成了错综复杂的“发、变、输、配”等不同环节和形式,但总体上而言,目前的电力供应体系依然是以发电厂为电力生产中心辐射向周边城市建筑为主的分散用电体进行单向的供电模式。这样的模式中,发电厂是电力生产中心,建筑物是电力消费个体。
3.从能源生产者(发电厂)到消费者(建筑物)之间有着复杂的网络和设备,形成了从发电到用电的供给体系。这个复杂的电力供给体系所消耗的电力已占总发电量的20%~30%左右,而输送成本(电网自耗 固定资产折旧 维护成本)占电力消费总成本已经超过40%以上,即电力消费的最终用电费用中,超过40%的费用是付给输电网络的费用。
4.而形成这一结果的原因是过去人类的电力生产技术集中于以化石能源为主的发电厂模式如烧煤的火力发电厂,以及远离城市的可再生能源发电厂如大型水库的水力发电厂、沙漠光伏发电场、山顶及海滨的风力发电场等。这些发电技术成本高,且必须依附于电力网络进行电力传输,生产成本高和对环境的破坏均有较大影响。
5.为解决上述问题,人类提出了能源互联网概念。能源互联网概念提出了电力能源要在生产者(发电端)和消费者(用电端)之间实现互联互通。通过能源互联网的建设提高能源自给和自用率,减少能源传输浪费,大大降低用能成本,同时提高能源供给的安全性和稳定性,并可大规模推广和实用可再生清洁能源,让人类早日实现碳中和。
6.因此,从电力能源消费形式看,建筑物是典型电力能源消费者,要实现能源互联网,大大降低能源损耗和生产成本,那么让建筑发电成为必由之路,从而实现建筑物既是能源的生产者也是能源的消费者这一双重属性。发电建筑以及建设发电建筑的发电建材应运而生。
7.发电建材就是用于建设发电建筑(产能建筑)建筑材料,人类可以利用的技术基本为太阳能发电技术。在建筑材料表面附加光伏发电功能后,广泛用于建筑的屋顶、墙面、各类构造物的外包面、以及各类交通工具的外表面,形成无处不发电的前景。
8.具统计,我国已有各类建筑及构筑物的顶面面积大约为500亿平方米,如果全部实现屋顶发电,每年可生产8万亿度电力,而目前中国全年用电量仅为7万亿度,可见建筑发电的空间和潜力非常大。因此,如何高效地制造出性能良好的发电建材具有重要的意义。
技术实现要素:
9.本发明提供了一种用于制造发电建材的翻转设备和层压前工艺,该用于制造发电建材的翻转设备在层压前对发电建材进行翻转,可以避免层压过程胶液污染发电建材和设
备的问题,且翻转后金属背板朝下,层压过程中胶液会流向金属背板,在金属背板与玻璃板之间形成坡面,后续发电建材搭接中该坡面形成自然缓冲,避免金属背板直接接触。本发明要解决的技术问题通过以下技术方案实现:
10.一种用于制造发电建材的翻转设备,包括固定架,所述固定架上设置有翻转机构、以及驱动翻转机构转动的驱动机构;
11.所述翻转机构包括翻转架、用于传输发电建材的皮带传输机构和用于固定发电建材的气缸夹紧装置,所述皮带传输机构和气缸夹紧装置均固定在翻转架上;
12.所述皮带传输机构至少为两组,两组所述皮带传输机构分别位于发电建材的两边;
13.所述气缸夹紧装置至少为两组,两组所述气缸夹紧装置分别位于翻转架的两边;
14.所述皮带传输机构上设置有用于检测发电建材的红外感应器。
15.进一步地,上述翻转机构还包括缓冲装置,所述缓冲装置设置为多个,且所述多个缓冲装置均匀的分布在翻转架的上下两侧。
16.进一步地,上述缓冲装置与发电建材的接触面为橡胶垫。
17.进一步地,上述皮带传输机构由两个上下对称的皮带传输单元组成。
18.进一步地,上述皮带传输机构设置为三组,三组所述皮带传输机构分别位于发电建材的两边和中间位置。
19.进一步地,上述气缸夹紧装置设置为三组,三组所述气缸夹紧装置分别位于翻转架的两边和中间位置。
20.进一步地,上述气缸夹紧装置设置为四组,四组所述气缸夹紧装置分别位于翻转架的两边和发电建材的两边。
21.进一步地,上述气缸夹紧装置由两个上下对称的气缸夹紧单元组成。
22.进一步地,上述的用于制造发电建材的翻转设备,还包括保护壳;
23.所述保护壳设置在翻转机构和驱动机构的外围,且所述保护壳与固定架固定连接;
24.所述保护壳的前侧和后侧分别开设有供发电建材输入和输出的开口。
25.一种发电建材层压前工艺,其特征在于,包括如下步骤:
26.步骤一:切片,将太阳能电池片切成条状电池;
27.步骤二:叠串,将多个条状太阳能电池片叠加成串;
28.步骤三:铺装,将成串太阳能电池按设计电路铺装在玻璃板背面;
