一种890mpa级免涂装耐大气腐蚀桥梁钢及其制备方法
技术领域
1.本发明涉及金属材料制造技术领域,特别是一种890mpa级免涂装耐大气腐蚀桥梁钢及其制备方法。
背景技术:
2.随着我国高速铁路和高速公路交通的蓬勃发展,以及沿海的八纵八横铁路规划方案的逐步实施,桥梁工程建设越来越多,复杂、严酷环境下的桥梁工程越来越多。对桥梁用钢的技术要求也越来越功能化,如高表面质量、低内应力、易焊接、耐腐蚀等等,因此耐大气腐蚀钢在近几年得到较快的应用。目前应用的强度级别范围为345mpa~690mpa(屈服强度),更高级别的钢种尚未出现。另外,随着随着资源节约型和环境友好型两型社会的发展要求,钢结构涂装对环境带来的影响越来越受到社会的关注和限制。而免涂装的耐大气腐蚀用钢的经济和耐候的特点,正符合社会发展的需求,其市场潜力很大。
3.开发高强度级别的免涂装耐大气腐蚀用钢,不仅契合资源节约型和环境友好型两型社会的发展要求,也会成为企业发展带来新的经济和社会效益增长点。
4.专利申请号201910566603.0的中国发明专利申请,公开了一种“超厚、超高韧性及优良焊接性的1000mpa级钢板及其制造方法”,其采用超低c-超低si-中mn-(ti nb v b)微合金钢的成分体系作为基础,适当提高钢中酸溶als含量,且als/[(%n )-0 .292(%ti )]≥23、(%c )
×
(%si )≤0.016、ca处理,ca/s比为1.00~3.00,且(%ca )
×
(%s)0 .18≤2.5
×
10-3
等冶金手段,优化tmcp 离线调质工艺( qt ),控制40≤[ h
×
( t弛豫)
×
ξ]/[( t终轧-t停冷)
×
( ceq
×
v冷速)]≤550、730≤( t淬火)
×
[ lg( t淬火保持)]/[(%mo ) 0 .73(%cr ) 1 .67(%v ) 311(%b )]≤1050及320≤[( t回火)
×
[lg( t回火保持)]/di≤120,使成品钢板的显微组织为细小低碳回火马氏体 少量回火下贝氏体,平均晶团尺寸在20μm以下,获得优良的塑韧性ht950钢板。该钢采用在线淬火(dq) 离线淬火 回火(qt)工艺生产,添加合金元素较多,工序复杂,屈强比yr大。回火后,屈服强度升高,抗拉强度降低,yr进一步增加,一般会大于0.90,正如该发明的说明书一样,该钢适用于水电工程(尤其高水头、大hd值抽水蓄能电站)的压力钢管、钢岔管、蜗壳、海洋平台、深海潜水器及工程机械等大型钢结构及装备制造。而桥梁工程一般大跨度、重载荷,考虑到钢结构受压受拉构件的安全性问题,要考虑材料断裂前变形量问题,折旧要求材料具备较低的屈强比,如690mpa级高强度钢的屈强比一般要求在0.87以下。因此,该发明钢不适合用于桥梁钢。
[0005]
专利申请号cn201910638745.3的中国发明专利申请,公开了一种屈服强度≥890mpa级耐腐蚀海洋工程用钢及其生产方法。其技术方案是:所述海洋工程用钢的组分及其含量是:c为0.106~0.167wt%,si为0.215~0.451wt%,mn为1.33~1.93wt%,p为≤0.008wt%,s为≤0.002wt%,al为0.020~0.042wt%,nb为0.031~0.072wt%,ti为0.014~0.035wt%,cr为2.41~2.82wt%,ni为1.38~2.72wt%,b为0.0010~0.0032wt%,mo为0.39~0.59wt%,re为0.027~0.037wt%,sn为0.10~0.23wt%,mg为0~0.0135wt%,ca为0~0.0035wt%,其余为fe及不可避免的夹杂。该发明工艺简单,均可在各冶金企业实施;所生产
