1.本实用新型涉及气缸盖加工技术领域,尤其涉及一种半成品气缸盖试漏装置。
背景技术:
2.气缸盖是结构复杂的箱形零件,其上加工有进、排气门座孔,气门导管孔,火花塞安装孔(汽油机)或喷油器安装孔等,在气缸盖内还铸有水套、进排气道和燃烧室或燃烧室的一部分。气缸盖是气门机构的安装基体,也是气缸的密封盖,作用是密封气缸,与活塞共同形成燃烧空间,并承受高温高压燃气的作用,属关键部件,其结构较为复杂,精度要求较高,加工工艺复杂,其加工质量直接影响发动机的整机性能。
3.气缸盖在成型后、精加工前,通常需进行一次半成品的气密性检测,通过对半成品气缸盖的试漏检测,以及时发现不合格品;若半成品气缸盖的气密性不合格,则无需再对其进行后续的精加工,从而有效的避免人力物力的浪费。目前,对气缸盖的试漏检测,通常为湿式检测,即浸水目视气泡法,检测前,由人工利用塞堵等对气缸盖的油道孔、气道孔、喷油器孔、碗形塞孔等进行人工封堵,然后将气缸盖浸入水槽内,通过预留的气孔与供气装置连通,观测是否有气泡产生,若无气泡产生,则气缸盖质量合格,可进行后续的精加工处理,反之则气缸盖质量不合格。但上述检测方式,需人工进行各塞堵的频繁拆装,操作繁琐不便,劳动强度大,且检测效率及检测精准度低,此外,还会给气缸盖带来潮湿生锈、杂质浸入等不良影响。
技术实现要素:
4.为了克服上述所指出的现有技术的缺陷,本发明人对此进行了深入研究,在付出了大量创造性劳动后,从而完成了本实用新型。
5.具体而言,本实用新型所要解决的技术问题是:提供一种半成品气缸盖试漏装置,以解决目前人工进行半成品气缸盖试漏检测的检测方式,劳动强度大,检测效率及检测精准度低,且还会给气缸盖带来潮湿生锈、杂质浸入等不良影响的技术问题。
6.为解决上述技术问题,本实用新型的技术方案是:
7.一种半成品气缸盖试漏装置,包括机架,所述机架上设有用以实现气缸盖输送的辊道输送线,所述机架的底部设有气缸驱动的定位挡块、第一液压缸驱动的下密封板以及第二液压缸驱动的预定位销,所述定位挡块位于所述下密封板的一端,所述下密封板上设有用以实现气缸盖精定位的第一定位销;
8.所述机架的顶部固定安装有与所述下密封板对应设置的上密封板,所述上密封板上设有用以实现气缸盖精定位的第二定位销,所述机架的顶部还设有第三液压缸分别驱动的侧密封板以及若干第四液压缸分别驱动的防漏杆,所述侧密封板分别于所述上密封板的两侧对应设置,所述下密封板、所述上密封板、所述侧密封板以及所述防漏杆上分别设有用以实现气缸盖封堵的封堵件,且其中一所述侧密封板的夹持面上开设有用以实现气缸盖试漏检测的供气检测孔。
9.作为一种改进的技术方案,所述辊道输送线包括固定安装于所述机架上、且对应设置的辊道板,两所述辊道板间转动安装有若干滚轮轴。
10.作为一种改进的技术方案,所述机架上固定安装有输送电机,所述滚轮轴的端部均安装有链轮,相邻所述滚轮轴上安装的所述链轮间通过传动链条传动相连,所述输送电机与其中一根所述滚轮轴的端部传动相连,所述输送电机工作,通过所述链轮和所述传动链条带动所有滚轮轴同步转动,通过所述滚轮轴实现对气缸盖的输送。
11.作为一种改进的技术方案,所述机架的底部固定安装有下安装架,所述气缸、所述第一液压缸和所述第二液压缸均固定安装于所述下安装架上;
12.所述定位挡块固定安装于所述气缸的活塞轴端部,所述下安装架上沿竖直方向滑动安装有下支撑板,所述第一液压缸的活塞杆端部与所述下支撑板固定连接,所述下密封板固定安装于所述下支撑板上,所述第二液压缸的活塞杆端部固定安装有导向支撑杆,所述导向支撑杆依次贯穿所述下支撑板和所述下密封板,且沿竖直方向限位滑动,所述预定位销安装于所述导向支撑杆的端部。