29.步骤四:防热斑并联电路安装,在爬电电压每增加4~6v位置横向安装并联电路;
30.步骤五:背材铺装,在叠串电池背面铺装epe和背板;
31.步骤六:翻转,将已铺装完成的发电板材输入至上述的发电建材翻转设备里,经翻转后玻璃朝上进入层压机。
32.本发明的有益效果:
33.1.本发明的翻转设备,包括固定架、翻转机构和驱动机构,可以在发电建材层压前对其进行翻转,能够避免层压过程发电建材中胶膜受热后形成的胶液污染玻璃和设备的问题,避免后期清理会占用大量人工时间,费时费力,从而影响生产效率;
34.2.本发明的翻转设备可以在发电建材层压前对其进行翻转,发电建材经翻转后金
属背板朝下,层压过程中胶液会流向金属背板,在金属背板与玻璃板之间形成坡面,后续发电建材搭接中该坡面形成自然缓冲,避免金属背板之间直接接触;
35.3.本发明的层压前工艺适应于该翻转设备,将发电建材按要求铺设好后,进入该翻转设备,进行翻转,能够使发电建材在进入层压机前进行翻转,避免了层压后翻转带来的缺陷,提高了生产效率和产品质量。
36.4.本发明的层压前工艺,可以柔性制造各类满足建筑安全电压的发电建材,如 12v、24v、36v、48v等安全低压直流电路,发电建材不仅可用于建筑屋面和墙面,还可做成曲面用于路灯杆、汽车顶、停车场拱顶棚、充电站遮阳棚、报刊亭、电话亭、农村干式厕所顶、外墙窗户顶遮阳棚等应用场景。
37.以下将结合附图及实施例对本发明做进一步详细说明。
附图说明
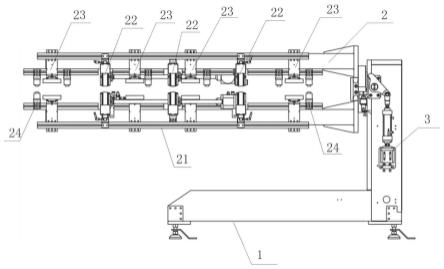
38.图1是实施例1用于制造发电建材的翻转设备的结构示意图。
39.图2是实施例2用于制造发电建材的翻转设备的结构示意图。
40.图3是实施例2用于制造发电建材的翻转设备的侧视图。
41.图4是实施例2发电建材生产工艺流程图。
42.图5是本实施例的切片示意图。
43.图6是本实施例的叠串示意图。
44.图7是本实施例的叠串剖面示意图。
45.图8是本实施例的防热斑并联电路安装示意图。
46.图9是本实施例的背材铺装的示意图。
47.图中:1、固定架;2、翻转机构;21、翻转架;22、皮带传输机构;23、气缸夹紧装置;24、缓冲装置;3、驱动机构;4、保护壳。
具体实施方式
48.为进一步阐述本发明达成预定目的所采取的技术手段及功效,以下结合附图及实施例对本发明的具体实施方式、结构特征及其功效,详细说明如下。
49.在本实施例的描述中,需要理解的是术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实施例的限制。
50.在本实施例中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实施例中的具体含义。
51.实施例1:
52.参照附图1,本实施例提供了一种用于制造发电建材的翻转设备,包括固定架1,固定架1上设置有翻转机构2、以及驱动翻转机构2转动的驱动机构3,可以在发电建材层压前对其进行翻转。
53.本实施例的翻转机构2包括翻转架21、用于传输发电建材的皮带传输机构22和用
于固定发电建材的气缸夹紧装置23,皮带传输机构22和气缸夹紧装置23均固定在翻转架21上。
54.皮带传输机构22至少为两组,两组皮带传输机构22分别位于发电建材的两边,且皮带传输机构22由两个上下对称的皮带传输单元组成,可以避免在输送过程中层压前的发电建材多层之间出现偏移的现象。优选地,皮带传输机构22设置为三组,三组皮带传输机构22分别位于发电建材的两边和中间位置,可以保证发电建材平稳的进入该用于制造发电建材的翻转设备中。
55.气缸夹紧装置23至少为两组,两组气缸夹紧装置23分别位于翻转架的两边,且气缸夹紧装置23由两个上下对称的气缸夹紧单元组成。优选地,气缸夹紧装置23设置为三组,三组气缸夹紧装置23分别位于翻转架21的两边和中间位置。本实施例的气缸夹紧装置23设置为四组,四组气缸夹紧装置23分别位于翻转架21的两边和发电建材的两边,可以保证层压前的发电建材稳固地加紧在气缸夹紧单元中。
56.本实施例的皮带传输机构22上设置有用于检测发电建材的红外感应器,当发电建材到达指定位置后,气缸夹紧装置开始运行,将发电建材固定住,然后再进行翻转。
57.本实施例的翻转机构2还包括缓冲装置24,缓冲装置24设置为多个,且多个缓冲装置24均匀的分布在翻转架21的上下两侧。优选地,缓冲装置24与发电建材的接触面为橡胶垫。缓冲装置的设置可以避免发电建材的表面受损。