的海洋工程用钢的屈服强度≥890mpa,具有屈服强度高和耐腐蚀性强的特点,适用于海洋环境下使用。该发明为采用q t工艺生产,不考虑钢板屈强比,不适用于生产桥梁钢,部分贵重合金元素添加过多,成本偏高。
[0006]
专利申请号cn201410221674.4的中国发明专利申请,公开了一种屈服强度890mpa级高强度高韧性钢板,其化学成分及含量按照重量百分比计,包括:c0.13-0.18%、si0.25-0.40%、mn1.40-1.70%、p≤0.015%、s≤0.005%、als0.020-0.030%、nb0.035-0.050%、v0.050-0.070%、ti0.010-0.015%、cr0.15-0.30%、mo0.20-0.30%,余量为fe和杂质。该发明钢采用q t工艺生产,明确说明适用于工程机械行业,同时耐腐蚀性能较低,不适用于可裸露使用的耐候桥梁钢。
[0007]
专利申请号202010579958.6的中国发明专利申请,提供了一种低成本超厚1000mpa级钢板及其制造方法,采用中c-超低si-中mn-(cu ni mo cr)合金化-(ti nb v b)微合金钢的成分体系作为基础,使成品钢板的显微组织为细小低碳回火马氏体 少量回火下贝氏体,显微组织平均晶粒尺寸在25μm以下,实现超厚钢板获得超高强度、优良的低温韧性与断裂延伸率的同时,钢板不仅具有优良的强韧性、塑韧性匹配,而且钢板具有良好的可焊性,钢板的屈服强度≥890mpa、抗拉强度≥950mpa、-40℃夏比横向冲击功(单个值)≥47j,断裂延伸率δ5≥14%。该发明钢采用q t工艺生产,工序复杂,调质后,钢板屈服强度升高明显高于抗拉强度,屈强比高。同时,该钢适用于工程机械、港口机械、煤矿机械、重型集卡及大型特种装载车等重大装备制造,未在成分设计及工艺制造中考虑耐腐蚀性能,不适合于制造桥梁钢。
[0008]
因此,研发一种强度级别高、大跨度、重载荷且耐腐蚀、免涂装的耐候桥梁钢成为本行业内亟待解决的问题。
技术实现要素:
[0009]
本发明的目的就是根据目前高速度、大跨度、重载荷、耐腐蚀钢结构桥梁工程用钢的需求,提供一种890mpa级免涂装耐大气腐蚀桥梁钢及其制备方法,本发明制备的钢板强度高、耐腐蚀性能优异、综合性能优良,制造工艺具备绿色低碳的特点,符合资源节约型和环境友好型社会的发展需求。
[0010]
本发明的一种890mpa级免涂装耐大气腐蚀桥梁钢,所述桥梁钢是由下述质量百分比含量的元素组成:c:0.095~0.155%,si:0.15~0.25%,mn:1.60~1.95%,p:≤0.015%,s:≤0.003%,cr:0.40~0.70%,cu:0.25~0.30%,ni:0.60~1.50%,mo:0.20~0.30,nb:0.045~0.075%,ti:0.008~0.025%,re:0.020~0.040%,o:0.0030~0.0050%,als:0.015~0.045%,余量为fe及不可避免的杂质元素;且其中化学成分需满足以下两个公式:(1)2≤[ni]/[cu]≤6;(2)i≥6.75,其中i=26.01(%cu) 3.88(%ni) 1.20(%cr) 1.49(%si) 17.28(%p)-7.29(%cu)(%ni)-9.10(%ni)(%p)-33.39(%cu)2。
[0011]
所述桥梁钢的成品厚度为10~44mm,屈服强度:≥915mpa,抗拉强度≥1025mpa,屈强比≤0.90,-40℃纵向kv2≥198j,耐腐蚀性指数i值≥6.75,相对耐蚀性≥212%。
[0012]
本发明的一种890mpa级免涂装耐大气腐蚀桥梁钢的生产方法,包括下述步骤:(1)铁水脱硫 转炉ld冶炼 钢包炉lf精炼 连铸cc,按本发明钢所述成分设计冶炼
