1.本实用新型属于数字化控制装置领域,特别涉及到一种铜锁芯五轴铣槽机数字化控制装置。
背景技术:
2.目前国内铜锁芯加工设备的自动化程度已经比较高,但功能相对单一,市场有相应面眼加工设备、立槽加工设备和打孔设备。单设备功能不全,对应锁芯加工的企业需要购买多个设备才能完成铜锁芯的整个工艺制备过程。
技术实现要素:
3.为了解决现有技术的不足,本实用新型提供了一种将多项功能集成于一体,实现铜锁芯加工的全面自动化的铜锁芯五轴铣槽机数字化控制装置。
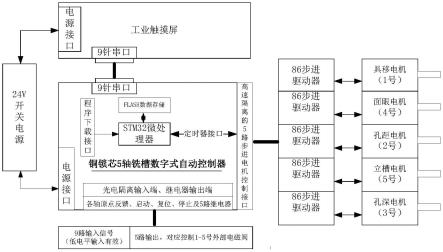
4.本实用新型的技术方案是:一种铜锁芯五轴铣槽机数字化控制装置,由人机交互界面、控制器、驱动器接口部分、外部接口、电源接口部分、数据存储部分组成。本控制装置严格按照铜锁芯加工步骤的要求和设置的参数进行控制,这里控制器内部的核心芯片为中央处理单元(mcu),人机交互界面与mcu进行实时通讯和数据交互,不占用mcu运行时间,而非以中断的数据收发方式通讯。驱动器接口部分负责实现五轴步进电机独立的加减速控制、高精度的脉冲数据输出和运行方向的控制;实现了步进电机梯形加减速和s型加减速功能。外部接口由9个输入接口和5个输出接口组成,其中输入接口用于启动、停止、复位、进料和五轴步进电机,输出接口用于控制电磁阀,从而控制相应气缸。电源接口部分分别为工业触摸屏和控制器供电。数据存储部分负责保存系统运行基本参数和加工参数。
5.与现有技术相比,本实用新型的有益效果是:各轴步进电机的脉冲输出加减速都具有梯形和s型加减速两种可选,从而保证电机运行的快速响应,并且避免了启动时电机失步或卡机现象,从而将铜锁芯的面眼、立槽和打孔功能集成于一体,同时设备具有锁芯自动上料和下料功能,进而实现了铜锁芯加工的全面自动化,为加工企业节省设备投入成本,同时提高加工生产的效率。
附图说明
6.图1为本实用新型的剖视示意图。
7.图2为mcu的硬件电路中的电源电路。
8.图3为mcu的硬件电路的五路继电器输出电路。
9.图4为mcu的硬件电路的数据存储电路。
10.图5为mcu的硬件电路的9路光耦隔离输入电路。
11.图6为mcu的硬件电路的串口通信功能。
12.图7为mcu的硬件电路的5路步进电机驱动器接口电路。
13.图8为mcu的硬件电路的主mcu电路。
具体实施方式
14.以下结合附图对本实用新型作进一步详细描述。
15.如图1所示,一种铜锁芯五轴铣槽机数字化控制装置,由人机交互界面、控制器、驱动器接口部分、外部接口、电源接口部分、数据存储部分组成。人机交互界面采用彩色4.3寸或7寸触摸工业控制屏,与控制器的核心芯片中央处理单元(mcu)以dma的方式进行实时通讯,并通过modbus-rtu协议进行数据交互。中央处理单元(mcu)采用高性能的32位stm32微处理器,运行工作频率为72mhz,同时在控制多轴步进输出时,每轴输出频率为200khz;与人机交互界面进行串口通信时采用dma数据交互模式。驱动器接口部分采用mcu内部自带的高性能定时器,与步进电机驱动器进行连接,可以独立实现步进电机的梯形和s型加减速控制、高精度的脉冲数据输出和运行方向的控制。外部接口中的9个输入接口,分别为启动、停止、复位、进料和五轴步进电机原点反馈信号;5个输出接口对应五轴继电器输出接口,分别控制1-5号电磁阀,从而控制相应气缸。电源接口部分采用24v直流开关电源供电,控制器的mcu内部将24v电压转换为系统电路模块需要的5v电压和3. 3v电压。数据存储部分采用spi接口的flash存储芯片。加工时:
16.(1)启动,上下料部分的电源导通,开始工作; 1号电磁阀上电,上电停顿0.02秒(参数可设定)后;2号电磁阀上电,等待收到进料信号后再停顿0.02秒(参数可设定);3号电磁阀上电,上电停顿0.02秒(参数可设定);2号电磁阀断电(延时时间可配置);1号电磁阀断电(延时时间可配置),1号电机启动运行(运行距离可设定),电机运行到位后停(其中1号电机:具移电机),
17.(2)1号电机运行到位后,2-5轴电机同时运行各自在人机界面上设定的运行动作和参数。其中,2号电机:孔距; 3号电机:孔深; 4号电机:面眼; 5号电机:立槽。4号和5号电机运行到位,然后各自复位回零,完成面眼和立槽功能。2号和3号电机按照以下步骤继续运行。
18.以完成一个5孔的铣孔动作为例,具体运行动作如下:
19.(2-1)2号电机启动运行,到位后停;3号电机启动运行到位停,然后回零,1孔完成。
20.(2-2)2号电机启动运行,到位后停;3号电机启动运行到位停,然后回零,2孔完成。