13.作为一种改进的技术方案,所述下安装架上固定安装有直线轴承,所述直线轴承内沿竖直方向滑动安装有第一导杆,所述第一导杆的顶端与所述下支撑板固定连接。
14.作为一种改进的技术方案,所述预定位销包括一体成型的托举部和定位部,所述预定位销的定位部顶端为锥面结构,所述预定位销螺纹安装于所述导向支撑杆的顶端。
15.作为一种改进的技术方案,所述机架的顶部固定安装有上安装架,所述上安装架上固定安装有侧面液压缸支撑座、斜面液压缸支撑板和顶面液压缸油路板;
16.所述第三液压缸分别固定安装于所述侧面液压缸支撑座上,所述侧面液压缸支撑座上通过第二导杆滑动安装有侧支撑板,所述第三液压缸的活塞轴端部与所述侧支撑板固定连接,所述侧密封板固定安装于所述侧支撑板上;
17.其中一所述第四液压缸利用垫块固定安装于所述斜面液压缸支撑板上,另外所述第四液压缸均固定安装于所述顶面液压缸油路板上,所述上密封板固定安装于所述顶面液压缸油路板的底面,所述防漏杆分别固定安装于所述第四液压缸的活塞杆端部,且位于顶面的所述防漏杆均依次贯穿所述顶面液压缸油路板和所述上密封板、并沿竖直方向滑动设置。
18.作为一种改进的技术方案,所述下密封板的夹持面上安装有用以实现气缸盖气道孔封堵的气道孔密封圈以及用以实现气缸盖喷油器孔封堵的第一喷油器孔密封圈,所述上密封板的夹持面上安装有用以实现气缸盖油道孔封堵的油道孔密封圈,所述侧密封板的夹持面上安装有用以实现气缸盖碗形塞孔封堵的碗形塞孔密封圈,所述供气检测孔位于其中一所述碗形塞孔密封圈内。
19.作为一种改进的技术方案,所述侧支撑板的一端开设有用以与供气装置相连通的进气孔,所述侧支撑板和所述侧密封板内开设有相连通的气道,所述进气孔通过所述气道与所述供气检测孔相连通。
20.作为一种改进的技术方案,位于侧面的所述防漏杆的端部固定安装有用以实现气缸盖油道孔封堵的油道孔堵塞,位于顶面的其中一所述防漏杆的端部安装有用以实现气缸盖喷油器孔封堵的第二喷油器孔密封圈,位于顶面的其余所述防漏杆的端部安装有用以实现气缸盖碗形塞孔封堵的碗形塞孔堵塞。
21.作为一种改进的技术方案,所述油道孔堵塞和所述碗形塞孔堵塞均为聚氨酯堵塞。
22.采用了上述技术方案后,本实用新型的有益效果是:
23.该半成品气缸盖试漏装置,通过辊道输送线实现对气缸盖的输送,气缸盖输送至定位挡板时,定位挡板实现对气缸盖的阻挡,使得气缸盖停在试漏检测位,然后,第二液压缸工作,驱动预定位销抬升,将气缸盖托举起的同时,实现对气缸盖的预定位,之后,第一液压缸工作,通过下密封板将气缸盖抬升至抵靠上密封板,实现对气缸盖的精准定位夹持,最后,第三液压缸和第四液压缸工作,驱动侧密封板和防漏杆位移,最终在各封堵件的共同作用下实现对气缸盖的有效封堵,气缸盖封堵完毕后,通过供气检测孔向气缸盖内通气,观测气压变化,若气压无变化,则半成品气缸盖的气密性良好,质量合格,若气压发生变化,则半成品气缸盖质量不合格;气缸盖检测完成后,各液压缸依序复位,重新将检测完成的半成品气缸盖放置到辊道输送线上,若气缸盖检测质量不合格,将气缸盖取下需进行后续的返修或报废处理,若气缸盖检测质量合格,则气缸驱动定位挡块下降复位,滚轮轴将检测完成的气缸盖继续向下输送,以进行后续的精加工操作,待气缸盖输送通过定位挡块后,气缸驱动定位挡块重新上升至顶升位,以实现对下个气缸盖的定位阻挡。如此,实现对半成品气缸盖的自动化试漏检测。