生产出连铸板坯;(2)板坯加热:板坯在步进梁式加热炉中分段加热,均热段温度控制范围为1250~1290℃,均热时间≥29min,目标出钢温度范围为1220~1260℃;(3)轧制:精轧在奥氏体未在结晶区轧制,开轧温度840~1000℃,中间坯厚度32~110mm;末三道次累计压下率≥70%,终轧温度800~840℃;(4)hacc控制冷却:钢板轧制完成后,进行预矫直机矫直,随后对钢板进行加速冷却,acc采用dq模式强冷,开始冷却温度控制在760~810℃,控制冷却速度在8~40℃/秒,控制终冷温度300~400℃;(5)回火热处理:钢板下线冷却至室温后,对钢板进行回火热处理,处理温度450~550℃,钢板在炉时间(h 50)min,h是以mm为单位的板厚值。
[0013]
本发明钢中主要化学成分限定理由如下:本发明钢成分设计具有经济性。采用中c-低si-中mn-(nb、ti)微合金化处理,合理添加cu、ni、cr、mo合金元素,tmcp dq工艺生产,辅以回火热处理,获得高强度、高韧性、高耐蚀性、优良焊接性于一体的综合性能优良的890mpa级高性能可裸露使用的耐大气腐蚀桥梁钢。c元素直接影响钢材的强度、塑性、韧性和焊接性能。c含量越高,铸坯中心偏析倾向越大,因此钢中c含量较低为好;c含量过低,钢板强度得不到保证,需要添加大量的合金元素,成本增加。从钢板的强度、低屈强比、工艺适应性等方面综合考虑,c含量不宜过低。为保证钢板获得良好的综合性能,本发明钢碳元素含量设计为0.095~0.155%。
[0014]
si是炼钢过程中重要的脱氧剂和还原剂。si元素添加过多会导致钢板表面质量较差;当si含量增大时,会促进岛状马氏体形成,对焊接热影响区韧性有害。si能改善钢的耐腐蚀性能,常被添加到不锈钢、低合金钢、耐蚀合金中,以提高这些合金的耐蚀性,使它们具有耐海水腐蚀等性能。研究表明,si能提高低合金钢在海水中飞溅带的耐蚀性。综合考虑本发明钢的si含量设计为0.15~0.25%。
[0015]
mn是钢中重要的强韧性元素,但mn元素在钢液凝固时容易聚集发生偏析,并遗传到钢板的芯部产生偏析,造成低温韧性的降低。为保证钢板强度,兼顾韧性,本发明钢mn含量设计为1.75~1.95%。
[0016]
p是钢中有害的元素之一。磷含量增加,钢材的强度提高,塑性和韧性下降,加工性能降低,对于高强钢而言,本身加工性能因强度较高而变得困难,因此本发明钢的p含量设计为p≤0.015%。
[0017]
s是钢中的杂质元素。s元素在钢中易于偏析和富集、在钢中形成长条状mns夹杂,降低钢板冲击韧性、s元素易使钢产生热脆性,导致钢的可焊性、冲击韧性、耐疲劳性和抗腐蚀性等均降低。本发明钢严格控制了硫含量水平,即s≤0.003%。
[0018]
钢中氧可与氧亲合力强的元素生成氧化物夹杂,降低钢的力学性能;同时钢中氧过高,会在铸坯表层下形成气泡,造使钢板表面变坏。因此,一般来说,钢中氧含量越低越好。但是,钢材冶炼的脱氧制度(钢水的脱氧程度)对结构钢的耐蚀性有重要影响。钢水的脱氧程度越弱,钢材的耐点蚀(即坑孔腐蚀)性能越好,尤其是在氧去极化较强烈的环境条件下,不同脱氧程度的钢之间,其耐点蚀性能的差异越显著。在连铸可达到的氧含量范围内,随着钢中氧量的增加,钢的耐蚀性增加。兼顾本发明钢的综合性能要求,本发明创造性的选
取氧含量0.0030-0.0050%。
[0019]
cu在钢中以cuo形式在内锈层中富集,能很好的隔离腐蚀性介质,减轻氯离子对腐蚀的促进作用,并增大钢的极化电阻,导致锈层的保护性增强,从而提高了钢的耐大气腐蚀性能。随着cu含量的增加,钢的耐蚀逐渐增强,当低合金钢种cu含量超过0.45%时,连铸和轧制过程中产生铸坯裂纹和钢板裂纹的倾向增大,因此本发明中cu含量确定为0.25~0.30%。
[0020]
