1.本发明涉及一种自适应管径相贯线切割机器人及其切割方法,属于管切割相贯线设备技术领域。
背景技术:
2.钢结构在我国现代化建设中发挥着极其重要的作用,如桥梁、塔桅、油气输送管道、大型公共建筑等随处可见。行业报告显示,到2035年,我国钢结构建筑在新建建筑面积中占比达到40%。
3.钢结构的施工中,切割是非常关键的环节,是保证焊接质量的必要前提。尤其是圆管切割,因为两圆管相贯线是一条复杂的空间曲线,高精度的相贯线能保证焊接时两管良好的贴合度;对于较厚的管件,为了使焊接材料深入到焊缝根部,管件相贯处要预留恒定的焊接坡口角,支管上的切割角则随着相贯位置的改变而改变。
4.总用钢量6万吨的广州地标建筑“小蛮腰”,相贯线切割约6000次,管件直径从400-2000mm,厚度从20-50mm,1104个斜撑相贯形式各个不相同,这些也是钢结构共有的特点,即切割量大、管径差异大、相贯形式多。因此,高性能的切割设备是保证施工质量和施工效率的关键。
5.目前,面向大型钢结构企业的大型五轴数控相贯线切割装备已趋于成熟,但高昂的成本让中小钢构企业望而却步。近年来,面向低成本的微型数控相贯线切割装备的研发获得行业广泛关注,对于我国150多万中小钢构企业,市场规模达百亿元!
6.市场上现有两种类型的微型切割机,不管是三爪卡盘和重型直线导轨结合的形式还是链条爬管式,可切割直径范围都受到夹具装夹范围限制,适配性差;装夹时间远大于实际切割时间,导致切割效率低下;由于自动化程度降低,切割参数的设置完全依赖于操作工人经验,频繁参数试错导致大量切割废品。
7.中国专利申请(申请号为200920313873.2)公开的一种三自由度数控相贯线切割机,割炬喷火点距离待切割的管件表面距离,需要进行手工调节,调节费时费力,而且定距调节,不便适应割炬火焰的最佳切割。
技术实现要素:
8.本发明要解决的技术问题是:提供一种自适应管径相贯线切割机器人,以解决上述现有技术中存在的问题。
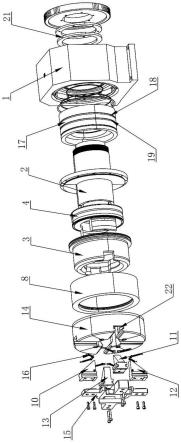
9.本发明采取的技术方案为:一种自适应管径相贯线切割机器人,包括车体、环绕磁性行走机构、伸缩机构、电动升降机构、俯仰机构和割炬,车体底部安装有吸附在被切割管件外壁上作绕被切割管件的回转运动的环绕磁性行走机构,伸缩机构安装在车体上,伸缩机构的伸缩前端安装有电动升降机构,电动升降机构连接俯仰机构,割炬安装在俯仰机构上。
10.优选的,上述电动升降机构包括固定板、升降电机和升降滑板,固定板固定连接在
伸缩机构上,升降滑板滑动连接在两根导向杆上,两根导向杆两端通过安装座固定连接到固定板上下两端,升降电机通过丝杠丝母副连接到升降滑板上,升降电机固定连接在上方的安装座上。
11.优选的,上述环绕磁性行走机构包括磁性滚轮、磁性吸附行走电机和框架,磁性吸附行走电机固定连接在框架内的前侧板上,且电机轴伸出前侧板后通过二级蜗轮蜗杆机构连接到两对磁性滚轮,两对磁性滚轮分别转动连接在框架左右两侧,每个磁性滚轮包括圆柱套形的滚轮和固定连接在滚轮内部的磁体,每侧的一对磁性滚轮通过三段隔磁轴固定串接。
12.优选的,上述两对磁性滚轮之间最大距离h满足:
[0013][0014]
其中rl为磁性滚轮外径,rg为待切割管件外径。
[0015]