58.本实施例用于制造发电建材的翻转设备的操作流程:
59.第一步:层压前的发电建材通过皮带传输机构进入该设备,红外感应器检测发电建材是否达到指定位置;
60.第二步:发电建材到达指定位置后,气缸夹紧装置开始运行,将发电建材固定住,缓冲装置也紧紧夹住发电建材;
61.第三步:翻转机构运行,将发电建材翻转180
°
;
62.第四步:翻转完成后,发电建材经皮带传输机构运输出该设备;
63.第五步:发电建材出该设备后,翻转机构逆时针旋转180
°
,该设备回到原始状态。
64.实施例2:
65.与上述实施例1不同的是,本实施例的用于制造发电建材的翻转设备,还包括保护壳4。参照附图2和附图3,该保护壳4设置在翻转机构2和驱动机构3的外围,且保护壳4与固定架1固定连接,保护壳4的前侧和后侧分别开设有供发电建材输入和输出的开口。保护壳的设置增加了该用于制造发电建材的翻转设备的安全性。
66.实施例3:
67.本实施例提供了一种发电建材层压前工艺,该发电建材的生产工艺流程参照附图4。该发电建材层压前工艺包括如下步骤:
68.步骤一:切片。将太阳能电池片切成条状电池,并进行电池间的叠加电路。特定但非限定而言,本发明使用的太阳能电池可为常规的单晶硅电池、多晶硅电池、背面射极钝化(passivated emitter rear contact,perc)电池、硅基异质接面 (heterojunction with intrinsic thin layer,hit/hjt)电池、全背电极接触(interdigitatedback contact,ibc)电池、铜铟镓硒(copper indium gallium selenide,cigs)电池、薄膜微晶硅电池、钙钛矿电池等各类太阳能电池。参照附图5。
69.步骤二:叠串。将多个条状太阳能电池片为一串;根据建材实用场景不同需求,可以叠成不同输出电压等级的串。一般而言,根据储能电池的特性,以12v为基准电压,以12v的倍数叠加成串,如12v、24v、36v、48v等安全低压直流输出电压。参照附图6和附图7。
70.步骤三:铺装。将多个串并列排布于玻璃板迎光面的背面,太阳能电池迎光明贴合向玻璃侧。铺设太阳能电池串前,先铺设热熔胶膜于玻璃板背面。参照附图9。
71.步骤四:防热斑并联电路安装。在电池背面叠加爬电电压每增加4~6v左右的地方作横向电气导通,将所有列全部实现每步爬电电压4~6v左右即实现横向的等电压导通。所用导通材料为喷涂热熔胶的导电铜箔条,以实现 4~6v电压处横向全部并联导通,从而实现“串 并”的电路,该电路可防止阴影遮挡导致的光伏热斑。参照附图8。
72.步骤五:背材铺装。在电池背面上方再铺设发电建材用的epe热熔固化胶膜,最后铺设bipv用金属基材背板。
73.步骤六:翻转。将铺设好的发电建材输入权利要求1所述的发电建材翻转设备里,发电建材经翻转后进入层压机,进行高真空、高温热熔固化,最后形成一体化高耐候、耐腐蚀、可折型冲孔等机械加工的发电板材。
74.特定但非限定而言,本发明对太阳能电池片可以根据需要切成1/2、1/3、1/4、 1/5、1/6大小的条状,本实施例将太阳能电池片对切形成1/4大小的条状太阳能电池片。将每数十个1/4大小的条状电池片经叠片机进行正负极叠片后形成一串。叠片机在每片电池片的正面长边上点喷或涂刷液态导电物质后,将下一片电池片的背面长边侧粘接上去,让彼此相邻的太阳能电池片上边缘后一片电池片的下边缘重叠形成一个串这一依次往下叠加成串。电池片粘接用的导电物质可以是导电胶带或导电胶。因此太阳能电池片之间无间隙,同等面积的发电电路层发电量大,提高了太阳能电池片的利用率,且背板层的利用率高。导电胶带或导电胶的成本比铜丝小,所以还可以降低成本。
75.特定但非限定而言,本发明使用的胶膜,可为特制的poe膜,pvb膜,poe pvb 的复合膜,以及poe pvb 减反射红外线频谱的复合膜。绝缘层的材质是pet或asa 绝缘树脂,背板材质为镀锌板、镀铝锌板、彩钢板、铝板或铝镁锰板背板材料的厚度一般为0.1-2.0mm。
76.本实施例的层压前工艺适应于实施例1和实施例2的发电建材翻转设备,将发电建材按要求铺设好后,进入该发电建材翻转设备,进行翻转,能够使发电建材在进入层压机前进行翻转,避免了层压后翻转带来的缺陷,提高了生产效率和产品质量。
77.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。