ni:跟cu一样,ni元素能在钢基内部富集,生成了具备保护功能的锈层,阻止表层腐蚀介质的侵袭,从而使得耐候钢腐蚀速率得到降低。二者和cr在一起配合适应,效果更佳。ni可以显著提高钢在cl离子环境中的耐蚀性,增加了锈层与基体的结合度,避免了锈层的剥落。但当ni含量进一步提高时,对提高耐候钢锈层的致密度和稳定性效果再无显著线性关系,并且ni含量很高时,会使钢板的表面质量较差,除鳞困难;过高的ni含量会增加钢板焊接过程中焊接接头的负担,对钢板的焊接性能不利。ni在本发明钢中另一个重要作用是提高铁素体基体的低温冲击韧性。本发明中ni含量确定为ni:0.60~1.50%。
[0021]
cr能改善钢的耐腐蚀性能,常被添加到不锈钢、低合金钢、耐蚀合金中,以提高这些合金的耐蚀性,使它们具有耐海水腐蚀等性能。钢中同时存在cu、cr时,钢的耐腐蚀性能提高。当环境存在cl-离子时(海洋环境或因积雪撒盐的环境),提高cr的含量有助于减缓钢的腐蚀速率。但是cr含量偏高时,对钢的韧性和塑性不利。本发明的cr含量选在0.40~0.70%。
[0022]
mo在钢中除形成碳化物外,部分熔入铁中形成固溶体。本发明选用钨作为合金元素添加,主要用途是借助其在钢中形成难熔碳化物,在较高温度sr处理是能缓解碳化物的聚集过程,降低钢的过热敏感性,提高钢的抗回火稳定性,从而达到充分消除钢中残余应力的同时,保证钢板的强韧性。本发明钢的w含量控制在:0.15~0.35%。
[0023]
re元素可提高钢的抗氧化性和抗腐蚀性能,它能改善钢的流动性,减少非金属夹杂,使钢的组织致密、纯净。在钢中加入适量的re能使氧化物和硫化物夹杂变成细小分散的球状夹杂物从而消除mns等夹杂的危害性。本发明钢中re的含量设定为:0.020~0.040%。
[0024]
nb元素是强碳化物形成元素,能扩大控轧钢的奥氏体未在结晶区范围,抑制高温区奥氏体的再结晶和长大。对于tmcp钢而言,在再结晶区轧制时,nb的碳、氮化物可以作为奥氏体晶粒形核核心,在非再结晶温度轧制时,弥散分布的nb的碳、氮化物可以有效钉轧奥氏体晶界,阻止奥氏体晶粒进一步长大,从而细化铁素体晶粒,提高钢的强度和韧性,特别是屈服强度。nb在铁素体中沉淀析出,提高钢的强度的同时又可以在焊接过程中阻止haz晶粒的粗化,但是过高的nb含量会降低钢板的焊接性能。本发明将nb元素含量控制为0.035~0.065%。
[0025]
ti和氮、氧、碳都具有极强的亲和力,与硫的亲和力比铁强,是一种良好的脱氧去除剂和固定氮元素的有效元素。ti也是强铁氧体形成元素之一,提高钢的a1和a3温度,可提高钢的塑性和韧性。ti能阻止钢在高温时的晶粒长大倾向,改善钢的焊接性能。本发明将ti元素含量控制为:0.008~0.025%。
[0026]
al作为脱氧剂加入钢中,同时al与铜、铬、镍、钼等和合金元素配合使用,可以提高钢的抗腐蚀性能。同时能够细化晶粒、固定n元素,改善母材和焊接热影响区的低温冲击韧性。本发明钢的als控制为:0.015~0.045%。
[0027]
本发明钢还限定:
(1)2≤[ni]/[cu]≤6,cu 是提高钢材耐大气腐蚀性能最经济有效的元素之一,被广泛应用于耐候钢中,但cu 熔点较低,明细低于钢材铸坯再加热温度,含cu 钢材在加热和热轧过程中易因铜脆而造成边部过烧和表面翘皮等表面质量缺陷。为改善含cu 钢材的表面质量,常向钢中加入高熔点的ni元素,以形成高熔点的cu-ni 二元合金相,减少低熔点富cu相,同时增加cu 在钢中的溶解度。为达到完全抑制含cu 钢铜脆缺陷的目的,一般将ni /cu 比控制在≥1,兼顾耐腐蚀性能和低温韧性,本发明钢将限定:2≤[ni]/[cu]≤6。
[0028]
