1.本发明涉及电化学加工技术领域,具体涉及一种火花放电强化传质的管电极电解切割装置。
背景技术:
2.航空发动机涡轮盘榫槽、叶片榫头、传动齿轮等广泛应用航空航天、武器装备等领域中的难加工材料直纹面结构,不仅要求加工精度高,还要求表面完整性好,无毛刺、微裂纹和热影响层等。
3.电解线切割是利用线状工具电极、基于电化学阳极溶解原理、对电解液环境中的工件进行局部材料溶解去除的一种切割加工方法。加工过程中,工件局部材料以离子形式被溶解去除,理论上加工精度很高,不会产生热影响层;线电极与工件之间始终保持有一定的加工间隙、不接触,不会产生加工应力。此外,作为阴极的工具电极表面发生还原反应,只有氢气析出,不会被溶解,因此线电极无损耗。可见,电解线切割具有加工高表面完整性直纹面结构的潜能。
4.但是,电解线切割加工在实际生产中的应用却很少,其主要原因为:电解线切割加工效率较低,可加工工件厚度有限。在电解切割加工过程中,工件加工表面发生氧化反应,局部材料被溶解去除,生成不溶性产物(采用中性盐溶液时)。另外,线电极表面也产生氢气泡。这些电解产物若不及时从前端加工间隙内排出,将会导致电解液电导率下降,从而降低电解切割加工效率。严重时将会发生短路,影响加工稳定性。尤其是切割较厚工件时,厚度越大,切缝越深,产物排出越困难,电解液更新越慢。
5.为了强化加工间隙内的物质传输、加快电解产物排出,研究学者提出了线电极往复运动、工件振动、工具电极旋转、电解液冲刷等辅助手段,以提高电解切割的加工稳定性及切割效率。但线电极往复运动、工件振动、工具电极旋转等方式对电解液的扰动作用有限,对电解产物的排出效率提升不够显著;电解液冲刷时会发生流程损失、流场一致性不高,降低电解切割加工精度。目前,如何加速电解产物排出、强化加工间隙的物质传输,仍是电解切割加工需要解决的一大难题。
技术实现要素:
6.本发明的目的在于提供一种火花放电强化传质的管电极电解切割装置,在管电极对工件进行电解切割加工过程中,通过本管电极向前端加工间隙内间歇喷射微量绝缘介质,使管电极与工件之间发生火花放电,火花放电产生的瞬间爆炸力“炸”出前端加工间隙内的电解产物,加快电解产物的排出、加速电解液的更新,提高电解切割加工效率及稳定性,且管电极沿其轴线方向做上下往复运动,配合绝缘介质的间歇喷射,使前端加工间隙内的电解液产生局部流动,从而加速电解产物的排出以及电解液的更新,进一步提高电解切割加工效率。绝缘介质为不溶于电解液、且比电解液密度小的火花油或空气,喷射到加工间隙后受浮力作用会迅速漂浮出电解液,不影响电解切割加工的正常进行。
7.一种火花放电强化传质的管电极电解切割装置,包括管电极、电解槽、阴极夹具、脉冲电源和阳极夹具,所述管电极的底端封闭,且管电极的侧壁上开设有多个微小孔,所述电解槽内设有溢流板,溢流板将电解槽分隔成反应室和排出室,所述反应室内设有电解液,且反应室内还设有阴极夹具和阳极夹具;
8.所述管电极固定连接在阴极夹具上,所述阳极夹具固定连接在电解槽的底部,且阳极夹具上夹持有待加工的工件,所述管电极和工件别与脉冲电源的负极和正极连接,所述管电极上微小孔开口方向为对着工件的方向,且管电极与工件之间始终保持有前端加工间隙。
9.上述管电极电解切割装置的电解切割方法:
10.步骤一:在管电极向工件进行电解切割加工过程中,采用高压喷射的方式将微量绝缘介质通过管电极侧壁上的阵列微小孔间歇喷射到前端加工间隙内,引起管电极与工件之间发生火花放电,火花放电产生瞬间的爆炸力,“炸”出前端加工间隙内的电解产物,加快电解产物的排出、加速电解液的更新,提高电解切割加工效率及稳定性。
11.步骤二:在步骤一进行的过程中,驱动管电极沿其轴线方向做上下往复运动,配合绝缘介质的间歇喷射,使前端加工间隙内的电解液产生局部流动,从而加速电解产物的排出以及电解液的更新,进一步提高电解切割加工效率。同时驱动管电极沿着切割方向进行水平横向运动。
12.优选的,所述管电极内设有绝缘介质,所述绝缘介质包括但不仅限于火花油和空气。
13.优选的,所述电解液为浓度低于5g/l的中性盐溶液,且电解液的液面高度与溢流板的高度相同。
14.优选的,所述管电极与工件之间的电势差为60~120v。
15.优选的,所述电解槽的左侧壁上还设有一个出流口,所述出流口与排出室连通。
16.优选的,所述阴极夹具连接在数控机床的输出轴上,阴极夹具既能够水平横向运动也能够竖直轴向运动。
17.本发明的优点在于:
18.1、本发明提出的火花放电强化传质的管电极电解切割装置,在电解切割加工过程中,利用管电极向前端加工间隙内间歇喷射微量绝缘介质,利用管电极与工件之间发生的火花放电来“炸”出前端加工间隙内的电解产物,加快电解产物的排出、加速电解液的更新,提高电解切割加工效率及稳定性。
19.2、管电极沿其轴线方向做上下往复运动,配合绝缘介质的间歇喷射,使前端加工间隙内的电解液产生局部流动,从而加速电解产物的排出以及电解液的更新,进一步提高电解切割加工效率。
20.3、绝缘介质为不溶于电解液、且比电解液密度小的火花油或空气,喷射到加工间隙后受浮力作用会迅速漂浮出电解液,不影响电解切割加工的正常进行。
附图说明
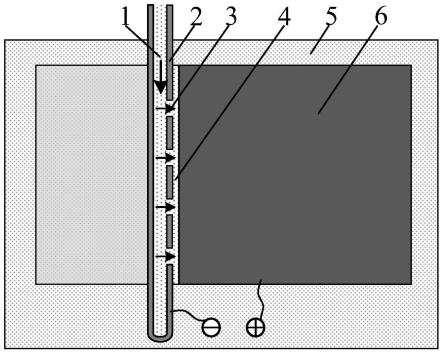
21.图1为本发明装置的电解切割原理竖直面视图;
22.图2为本发明装置的电解切割原理横截面视图;
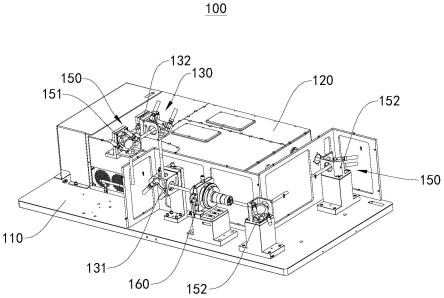
23.图3为本发明装置的整体结构示意图;
24.其中,1、绝缘介质,2、管电极,3、微小孔,4、前端加工间隙,5、电解液,6、工件,7、电解槽,8、溢流板,9、阴极夹具,10、出流口,11、脉冲电源,12、阳极夹具,13、火花油。
具体实施方式
25.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
26.如图1至图3所示,本发明包括管电极2、电解槽7、阴极夹具9、脉冲电源11和阳极夹具12,所述管电极2的底端封闭,且管电极2的侧壁上开设有多个微小孔3,所述电解槽7内设有溢流板8,溢流板8将电解槽7分隔成反应室和排出室,所述反应室内设有电解液5,且反应室内还设有阴极夹具9和阳极夹具12;
27.所述管电极2固定连接在阴极夹具9上,所述阳极夹具12固定安装在电解槽7的底部,且阳极夹具12上夹持有待加工的工件6,所述管电极2和工件6别与脉冲电源11的负极和正极连接,所述管电极2上微小孔3开口方向为对着工件6的方向,且管电极2与工件6之间始终保持有前端加工间隙4。
28.上述管电极电解切割装置的电解切割方法:
29.步骤一:在管电极2向工件6进行电解切割加工过程中,采用高压喷射的方式将微量绝缘介质1通过管电极2侧壁上的阵列微小孔3间歇喷射到前端加工间隙4内,引起管电极2与工件6之间发生火花放电,产生瞬间的火花爆炸力;