优选的,上述二级蜗轮蜗杆机构包括蜗杆一、蜗轮一、蜗杆二和蜗轮二,蜗杆一固定连接在磁性吸附行走电机的电机轴上,与蜗杆一相啮合的蜗轮一固定连接在水平蜗轮轴上,水平涡轮轴转动连接在变速器外壳上且两端伸出变速器外壳后固定连接两个蜗杆二,与两个蜗杆二相啮合的蜗轮二固定连接在三段隔磁轴中的前侧段上。
[0016]
优选的,上述伸缩机构包括驱动丝杠、丝母座、直线导轨和直线导轨块,直线导轨采用两根,通过直线导轨块并排安装到车体上,且两根直线导轨前端和后端分别固定连接前连接板和后推动板,后推动板连接驱动丝杠一端,驱动丝杠通过丝母座连接到车体上且前端伸出后通过变速器连接到丝杠电机,变速器和丝杠电机固定连接到车体上。
[0017]
优选的,上述俯仰机构包括俯仰电机、俯仰架和俯仰变速器,俯仰架一端固定连接在俯仰变速器的水平输出轴上,俯仰电机的电机轴连接到俯仰变速器的输入轴,俯仰变速器和俯仰电机通过转接板连接到电动升降机构上。
[0018]
优选的,上述俯仰架包括俯仰臂一和俯仰臂二,俯仰臂一和俯仰臂二铰接锁紧后一端铰接固定在俯仰变速器的输出轴,另一端铰接固定连接套,连接套设置有套接割炬的通孔。
[0019]
优选的,上述框架底侧中部设置有弹性伸缩的刮刀,刮刀两侧设置有扁形负压的铁屑收集嘴,铁屑收集嘴长度大于刮刀长度。
[0020]
一种自适应管径相贯线切割机器人的切割方法,该方法为:利用磁性滚轮吸附在被切割管件外壁上,并磁性滚轮的吸附力带动管件转动,使用辅助支撑使设备主体保持平衡,当管件旋转一周,割炬相对于管件就完成绕被切割管轴线的周向转动;通过丝杠传动将电机的圆周运动转化为直线移动,利用前后两个安装块使直线导轨随着丝杠运动,安装在导轨前端的割炬也就随之实现沿被切割管件轴线方向的移动;通过这两个运动可加工出任意相贯线,在割炬上设置一个摆动运动自由度用来调整割炬的切割姿态,实现切割出相应的焊接坡口。
[0021]
本发明的有益效果:与现有技术相比,本发明在伸缩机构和俯仰机构之间安装一个电动升降机构,能够实现切割过程中火焰切割点的最大火力切割,提高切割质量,减少能源浪费,自动调节省时省力,调节精确稳定,有效解决解决管件直径差异大、相贯线及坡口角度功能、以及结构简化后自动化程度降低导致切割参数频繁试错三个难题。该机器人能
够实现免装夹、全管径、焰距自保持。为了突破装夹式驱动回转限制,发明的磁力轮爬管自驱动技术,保证相对运动精度的同时省去圆管装夹的成本和工序,使产品成本降低40%,切割效率提升60%。为了突破管径直径的限制,发明的自适应轮距调整技术,使机器人可适应任意管径的切割。为了突破多轴联动实现焰距保持的限制,发明的基于高度标尺及割炬回转圆心标定的焰距自保持技术,产品成本降低30%。
附图说明
[0022]
图1为相贯线切割机器人的立体结构示意图;
[0023]
图2为相贯线切割机器人的前视结构示意图;
[0024]
图3为相贯线切割机器人的环绕磁性行走机构与机体分离结构示意图;
[0025]
图4为伸缩机构安装前视结构示意图;
[0026]
图5为伸缩机构安装左视结构示意图;
[0027]
图6为伸缩机构安装俯视结构示意图;
[0028]
图7为环绕磁性行走机构立体结构示意图;
[0029]
图8为环绕磁性行走机构前视剖面结构示意图;
[0030]
图9为环绕磁性行走机构俯视剖面结构示意图;
[0031]
图10为环绕磁性行走机构左视剖面结构示意图;
[0032]
图11为刮刀安装结构示意图;
[0033]
图12为永磁体产生的磁力线分布情况图;
[0034]