(2)i≥6.65,其中i=26.01(%cu) 3.88(%ni) 1.20(%cr) 1.49(%si) 17.28(%p)-7.29(%cu)(%ni)-9.10(%ni)(%p)-33.39(%cu)2。i值是公认的耐腐蚀性指数,耐候钢通常限定i值≥6.0,且耐腐蚀性能随i值增大而更加优异,本发明钢限定i值≥6.75。
[0029]
本发明钢生产工艺设定的理由:(1)冶炼、浇注铁水脱硫 转炉ld冶炼 钢包炉lf精炼 连铸cc,按本发明钢所述成分设计冶炼生产出连铸板坯;本发明钢冶炼采用120吨顶底复吹转炉冶炼,经炉外精炼后,采用连铸工艺浇铸生产。控制连铸过程中的过热度在15~30℃、在二次冷却区支承辊内安装了电磁搅拌器进行电磁搅拌,通过产生的电磁力,提高铸坯等轴晶率,得到良好凝固组织的铸坯。在铸坯凝固末端采用动态轻压下,通过施加压力使坯壳变形来补偿两相区凝固收缩量,促使铸坯中心结构致密,减轻中心疏松和偏析。
[0030]
(2)板坯加热板坯在步进梁式加热炉中分段加热,均热段温度控制范围为1250~1290℃,均热时间≥29min,目标出钢温度范围为1220~1260℃;适当的加热温度和均热时间,保证微合金元素的充分固溶、防止原奥氏体晶粒粗大、加热过程中产生裂纹。
[0031]
(3)轧制、acc冷却精轧在奥氏体未在结晶区轧制,开轧温度840~1000℃,中间坯厚度32~110mm;末三道次累计压下率≥70%,终轧温度800~840℃;钢板轧制完成后,预矫直机矫直,随后对钢板进行加速冷却。钢板轧制完成后,进行预矫直机矫直,随后对钢板进行加速冷却。acc采用dq模式强冷,开始冷却温度控制在760~810℃,控制冷却速度在10~50℃/秒,控制终冷温度≤300℃。
[0032]
精轧阶段控制开轧温度,在奥氏体未在结晶区进行精轧,防止混晶;中间坯厚度控制在成品厚度的2.5以上,控制末三道次压下率,充分细化晶粒,提高强度和韧性;根据厚度规格的不同,控制终轧温度,进一步细化晶粒尺寸,提高钢板的强度和韧性。轧后采用dq强冷模式,控制冷却速度在10~50℃/秒,直接将钢板冷却至300~400℃,提高钢板强度。
[0033]
(4)回火热处理钢板下线冷却至室温后,对钢板进行回火热处理。处理温度450~550℃,钢板在炉时间(板厚 50)min。
[0034]
对于中低碳dq态高强度桥梁钢而言,为提高钢的强度和韧性,采用大冷速,在此过程中产生较大的热残余应力,如不进行应力消除和组织均匀化处理,钢板加工过程中会出现瓢曲、变形、开裂等问题。本发明钢采用回火热处理的方式进行消应力,有益的效果是,钢板回火热处理后,应力得到充分释放,韧性有所提高,加上微合金元素的析出强化作用促使
屈服强度有所提升,钢板的性能得到了进一步的保证。
[0035]
本发明的钢具有如下优点:(1)本发明钢成分设计、制造工艺流程简单,生产成本低、绿色、低碳、环保,可操作性强,在一般的冶金企业和钢结构制造厂均可实现;(2)本发明钢通过针对性的成分及工艺设计,生产的钢板耐腐蚀性能优良,试验研究表明,同一环境无涂装条件下,其耐腐蚀性能是普通钢种的2倍以上,在国内的西部山区、内陆城镇等非海洋性气候、非常年积雪地区均可无涂装使用;(3)本发明方法制造的890mpa级高性能桥梁钢板强韧性高、屈强比低、焊接性能优良,满足大跨度桥梁、高层建筑等钢结构的应用需求。
具体实施方式
[0036]
为了更好地解释本发明的技术方案,下面结合具体实施例对本发明的技术方案进行进一步的说明,下述实施例仅仅是示例性的说明本发明的技术方案,并不以任何形式限制本发明。凡是不背离本发明构思的改变或等同替代均包括在本发明的保护范围之内。
[0037]
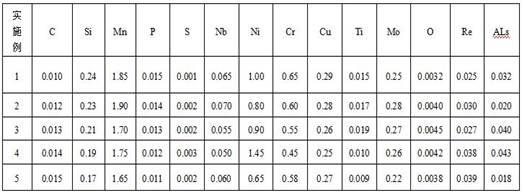
