1.本说明书涉及压铸控制技术领域,特别涉及一种压铸控制方法及装置。
背景技术:
2.压铸是金属材料成型方法之一。汽车等交通工具成为压铸件的主要用户。随着经济的发展,压铸件在制造业中所占比例越来越高。随着传统制造业的数字化转型升级,对压铸工艺的控制精确度要求变得越来越高。企业的压铸控制水平,对于压铸工艺的改善起着重要作用。
3.因此,希望可以提供一种压铸控制方法及装置,可以改善压铸工艺,进而可以提高压铸件的质量。
技术实现要素:
4.本说明书实施例之一提供一种压铸控制装置,所述送料装置包括:压铸机、传感模块、控制模块和显示模块;以及所述控制模块用于:获取目标压铸件的铸件特性和压铸系统特性,所述铸件特性包括铸件结构特性、铸件合金特性中的至少一种,其中,所述铸件结构特性包括铸件壁厚、脱模斜度、铸件体积、铸件结构复杂度中的至少一种;基于所述压铸系统特性,从联网资料库中获取多个候选压铸方案;基于所述铸件合金特性,从所述多个候选压铸方案中获取多个第二压铸方案;基于所述铸件结构特性,从所述多个第二压铸方案中确定至少一个第一压铸方案,其中,所述至少一个第一压铸方案中的每个第一压铸方案包括多个压铸工艺参数;基于所述至少一个第一压铸方案的压铸效果,优化所述至少一个第一压铸方案的所述多个压铸工艺参数。
5.本说明书实施例之一提供一种压铸控制方法,所述压铸控制方法由控制模块执行,所述压铸控制方法包括:获取目标压铸件的铸件特性和压铸系统特性,所述铸件特性包括铸件结构特性、铸件合金特性中的至少一种,其中,所述铸件结构特性包括铸件壁厚、脱模斜度、铸件体积、铸件结构复杂度中的至少一种;基于所述压铸系统特性,从联网资料库中获取多个候选压铸方案;基于所述铸件合金特性,从所述多个候选压铸方案中获取多个第二压铸方案;基于所述铸件结构特性,从所述多个第二压铸方案中确定至少一个第一压铸方案,其中,所述至少一个第一压铸方案中的每个第一压铸方案包括多个压铸工艺参数;基于所述至少一个第一压铸方案的压铸效果,优化所述至少一个第一压铸方案的所述多个压铸工艺参数。
6.本说明书实施例之一提供一种压铸控制系统,所述压铸控制系统包括传感模块、控制模块和显示模块;所述控制模块用于:获取目标压铸件的铸件特性和压铸系统特性,所述铸件特性包括铸件结构特性、铸件合金特性中的至少一种,其中,所述铸件结构特性包括铸件壁厚、脱模斜度、铸件体积、铸件结构复杂度中的至少一种;基于所述压铸系统特性,从联网资料库中获取多个候选压铸方案;基于所述铸件合金特性,从所述多个候选压铸方案中获取多个第二压铸方案;基于所述铸件结构特性,从所述多个第二压铸方案中确定至少
一个第一压铸方案,其中,所述至少一个第一压铸方案中的每个第一压铸方案包括多个压铸工艺参数;基于所述至少一个第一压铸方案的压铸效果,优化所述至少一个第一压铸方案的所述多个压铸工艺参数。
7.本说明书实施例之一提供一种计算机可读存储介质,所述存储介质存储计算机指令,当计算机读取存储介质中的计算机指令后,计算机执行上述任一项所述的压铸控制方法。
附图说明
8.本说明书将以示例性实施例的方式进一步说明,这些示例性实施例将通过附图进行详细描述。这些实施例并非限制性的,在这些实施例中,相同的编号表示相同的结构,其中:
9.图1是根据本说明书一些实施例所示的压铸控制系统的示例性模块图;
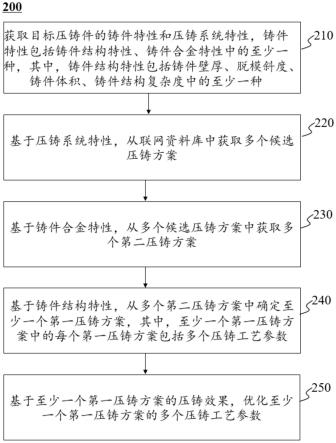
10.图2是根据本说明书一些实施例所示的压铸控制方法的示例性主流程图;
11.图3是根据本说明书一些实施例所示的基于聚类确定第一压铸方案的示例性流程图;
12.图4是根据本说明书一些实施例所示的基于压铸效果优化压铸工艺参数的示例性流程图;
13.图5是根据本说明书一些实施例所示的压铸参数优化模型的示例性示意图。
具体实施方式
14.为了更清楚地说明本说明书实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本说明书的一些示例或实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图将本说明书应用于其它类似情景。除非从语言环境中显而易见或另做说明,图中相同标号代表相同结构或操作。
15.应当理解,本文使用的“系统”、“装置”、“单元”和/或“模块”是用于区分不同级别的不同组件、元件、部件、部分或装配的一种方法。然而,如果其他词语可实现相同的目的,则可通过其他表达来替换所述词语。