图13为常见磁路类型布置图;
[0035]
图14为磁性滚轮与被加工管件极限位置关系图;
[0036]
图15为马鞍形曲线形状的空间相贯线类型图;其中,(a)圆管异径对心正交相贯;(b)圆管异径偏心正交相贯;(c)圆管异径对心斜交相贯;(d)圆管异径偏心斜交相贯;
[0037]
图16为两相交管相贯线坐标系示意图;
[0038]
图17为二面角的定义示意图;
[0039]
图18为两相交管相贯二面角示意图;
[0040]
图19为二面角、坡口角和理论切割角示意图;
[0041]
图20为纵向补偿示意图;
[0042]
图21为数学模型仿真结果图;
[0043]
图22为相贯线计算流程图。
具体实施方式
[0044]
下面结合附图及具体的实施例对本发明进行进一步介绍。
[0045]
实施例1:如图1-图22所示,一种自适应管径相贯线切割机器人,包括车体1、环绕磁性行走机构2、伸缩机构3、电动升降机构4、俯仰机构5和割炬6,车体1底部安装有吸附在被切割管件7外壁上作绕被切割管件7的回转运动的环绕磁性行走机构2,伸缩机构3安装在隔磁材料制作的车体1上,车体为一安装板,伸缩机构3的伸缩前端安装有电动升降机构4,电动升降机构连接俯仰机构5,割炬6安装在俯仰机构5上。
[0046]
优选的,上述电动升降机构4包括固定板401、升降电机402和升降滑板403,固定板
401固定连接在伸缩机构3上的前连接板上,升降滑板403滑动连接在两根导向杆404上,两根导向杆404两端通过安装座405固定连接到固定板401上下两端,升降电机402通过丝杠丝母副406连接到升降滑板403上,升降电机402固定连接在上方的安装座405上,采用升降电机驱动丝杠旋转,丝杠带动丝母移动,驱动升降滑板在两根导向杆404上上下移动,从而实现俯仰机构5和割炬6整体上下高度调节,调节精确稳定可靠,并能够控制割炬火焰与管件的最佳位置切割。
[0047]
优选的,上述环绕磁性行走机构2包括磁性滚轮201、磁性吸附行走电机202和框架203,磁性吸附行走电机202固定连接在框架203内的前侧板上,且电机轴伸出前侧板后通过二级蜗轮蜗杆机构连接到两对磁性滚轮201,两对磁性滚轮201分别转动连接在框架203左右两侧,每个磁性滚轮201包括圆柱套形的滚轮205和固定连接在滚轮205内部的磁体206,每侧的一对磁性滚轮201通过三段隔磁轴204固定串接,滚轮205为导磁材料,表面设置有增加摩擦力的条纹凸起,条纹凸起长度与滚轮长度方向相一致,采用磁性环绕吸附钢管管件并绕其表面周向行走,行走稳定可靠,二级涡轮蜗杆,结构紧凑,驱动动力大,同时驱动两侧磁性滚轮201行走,相当于双驱结构,行走更加稳定,割炬切割的相贯线质量更好。管件会由吸附在其外壁上的磁性滚轮推动其完成滚动。为保证可以三轴联动控制完成管件相贯线的切割任务,磁性滚轮的可靠性必须得到保障,其不仅要能稳定吸附在被切割管外壁还要推动管件旋转并且不发生打滑,基于此要求,从磁轮的磁材料和磁轮所采用的磁路类型进行优化选择:
[0048]
(1)磁材料的选择
[0049]
选择磁性材料时应考虑材料的稳定性、可靠性、性价比、抗组织老化能力和抗磁性老化能力。材料单位大小的磁块产生的磁能积越大越好,并且能在不同温度下保持稳定的性能。材料在使用过程中应方便加工和装配并且有一定的韧性不易发生生效或者结构破坏。
[0050]