下表1为本发明各实施例钢板的化学成分及重量百分比(wt%)取值列表;下表2是本发明各实施例钢板的限定关系式取值列表;下表3是本发明各实施例钢板铸坯加热过程的工艺参数取值列表;下表4是本发明各实施例钢板轧制过程的工艺参数取值列表;下表5是本发明各实施例钢板热处理过程的工艺参数取值列表;下表6是本发明各实施例制得的成品钢板的力学性能结果列表。
[0038]
本发明各实施例的一种890mpa级免涂装耐大气腐蚀桥梁钢,所述桥梁钢是由下述质量百分比含量的元素组成:c:0.095~0.155%,si:0.15~0.25%,mn:1.60~1.95%,p:≤0.015%,s:≤0.003%,cr:0.40~0.70%,cu:0.25~0.30%,ni:0.60~1.50%,mo:0.20~0.30,nb:0.045~0.075%,ti:0.008~0.025%,re:0.020~0.040%,o:0.0030~0.0050%,als:0.015~0.045%,余量为fe及不可避免的杂质元素;且其中化学成分需满足以下两个公式:(1)2≤[ni]/[cu]≤6;(2)i≥6.75,其中i=26.01(%cu) 3.88(%ni) 1.20(%cr) 1.49(%si) 17.28(%p)-7.29(%cu)(%ni)-9.10(%ni)(%p)-33.39(%cu)2。
[0039]
所述桥梁钢的成品厚度为10~44mm,屈服强度:≥915mpa,抗拉强度≥1025mpa,屈强比≤0.90,-40℃纵向kv2≥198j,耐腐蚀性指数i值≥6.75,相对耐蚀性≥212%。
[0040]
本发明的一种890mpa级免涂装耐大气腐蚀桥梁钢的生产方法,包括下述步骤:(1)铁水脱硫 转炉ld冶炼 钢包炉lf精炼 连铸cc,按本发明钢所述成分设计冶炼生产出连铸板坯;(2)板坯加热:板坯在步进梁式加热炉中分段加热,均热段温度控制范围为1250~1290℃,均热时间≥29min,目标出钢温度范围为1220~1260℃;(3)轧制:精轧在奥氏体未在结晶区轧制,开轧温度840~1000℃,中间坯厚度32~110mm;末三道次累计压下率≥70%,终轧温度800~840℃;(4)hacc控制冷却:钢板轧制完成后,进行预矫直机矫直,随后对钢板进行加速冷却,acc采用dq模式强冷,开始冷却温度控制在760~810℃,控制冷却速度在8~40℃/秒,控
制终冷温度300~400℃;(5)回火热处理:钢板下线冷却至室温后,对钢板进行回火热处理,处理温度450~550℃,钢板在炉时间(h 50)min,h是以mm为单位的板厚值。
[0041]
表1
ꢀꢀ
本发明各实施例钢板的化学成分及重量百分比(wt%)取值列表下表2
ꢀꢀ
本发明各实施例钢板的限定关系式取值列表表3
ꢀꢀ
本发明各实施例钢板铸坯加热过程的工艺参数取值列表表4
ꢀꢀ
本发明各实施例钢板轧制过程的工艺参数取值列表表5
ꢀꢀ
本发明各实施例钢板热处理过程的工艺参数取值列表
表6
ꢀꢀ
本发明各实施例制得的成品钢板的力学性能结果列表从表1~6以看出,本发明钢制造工艺简单,实物性能水平如下:屈服强度≥915mpa,抗拉强度≥1025mpa,屈强比≤0.90,-40℃纵向kv2≥198j,耐腐蚀性指数i值≥6.75,相对耐蚀性≥212%,在国内的西部山区、内陆城镇等非海洋性气候、非常年积雪地区可无涂装使用。综合而言,本发明具备良好的实物性能和应用性能,其生产工艺简单,绿色、低碳、环保,成本低,适合桥梁钢结构的制造需求。
[0042]
上述实施例仅仅是本发明为解释本发明而例举的具体实例,并不以任何形式限制本发明,任何人根据上述内容和形式做出的不偏离本发明权利要求保护范围的非实质性的改变,均应认为落入本发明权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