24.该半成品气缸盖试漏装置采用液压缸驱动的各密封圈、聚氨酯堵塞对气缸盖进行密封封堵的方式,对气缸盖的封堵密封性好,进而确保了对气缸盖的检测精准度;通过该半成品气缸盖试漏装置进行气缸盖的自动化试漏检测,在实现人工劳动力有效替代的同时,实现了对半成品气缸盖高效有序的自动化检测,检测效率跟检测精度均大大提高,且相对传统的湿式检测方式,不会对气缸盖带来潮湿生锈、杂质浸入等不良影响。
附图说明
25.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
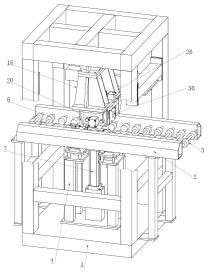
26.图1为实用新型半成品气缸盖试漏装置的结构示意图;
27.图2为本实用新型半成品气缸盖试漏装置底部的结构示意图;
28.图3为本实用新型各构件于下安装架上的安装结构示意图;
29.图4为本实用新型各构件于下安装架上安装的另一立体结构示意图;
30.图5为本实用新型各构件于下安装架上安装的剖视结构示意图;
31.图6为本实用新型下密封板于下支撑板上的安装结构示意图;
32.图7为本实用新型各构件于上安装架上的安装结构示意图;
33.图8为本实用新型对气缸盖封堵状态的结构示意图;
34.图9为本实用新型半成品气缸盖试漏装置顶部的部分结构示意图;
35.图10为本实用新型上密封板的安装结构示意图;
36.图11为本实用新型侧密封板的安装结构示意图;
37.附图标记:1-机架;2-辊道板;3-滚轮轴;4-下安装架;5-气缸;6-定位挡块;7-第一
液压缸;8-下支撑板;9-直线轴承;10-第一导杆;11-下密封板;12-第一定位销;13-气道孔密封圈;14-第一喷油器孔密封圈;15-第二液压缸;16-导向支撑杆;17-预定位销;18-上安装架;19-侧面液压缸支撑座;20-第三液压缸;21-第二导杆;22-侧支撑板;2201-进气孔;23-侧密封板;2301-供气检测孔;24-碗形塞孔密封圈;25-斜面液压缸支撑板;26-第四液压缸;27-垫块;28-顶面液压缸油路板;29-上密封板;30-第二定位销;31-油道孔密封圈;32-防漏杆;33-油道孔堵塞;34-第二喷油器孔密封圈;35-碗形塞孔堵塞;36-气缸盖。
具体实施方式
38.下面结合具体的实施例对本实用新型进一步说明。但这些例举性实施方式的用途和目的仅用来例举本实用新型,并非对本实用新型的实际保护范围构成任何形式的任何限定,更非将本实用新型的保护范围局限于此。
39.如图1至图11共同所示,本实施例提供了一种半成品气缸盖试漏装置,包括机架1,机架1上设有用以实现气缸盖36输送的辊道输送线,机架1的底部设有气缸5驱动的定位挡块6、第一液压缸7驱动的下密封板11以及第二液压缸15驱动的预定位销17,定位挡块6位于下密封板11的一端,下密封板11上设有用以实现气缸盖36精定位的第一定位销12;机架1的顶部固定安装有与下密封板11对应设置的上密封板29,上密封板29上设有用以实现气缸盖36精定位的第二定位销30,机架1的顶部还设有第三液压缸20分别驱动的侧密封板23以及若干第四液压缸26分别驱动的防漏杆32,侧密封板23分别于上密封板29的两侧对应设置,下密封板11、上密封板29、侧密封板23以及防漏杆32上分别设有用以实现气缸盖36封堵的封堵件,且其中一侧密封板23的夹持面上开设有用以实现气缸盖36试漏检测的供气检测孔2301。
40.本实施例中,辊道输送线包括固定安装于机架1上、且对应设置的辊道板2,两条辊道板2间转动安装有若干滚轮轴3。