钕铁硼(nd2fe14b)材料储藏量大,价格低廉,性价比高,稳定性好不会因外干扰使得作用效果发生明显变化;而且这种材料生产制造非常简单便捷,可以制造成长度或厚度较小的零件。综上,钕铁硼是从性能、加工工艺性、经济性等各方面都符合预期要求的磁性材料,所以磁轮选用稀土钕铁硼材料,型号为n35。其性能参数见表1。
[0051]
表1钕铁硼性能参数
[0052][0053]
一般将软磁材料加工成合适大小的轭铁用来减少磁阻和增大关键位置的磁通密度,可以使永磁材料保持较好的工作的状态,本专利找那个软磁材料选用硅钢。此外磁路结构中的永磁材料一般不止一块,为了避免这些永磁材料的磁块相互作用影响工作性能,本专利使用分段转轴采用铝块,作为放置在两个永磁材料之间。
[0054]
(2)磁路类型的选择
[0055]
磁通量在介质中所经过的路线被称为永磁材料的磁路,图12所示为永磁体产生磁力线在磁介质中的分布情况,从图中可以看到磁力线从永磁体一端发出从轭铁进入工作气
隙在由轭铁返回永磁体另一端形成闭环。
[0056]
本发明中磁性材料需要安装在切割机底部的滚筒上,因此出于结构合理性以及安装方面的需要,磁路结构的几何形状应该使圆环形。图13所示的为常见的磁路类型,图中白色区域是永磁材料,剖面线区域是轭铁,网状区域是隔磁材料。
[0057]
在图13中,(1)的磁路并未形成闭环。(2)中磁体中性面在其几何形状的对称面内。(3)和(4)都包含两块永磁体,但是二者的区别在于气隙位置的不同:(3)磁路中的气隙位置处于在两磁极端面之间,而(4)磁路中的气隙横截面与磁体的中性面位置一致。磁路类型(4)中磁体与吸附体的距离在四个磁路中是最小的,采用这种磁路对被切割管件的作用力最大。此外,(3)和(4)磁路中永磁体体积同样大小时,(3)中永磁体与轭铁的接触面积更大,磁阻也就更大。(1)和(2)磁路中都只有一个永磁体,相比较与(3)和(4),(1)和(2)包含的同等体积永磁体时,(1)和(2)永磁体表面积大,损失的磁势也就越大,在永磁体能量相同时,磁体利用率小。综上所述选择磁路(4)。
[0058]
依据磁路类型,磁体、支撑的分段轴、隔磁材料共同组成的磁性滚轮,为避免管件直径过小,造成管件与车体下表面发生干涉,需要确定最大轮间距来保证设计要求中最小管件直径的加工需要。如图14所示,磁性滚轮与被加工管件的位置关系可通过勾股定理算出最大轮间距,上述两对磁性滚轮201之间最大距离h满足:
[0059][0060]
其中r
l
为磁性滚轮外径,rg为待切割管件外径。为提高设备加工稳定性和去除不必要的材料,车体下表面由圆弧凹槽,比在管件轴剖面上有设定距离的余量,余量与最大距离之和,即设备轮间距最佳尺寸。
[0061]
优选的,上述二级蜗轮蜗杆机构包括蜗杆一207、蜗轮一208、蜗杆二209和蜗轮二210,蜗杆一207固定连接在磁性吸附行走电机202的电机轴上,与蜗杆一207相啮合的蜗轮一208固定连接在水平蜗轮轴211上,水平涡轮轴211转动连接在变速器外壳212上且两端伸出变速器外壳212后固定连接两个蜗杆二209,与两个蜗杆二209相啮合的蜗轮二210固定连接在三段隔磁轴204中的前侧段上。管件相对转动的传动机构,电机连接一个蜗轮蜗杆减速器后再通过开式蜗轮蜗杆传动分别将动力传输给两个滚筒,每个滚筒加装两个磁吸附装置,加工时通过四个磁吸装置(磁体)使设备吸附在管件上并驱动管件发生相对于割炬的转动。
[0062]