30.步骤二:在步骤一进行的过程中,驱动管电极2沿其轴线方向做上下往复运动,同时驱动管电极2沿着切割方向进行水平横向运动。
31.所述管电极2内设有绝缘介质1,所述绝缘介质1包括但不仅限于火花油13和空气。
32.所述电解液5为浓度低于5g/l的中性盐溶液,且电解液5的液面高度与溢流板8的高度相同。
33.所述管电极2与工件6之间的电势差为60~120v。
34.所述电解槽7的左侧壁上还设有一个出流口10,所述出流口10与排出室连通。
35.所述阴极夹具9连接在数控机床的输出轴上,阴极夹具9既能够水平横向运动也能够竖直轴向运动。
36.具体实施方式及原理:
37.根据图1-图2所示,本发明提出的火花放电强化传质的管电极电解切割加工时,选用底端封闭、侧壁开有多个阵列微小孔3的中空金属管作为工具电极,选用浓度低于5g/l的中性盐溶液作为电解液5,管电极2接脉冲电源11负极,工件6接脉冲电源11正极,两者之间的电压幅值为60~120v。电源接通后,管电极2对工件6进行电解切割加工,同时,微量绝缘介质1通过管电极2侧壁上的阵列微小孔3间歇喷射到前端加工间隙4内,引起管电极2与工件6之间发生火花放电,瞬间的爆炸力迅速将前端加工间隙4内的电解产物“炸”出。此外,管电极2沿其轴线方向做上下往复运动,配合绝缘介质1的间歇喷射,使前端加工间隙4内的电解液5产生局部流动,从而加速电解产物的排出以及电解液5的更新,进一步提高电解切割加工效率。当绝缘介质1为火花油13时,由于火花油13不溶于电解液5、且密度为0.7~0.85g/l,小于电解液的密度,在浮力作用下会迅速漂浮出电解液5。当绝缘介质1为空气时,
在浮力作用下会迅速漂浮出电解液5。绝缘介质1不会溶于电解液5或滞留在加工区域而影响电解切割的正常进行。
38.根据图3所示,本发明提出的火花放电强化传质的管电极电解切割加工装置,主要包括阴极夹具9、管电极2、脉冲电源11、电解槽7、阳极夹具12、工件6,电解槽7中设有溢流板8和出流口10,管电极2竖直安装在阴极夹具9中,工件6安装在阳极夹具12中,阳极夹具12安装在电解槽7中。电解加工时,从电解槽7中注入电解液5,其高度与溢流板8高度相同。通电后,管电极2对工件6进行电解切割加工。同时,微量的绝缘介质1间歇地通过管电极2上端入口进入管电极2内腔,然后通过管电极2侧壁上的阵列微小孔3喷射到前端加工间隙4内,最后在浮力作用下漂浮出电解液。当绝缘介质1为火花油13时,会溢流出电解槽7,经出流口10流走。当绝缘介质1为空气时,浮出电解液5后直接扩散在空气中。数控机床控制管电极2与工件6之间的相对进给运动。
39.基于上述,本发明通过本管电极2向前端加工间隙内间歇喷射微量绝缘介质1,利用管电极2与工件6之间的火花放电来“炸”出前端加工间隙内的电解产物,加快电解产物的排出、加速电解液5的更新,提高电解切割加工效率及稳定性,且管电极2沿其轴线方向做上下往复运动,配合绝缘介质1的间歇喷射,使前端加工间隙内的电解液5产生局部流动,从而加速电解产物的排出以及电解液的更新,进一步提高电解切割加工效率。绝缘介质为不溶于电解液、且比电解液密度小的火花油或空气,喷射到加工间隙后受浮力作用会迅速漂浮出电解液,不影响电解切割加工的正常进行。
40.由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。