41.为实现对滚轮轴3的驱动,本实施例中,机架1上固定安装有输送电机,滚轮轴3的端部均安装有链轮,相邻滚轮轴3上安装的链轮间通过传动链条传动相连,输送电机与其中一根滚轮轴3的端部传动相连,输送电机工作,通过链轮和传动链条带动所有滚轮轴3同步转动,通过滚轮轴3实现对气缸盖36的输送。由于对滚轮轴3的驱动方式为本领域技术人员所共识的,故本实施例中,输送电机、链轮、传动链条及其相互间的传动连接结构在附图中未予示出。
42.本实施例中,机架1的底部固定安装有下安装架4,气缸5、第一液压缸7和第二液压缸15均固定安装于下安装架4上。
43.本实施例中,定位挡块6固定安装于气缸5的活塞轴端部,气缸5工作,驱动定位挡块6于竖直方向上上下位移;当处于检测状态时,气缸5驱动定位挡块6处于顶升位,此时定位挡块6高于滚轮轴3,气缸盖36输送至定位挡板时,定位挡板实现对气缸盖36的阻挡,使得气缸盖36停在试漏检测位;当对气缸盖36检测完成后,若气缸盖36质量合格,则气缸5驱动定位挡块6下降复位,此时定位挡块6低于滚轮轴3,滚轮轴3将检测完成的气缸盖36继续向下输送,待气缸盖36输送通过定位挡块6后,气缸5驱动定位挡块6重新上升至顶升位,以实现对下个气缸盖的定位阻挡。
44.本实施例中,下安装架4上沿竖直方向滑动安装有下支撑板8,第一液压缸7的活塞
杆端部与下支撑板8固定连接,下密封板11固定安装于下支撑板8上。
45.为实现下支撑板8的滑动安装,本实施例中,下安装架4上固定安装有直线轴承9,直线轴承9内沿竖直方向滑动安装有第一导杆10,第一导杆10的顶端与下支撑板8固定连接;通过直线轴承9和第一导杆10实现下支撑板8的滑动安装,使得下支撑板8的升降位移平稳。
46.本实施例中,第二液压缸15的活塞杆端部固定安装有导向支撑杆16,导向支撑杆16依次贯穿下支撑板8和下密封板11,且沿竖直方向限位滑动,预定位销17安装于导向支撑杆16的端部,第二液压缸15工作,通过导向支撑杆16带动预定位销17升降。
47.本实施例中,预定位销17包括一体成型的托举部和定位部,预定位销17的定位部顶端为锥面结构,预定位销17螺纹安装于导向支撑杆16的顶端,便于拆卸更换。设有的该预定位销17结构,第二液压缸15驱动预定位销17上升,预定位销17的定位部实现对气缸盖36的预定位,继续上升至托举部抵靠气缸盖36底面,实现对气缸盖36的抬升,将气缸盖36托举至与滚轮轴3脱离,从而完成对气缸盖36的预定位。
48.本实施例中,机架1的顶部固定安装有上安装架18,上安装架18上固定安装有侧面液压缸支撑座19、斜面液压缸支撑板25和顶面液压缸油路板28。
49.本实施例中,第三液压缸20分别固定安装于侧面液压缸支撑座19上,侧面液压缸支撑座19上通过第二导杆21滑动安装有侧支撑板22,第三液压缸20的活塞轴端部与侧支撑板22固定连接,侧密封板23固定安装于侧支撑板22上,第三液压缸20工作,带动侧密封板23水平位移。
50.本实施例中,其中一个第四液压缸26利用垫块27固定安装于斜面液压缸支撑板25上,通过更换不同厚度的垫块27,可实现对斜面位置处第四液压缸26的位置调节;另外的第四液压缸26均固定安装于顶面液压缸油路板28上,上密封板29固定安装于顶面液压缸油路板28的底面,防漏杆32分别固定安装于第四液压缸26的活塞杆端部,且位于顶面的防漏杆32均依次贯穿顶面液压缸油路板28和上密封板29、并沿竖直方向滑动设置。
51.本实施例中,第四液压缸26设有四个,其中一个于斜面液压缸支撑板25上安装,另外三个于顶面液压缸油路板28上安装。