21.(2-3)2号电机启动运行,到位后停;3号电机启动运行到位停,然后回零,3孔完成。
22.(2-4)2号电机启动运行,到位后停;3号电机启动运行到位停,然后回零,4孔完成。
23.(2-5)2号电机启动运行,到位后停;3号电机启动运行到位停,然后回零,5孔完成。
24.可铣1-10孔,这可以在人机操作界面上可以配置。例如2号电机和3号电机一组,相当于一个十字架,刚开始时,2号电机离第一个孔是有一段距离的,3号电机铣完孔,2号电机是带着3号电机动的,每个孔之间的孔距及打孔的深度都是可设定的。在孔数的选择上,只要在触摸屏上进行设置,例如铣5个孔,只要在孔数设置框中输入5,然后按确定就行了。当铣完最后一个孔,3号电机回零后,2号电机启动回零。关闭全部电磁阀。进入下一个铜锁芯加工步骤。
25.mcu的硬件电路由电源电路、五路继电器输出电路、数据存储电路、9路光耦隔离输入电路、串口通信功能电路、5路步进电机驱动器接口电路和主mcu电路组成。电源电路主要为控制器内部电路提供5v和3.3v电压,并为驱动器的脉冲信号与方向、使能端提供电源。五路继电器输出电路主要用于控制外部的五路电磁阀。数据存储电路用于存储运行参数和基
本配置参数功能。9路光耦隔离输入电路用于获取外部的启动、停止及电机原点反馈等信号。串口通信功能电路用于与触摸屏的数据通信。5路步进电机驱动器接口电路用于发送脉冲和方向控制信号。主mcu电路以stm32f103vct6作为主核心芯片。
26.以上依据本实用新型的理想实施例为启示,通过上述的说明内容,相关人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定技术性范围。
技术特征:
1.一种铜锁芯五轴铣槽机数字化控制装置,由人机交互界面、控制器、驱动器接口部分、外部接口、电源接口部分、数据存储部分和五轴步进电机组成,其特征在于,所述控制器内部的核心芯片为中央处理单元mcu,所述驱动器接口部分采用所述中央处理单元mcu内部自带的高性能定时器,采用有限状态机的运行机制,保证5个高性能定时器的脉冲输出功能,所述外部接口的输入接口接收所述五轴步进电机的原点反馈信号,所述外部接口的输出接口控制电磁阀,从而控制相应气缸。2.根据权利要求1所述的铜锁芯五轴铣槽机数字化控制装置,其特征在于,所述人机交互界面与所述中央处理单元mcu通过modbus-rtu协议进行数据交互。3.根据权利要求2所述的铜锁芯五轴铣槽机数字化控制装置,其特征在于,所述人机交互界面与所述中央处理单元mcu进行串口通信时采用dma数据交互模式。4.根据权利要求1-3中任一项所述的铜锁芯五轴铣槽机数字化控制装置,其特征在于,所述人机交互界面采用彩色4.3寸或7寸触摸工业控制屏。5.根据权利要求1所述的铜锁芯五轴铣槽机数字化控制装置,其特征在于,所述驱动器接口部分与所述五轴步进电机的驱动器进行连接,实现所述五轴步进电机的加减制、高精度的脉冲数据输出和运行方向的控制。6.根据权利要求4所述的铜锁芯五轴铣槽机数字化控制装置,其特征在于,所述电源接口部分采用24v直流开关电源供电,一路直接给所述触摸工业控制屏供电,另一路给所述控制器供电,所述中央处理单元mcu内部将24v直流电压转换为系统电路模块需要的5v电压和3.3v电压。7.根据权利要求1所述的铜锁芯五轴铣槽机数字化控制装置,其特征在于,所述数据存储部分采用spi接口的flash存储芯片,用于保存系统运行基本参数和加工参数。8.根据权利要求1所述的铜锁芯五轴铣槽机数字化控制装置,其特征在于,所述中央处理单元mcu的硬件电路由电源电路、五路继电器输出电路、数据存储电路、9路光耦隔离输入电路、串口通信功能电路、5路步进电机驱动器接口电路和主mcu电路组成。9.根据权利要求8所述的铜锁芯五轴铣槽机数字化控制装置,其特征在于,所述主mcu电路以stm32f103vct6作为主核心芯片。
技术总结
本实用新型提供一种铜锁芯五轴铣槽机数字化控制装置,由人机交互界面、控制器、驱动器接口部分、外部接口、电源接口部分、数据存储部分组成,将铜锁芯的面眼、立槽和打孔功能集成于一体,同时设备具有锁芯自动上料和下料功能,实现铜锁芯加工的全面自动化,为加工企业节省了设备投入成本,同时还提高了加工生产的效率。效率。效率。
技术研发人员:李香泉 刘浪 陈玉明 钱伟 唐伟荣 胡文龙 艾志勇 郭贤胜
受保护的技术使用者:景德镇学院
技术研发日:2022.04.16
技术公布日:2022/8/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。