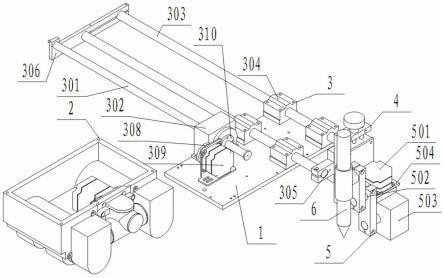
优选的,上述伸缩机构3包括驱动丝杠301、丝母座302、直线导轨303和直线导轨块304,直线导轨303采用两根,通过四个直线导轨块304并排安装到车体1上,且两根直线导轨304前端和后端分别固定连接前连接板305和后推动板306,后推动板306连接驱动丝杠301一端,与驱动丝杠301相配合的丝母310固定连接在丝母座307上,通过丝母座307连接到车体1上且前端伸出后通过变速器308连接到丝杠电机309,变速器308和丝杠电机309固定连接到车体1上,驱动丝杠301前端设置限位环形台,前连接板305两端设置有连接直线导轨303的通孔,通孔外侧设置缺口,缺口处通过螺钉或螺栓锁紧直线导轨,后推动板306设置两个后安装通孔,两个后安装通孔通过条形通槽连通,且右侧的后安装通孔设置缺口,通过在缺口和条形通槽处通过螺钉或螺栓锁紧直线导轨,后推动板306左侧延伸一段后固定连接驱动丝杠,伸缩机构通过驱动电机带动丝母旋转,丝母旋转后带动驱动丝杠前后移动,进而
带动直线导轨沿着四个直线导轨块前后移动,进而推动电动升降机构4、俯仰机构5和割炬6整体前后移动,伸缩移动方便快捷,割炬切割稳定可靠。
[0063]
优选的,上述俯仰机构5包括俯仰电机501、俯仰架502和俯仰变速器503,俯仰架502一端固定连接在俯仰变速器503的水平输出轴上,俯仰电机501的电机轴连接到俯仰变速器503的输入轴,俯仰变速器503和俯仰电机501通过转接板504连接到电动升降机构4上。俯仰机构是电机通过蜗轮蜗杆减速器(俯仰变速器)连接割炬连接的俯仰架502,并将割炬固定在俯仰架502端部,电机旋转则俯仰架502带动割炬发生偏转,以此加工加工相贯线上的坡口角,需要特别注意的是割炬在安装时其喷嘴应与变速器输出轴轴线重合,这样在割炬发生摆转时,喷嘴始终与被加工面保持同样距离,对提高加工质量具有重要意义。
[0064]
优选的,上述俯仰架502包括俯仰臂一505和俯仰臂二506,俯仰臂一505和俯仰臂二506之间通过铰接轴穿过对应通孔后采用螺栓或螺钉连接该通孔处设置的缺口进行锁紧,铰接锁紧后俯仰双臂一端通过同样的锁紧方式铰接固定在俯仰变速器503的输出轴,另一端通过同样的锁紧方式铰接固定连接套507的垂直连接段,连接套507设置有套接割炬6的通孔,割炬6穿过通孔后采用螺钉锁紧,该俯仰架能够实现割炬左右位置的调节,便于将割炬调节到两对磁性滚轮201的中心平面上,方便进行割炬切割相贯线的精确控制,而且也能够实现割炬远离俯仰电机的距离调整,避免俯仰电机距离割炬过近受其温度过高的影响。
[0065]
设置割炬电动升降调节机构来调节割炬火焰相对其回摆中心的位置,以满足不同割炬尺寸的要求。在设备一侧设置由辅助滚轮支架和辅助支撑轮组成的辅助支撑装置,在遥控操作时,满足设备的独立自动切割要求。通过设定焰距高度标尺,无需y轴联动即可实现焰距保持,简化结构,降低成本。
[0066]