52.本实施例中,下密封板11的夹持面上安装有用以实现气缸盖36气道孔封堵的气道孔密封圈13以及用以实现气缸盖36喷油器小头孔封堵的第一喷油器孔密封圈14,上密封板29的夹持面上安装有用以实现气缸盖36油道孔封堵的油道孔密封圈31,侧密封板23的夹持面上安装有用以实现气缸盖36碗形塞孔封堵的碗形塞孔密封圈24,供气检测孔2301位于其中一碗形塞孔密封圈24内。
53.本实施例中,侧支撑板22的一端开设有用以与供气装置相连通的进气孔2201,侧支撑板22和侧密封板23内开设有相连通的气道,进气孔2201通过气道与供气检测孔2301相连通。
54.本实施例中,位于侧面的防漏杆32的端部固定安装有用以实现气缸盖36油道孔封堵的油道孔堵塞33,位于顶面的其中一个防漏杆32的端部安装有用以实现气缸盖36喷油器大头孔封堵的第二喷油器孔密封圈34,位于顶面的另外两个防漏杆32的端部安装有用以实现气缸盖36碗形塞孔封堵的碗形塞孔堵塞35。
55.本实施例中,油道孔堵塞33和碗形塞孔堵塞35均为聚氨酯堵塞,聚氨酯材料的堵
塞,耐磨性好,强度高,利用聚氨酯堵塞实现对气缸盖的封堵,封堵密封性好,且使用寿命长。
56.使用时,通过辊道输送线实现对气缸盖36的输送,气缸盖36输送至定位挡板时,定位挡板实现对气缸盖36的阻挡,使得气缸盖36停在试漏检测位,然后,第二液压缸15工作,驱动预定位销17抬升,将气缸盖36托举起的同时,实现对气缸盖36的预定位,之后,第一液压缸7工作,驱动下密封板11上升位移,通过下密封板11上的第一定位销12实现对气缸盖36的精定位,下密封板11上升至抵靠气缸盖36底面后,实现对气缸盖36的托举,将气缸盖36抬升至抵靠上密封板29,第一定位销12和第二定位销30共同实现对气缸盖36的精定位,从而实现对气缸盖的精准定位夹持,最后,第三液压缸20和第四液压缸26工作,驱动侧密封板23和防漏杆位移,最终在各封堵件的共同作用下实现对气缸盖36的有效封堵,气缸盖36封堵完毕后,通过供气检测孔2301向气缸盖36内通气,观测气压变化,若气压无变化,则半成品气缸盖36的气密性良好,质量合格,若气压发生变化,则半成品气缸盖36质量不合格;气缸盖36检测完成后,各液压缸依序复位,重新将检测完成的半成品气缸盖36放置到辊道输送线上,若气缸盖36检测质量不合格,将气缸盖36取下需进行后续的返修或报废处理,若气缸盖36检测质量合格,则气缸5驱动定位挡块6下降复位,滚轮轴3将检测完成的气缸盖36继续向下输送,以进行后续的精加工操作,待气缸盖36输送通过定位挡块6后,气缸5驱动定位挡块6重新上升至顶升位,以实现对下个气缸盖的定位阻挡。如此,实现对半成品气缸盖的自动化试漏检测。
57.该半成品气缸盖试漏装置采用液压缸驱动的各密封圈、聚氨酯堵塞对气缸盖进行密封封堵的方式,对气缸盖的封堵密封性好,进而确保了对气缸盖的检测精准度;通过该半成品气缸盖试漏装置进行气缸盖的自动化试漏检测,在实现人工劳动力有效替代的同时,实现了对半成品气缸盖高效有序的自动化检测,检测效率跟检测精度均大大提高,且相对传统的湿式检测方式,不会对气缸盖带来潮湿生锈、杂质浸入等不良影响。
58.应当理解,这些实施例的用途仅用于说明本实用新型而非意欲限制本实用新型的保护范围。此外,也应理解,在阅读了本实用新型的技术内容之后,本领域技术人员可以对本实用新型作各种改动、修改和/或变型,所有的这些等价形式同样落于本技术所附权利要求书所限定的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。