针对铁锈较严重的切割管件时,铁锈的厚度会影响切割坡口的尺寸偏差,为了去除铁锈,在框架203底侧中部设置有弹性伸缩的刮刀213,刮刀213两侧设置有扁形负压的铁屑收集嘴214,铁屑收集嘴214长度大于刮刀213长度,刮刀213为条形刮刀结构,采用两把,对称固定连接在弧形板215底部,刮刀213上端设置有多根螺纹杆216,螺纹杆216穿过弧形板215后采用螺母锁紧,弧形板215靠近两端设置两根竖直伸缩杆217,铁屑收集嘴214通过连接杆连接到竖直伸缩杆217上,伸缩杆217活动穿过倒立f型的导向架218上下布置的两水平板,两个导向架218分别固定连接在前端的变速器外壳上和框架203后端上,伸缩杆217上套接有弹簧219,弹簧219上端抵靠在导向架上水平板底部,下端抵靠在限位螺母220上,螺母220螺旋连接在伸缩杆217的螺纹部,通过刮刀刮削铁锈,将产生的铁锈通过负压的铁削收集嘴收走,实现铁锈的去除和锈削的收集,弹性伸缩结构,便于刮刀紧贴管件表面,避免损坏刮刀,伸缩杆217上方还安装有固定螺母221,当不需要刮刀时,可以将刮刀提前,采用固定螺母将伸缩杆调节到高位固定,使得刮刀悬空,避免影响切割相贯线,,铁屑收集嘴214通过管道连接到粉尘收集设备(如带真空泵的吸尘器),便于将收集的铁削在清理铁锈后能够进行清理。
[0067]
实施例2:一种自适应管径相贯线切割机器人的切割方法,该方法为:利用磁性滚轮吸附在被切割管件外壁上,并磁性滚轮的吸附力带动管件转动,使用辅助支撑使设备主体保持平衡,当管件旋转一周,割炬相对于管件就完成绕被切割管轴线的周向转动;通过丝杠传动将电机的圆周运动转化为直线移动,利用前后两个安装块使直线导轨随着丝杠运
动,安装在导轨前端的割炬也就随之实现沿被切割管件轴线方向的移动;通过这两个运动可加工出任意相贯线,在割炬上设置一个摆动运动自由度用来调整割炬的切割姿态,实现切割出相应的焊接坡口。
[0068]
两圆柱形管件相交在其表面形成马鞍形曲线的空间相贯线。由于相交的两圆柱形管件的尺寸大小和相对位置不同,马鞍形曲线的形状也会发生变化。当两相交管的直径、偏心距离、两管相贯角度有了确定值之后,就可以得到确定的空间相贯线三维形状。建立两相交管件的理论模型,对确定合适的相贯线切割方案有着不可或缺的指导意义。
[0069]
马鞍形管道相贯接头分类:一般两圆柱形管件相交可以形成马鞍形曲线形状的空间相贯线,根据两相交圆柱形管件的直径尺寸大小和相对位置不同其相贯线形状也各不相同。具体如图15所示。
[0070]
图15的四种两圆管相交相贯线的支管轴线与主管轴线之间的直径是不相同的,其位置关系顾名思义分别为垂直正交、偏心垂直正交、倾斜相交,偏心倾斜相交这四种型式,这四种基本样式通过不同的组合可以构成各式各样的复杂管件相交样式。
[0071]
在空间管桁架结构建筑中一般在主管上焊接马鞍型支管形成密封空间,马鞍型相贯接头可以承受各种轴向载荷,大多数情况承受压应力,为了提高焊接质量与效率都要在焊接处打坡口,坡口的存在能够调节焊接耗材和管材之间的比例。在国标gb 50017-2003中要求这种接头的主管管径及厚度大于被切割管管径及厚度;应将被切切割管焊接在主管外壁上;两相交管轴线之间的角度应大于或等于30
°
;两相交管焊接时除特殊情况(搭接)不宜出现偏心;对薄壁管件(一般《6mm~8mm)可以不开坡口;对于两相交管的管径相差不大,且被切割管厚度较大,则需要加工变角度焊接坡口面。
[0072]
焊接坡口的控制方法包括以下步骤:
[0073]
(1)建立相贯线方程
[0074]
两相交管轴线成α角,根据规定α角用锐角表示。两相交管轴线为空间内异面直线,以通过管件轴线的公垂线为y轴,取y和y1两轴线方向一致且共线。以垂直于公垂线且通过两相交管各自轴线的平面分别建立对应的xoz和x1o1z1平面,其交点在各自平面内分别为o和01。容易看出平面xoz和平面x1o1z1在空间中是相互平行的关系,根据空间解析几何相关知识可以得出两坐标的关系如下:
[0075][0076]
即
[0077][0078]
式中,a为齐次坐标的变换矩阵。
[0079]
考虑在实际生产过程中,对于管件相贯线的切割过程一般为逆时针,所以图16所
示的空间坐标系所示的右手螺旋定则与生产实际相符合,本专利将在该坐标系下完成坐标变换。
[0080]
由图16可得,xyz坐标系绕y轴逆时针旋转角α,并且将原点o从(0,0,0)移动至(0,e,0),使得其与o1重合就可以得到x1o1z1坐标系。这种变换是相对于固定坐标系进行的。所以可得坐标变化矩阵a如下:
[0081][0082]
依据线性代数知识求出a矩阵的逆矩阵
[0083][0084]
将其带入式(2)中可得
[0085][0086]
则
[0087][0088]
支管圆柱坐标为
[0089][0090]
相贯线在主管圆柱方向的投影方程为
[0091][0092]
将式(4),式(5)代入式(6),可以得到被切割管内壁和主管外壁的相贯线数学表达式,即
[0093][0094]
(2)建立焊接坡口的数学模型
[0095]
2.1两相交管相贯二面角的计算
[0096]
两相交管通过焊接方式连接在一起时,如果被切割管壁厚较大时,为了保证焊接质量需要根据一定的规范对焊接管件开焊接坡口,一般来说焊接件的二面角大小会影响焊接坡口角的大小,对于焊接管件的马鞍型相贯线的焊接坡口角是一个变化量,其大小与所在位置的二面角大小有关系。图17为二面角的定义,图18为两相交管相贯二面角示意图。
[0097]
图17所示二面角就是平面a、b之间的夹角,通常用∠dce大小表示二面角的大小由解析几何的知识可得:
[0098]
平面a表达式:a1x b1y c1z d1=0
[0099]
平面b表达式:a2x b2y c2z d2=0
[0100]
两平面的夹角
[0101][0102]
如图18所示,在两相交管件的马鞍型焊接接头中,管件相贯线上每个点的二面角是过该点两相交管各自切平面之间的夹角。
[0103]
支管圆柱面的方程为s1:
[0104]
f1(x,y,z)=x2 y
2-(r-t)2=0;
[0105]
在任意一点m处的法向量为
[0106][0107]
易得
[0108][0109]
主管圆柱面的方程s2:
[0110]
f2(x,y,z)=u2 v
2-r2=0;
[0111]
式中,
[0112]
u=xcosα-zsinα,v=y-e,在任意点m处法向量
[0113][0114]
由
[0115][0116]
得
[0117][0118]
又因为
[0119]
f2(x,y,z)=u2 v
2-r2=0
[0120]
可得
[0121][0122]
式中,是点m处在主管上的圆周角。
[0123][0124]
由式(4),(9)-(11)计算可得
[0125][0126]
2.2焊接坡口角的计算
[0127]
在焊接接口处二面角大小直接影响着焊接坡口角的大小,在标准sy/t4802-92(api rp2a)对二者的关系有规范如下:
[0128]
ψ》90
°
时,
[0129]
ψ≤90
°
时,
[0130]
如图19所示,任意点处二面角和坡口角在法剖面内,由图得在该平面内理论切割角:
[0131][0132]
由于两相交管件的空间相贯线各组成点的位置不同,则各组成点的法剖面也是不同的,其随着相贯线上组成点位置的变化而变化。除此之外,由于割炬的摆动只能在被切割管轴剖面内,即被切割管加工后产生的切割面其素线在被切割管轴剖面内。综合以上两点原因,切割过程中保持正确的切割角难度系数较大。所以,在实际切割管件时必须依据理论切割角ρ根据经验公式求出割炬所在被切割管轴剖面内实际切割角ω。结合以往大量的生产实际的经验可知二者关系可近似用下列等式表示:
[0133][0134]
式中,γ为相贯线上该点处被切割管轴剖面与法剖面所组成的二面角。
[0135]
设该点坐标为(x,y,z),在这一点处的法向量可以用极坐标表示为:
[0136][0137]
两管件相贯其二面角所在法剖面的法向量用极坐标表示为:
[0138][0139][0140]
2.3纵向补偿
[0141]
对于在支管上加工接口的贴接式坡口面,其相贯线一般是由被切割管内壁与另一相交管的外壁的交线组成。这种相贯线就是被切割管内壁的切割线,其z坐标在法剖面内决定。在实际管件切割过程中,割炬从被切割管外壁开始完成相贯线和坡口角的加工。
[0142]
割炬在支管轴剖面内偏转产生的被切割管内表面切割线应沿着被切割管内壁与另一相交管件外壁的相贯线,这样才能加工出比较符合实际情况的实际切割角从而保证焊接接口的坡口角精度。如图20所示,可以得到被切割管外壁的切割线计算式:
[0143]z外
=z δ
ꢀꢀꢀꢀꢀꢀꢀ
(19)
[0144]
式中,δ=t
·
tanω,t为壁厚。
[0145]
相贯线及其焊接坡口角仿真分析:
[0146]
为了验证本章所推导数学表达式和数学模型是否正确,可以使用计算机对上述公式和数学模型进行仿真。这样做不仅可以对理论推导进行必要的检验也为后续数控切割机的结构设计提供了理论依据。
[0147]
比较常见的计算仿真手段有pro/e、solidworks、ug、matlab等。因为matlab操作方便,可以输出图像界面所以本专利使用matlab进行仿真。对异径对心正交相贯接头,异径对心斜交相贯接头,异径偏心斜交相贯接头三种不同情况进行仿真并给出仿真结果。从图21的仿真结果可以初步看出,所建立的数学模型基本符合实际情况可以为后续数控切割机的结构设计提供可靠的理论支撑。程序流程图如图22所示。
[0148]
所建立的马鞍型焊接坡口数学模型来说,在直角坐标系中要完成切割过程至少需要控制5个自由度,但是采用圆柱坐标系的话,控制3个自由度就可以完成切割过程,控制难度就大为降低。
[0149]
当被切割管壁厚较小(t《6~8mm)时,可以采用不需要焊接坡口的角焊缝。壁厚较大时,对于马鞍型相贯接头,其接口形式为贴接式,即在支管上加工坡口,如选择圆柱坐标系并使其z轴与被切割管z轴重合,将被切割管的径向平面设置为切割面,则完成相贯线焊接坡口的切割过程只需要三个自由度。即:割炬在被切割管轴线方向上的移动、设备绕被切割管轴线的回转运动以及割炬在其轴剖面的摆动。所以可以设计研发一种三自由度的数控切割机使其既可以实现被切割管的定角度切割,又可以实现变角度切割。
[0150]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内,因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。