16.如本说明书和权利要求书中所示,除非上下文明确提示例外情形,“一”、“一个”、“一种”和/或“该”等词并非特指单数,也可包括复数。一般说来,术语“包括”与“包含”仅提示包括已明确标识的步骤和元素,而这些步骤和元素不构成一个排它性的罗列,方法或者设备也可能包含其它的步骤或元素。
17.本说明书中使用了流程图用来说明根据本说明书的实施例的系统所执行的操作。应当理解的是,前面或后面操作不一定按照顺序来精确地执行。相反,可以按照倒序或同时处理各个步骤。同时,也可以将其他操作添加到这些过程中,或从这些过程移除某一步或数步操作。
18.压铸机是指在压力作用下把熔融金属液压射到模具中冷却成型,开模后得到固体金属铸件的一系列工业铸造机械。随着对压铸工艺的控制精确度要求变得越来越高,应用于压铸机的压铸控制方法,对于压铸工艺的改善,提高压铸件的质量起着重要作用。
19.有鉴于此,本说明书的一些实施例提供了一种压铸控制方法及装置,可以优化压铸方案的多个压铸工艺参数,进而可以提高压铸件的质量。
20.在一些实施例中,压铸控制装置可以包括压铸机、传感模块、控制模块和显示模块。
21.在一些实施例中,压铸机可以包括合模装置、射出装置等。控制模块可以根据不同的压铸方案通过控制压铸机(合模装置、射出装置等)进行压铸,获取不同的压铸件。不同的压铸方案对应不同的压铸工艺。不同的压铸工艺可以包括多个不同的压铸工艺参数。
22.在一些实施例中,控制模块可以用于获取目标压铸件的铸件特性和压铸系统特性,铸件特性包括铸件结构特性、铸件合金特性中的至少一种,其中,铸件结构特性包括铸件壁厚、脱模斜度、铸件体积、铸件结构复杂度中的至少一种。控制模块可以用于基于压铸系统特性,从联网资料库中获取多个候选压铸方案;基于铸件合金特性,从多个候选压铸方案中获取多个第二压铸方案;基于铸件结构特性,从多个第二压铸方案中确定至少一个第一压铸方案,其中,至少一个第一压铸方案中的每个第一压铸方案包括多个压铸工艺参数;基于至少一个第一压铸方案的压铸效果,优化至少一个第一压铸方案的多个压铸工艺参数。
23.在一些实施例中,控制模块还可以用于基于多个铸件结构参数确定铸件结构复杂度,多个铸件结构参数包括对称轴数量、加强肋数量、表面积比率、边数、面数中的至少一种。
24.在一些实施例中,控制模块还可以用于通过将多个铸件结构参数输入机器学习模型获取铸件结构复杂度。
25.在一些实施例中,控制模块还可以用于通过联网获取多个压铸方案;基于第一聚类,将多个压铸方案中第一压铸系统特性满足第一预设条件,且第一压铸效果满足第一预设效果的压铸方案确定为多个候选压铸方案;基于第二聚类,将多个候选压铸方案中第一铸件合金特性满足第二预设条件,且第一压铸效果满足第二预设效果的候选压铸方案确定为多个第二压铸方案;基于第三聚类,将多个第二压铸方案中第一铸件结构特性满足第三预设条件,且第一压铸效果满足第三预设效果的第二压铸方案确定为至少一个第一压铸方案。
26.在一些实施中,第一铸件结构特性中的第一铸件结构复杂度的权重大于预设阈值。
27.在一些实施例中,控制模块还可以用于执行至少一个第一压铸方案,获取压铸件;对压铸件进行检测,确定压铸件缺陷和缺陷等级,其中,压铸件缺陷包括表面缺陷和内部缺陷;基于压铸件缺陷和缺陷等级,优化至少一个第一压铸方案的多个压铸工艺参数。
28.在一些实施例中,控制模块还可以用于通过压铸参数优化模型确定第一压铸方案的多个压铸工艺参数中每个压铸工艺参数的调整量。
29.在一些实施例中,控制模块还可以用于通过图像识别模型确定表面缺陷的多个表面缺陷向量。
30.在一些实施例中,控制模块还可以用于通过压铸参数优化模型确定至少一个第一压铸方案的多个压铸工艺参数中每个压铸工艺参数的调整量的置信度,其中,置信度与铸件结构复杂度负相关,与多个表面缺陷向量的方差负相关;基于置信度,对每个压铸工艺参
数进行人工调整。
31.需要注意的是,以上对于送料装置及其各个组件的描述,仅为描述方便,并不能把本说明书限制在所举实施例范围之内。可以理解,对于本领域的技术人员来说,在了解该装置的原理后,可能在不背离这一原理的情况下,对各个组件进行任意组合,或者构成子装置与其他组件连接。
32.图1是根据本说明书一些实施例所示的压铸控制系统的示例性模块图。
33.如图1所示,压铸控制系统100可以包括传感模块110、控制模块120和显示模块130。
34.在一些实施例中,传感模块110可以用于获取压铸机的传感信息。在一些实施例中,传感模块110可以包括温度传感器、压力传感器、位置传感器等。不同的传感器可以获取压铸机的不同传感信息。
35.在一些实施例中,控制模块120可以用于通过传感模块110获取压铸机的传感信息。控制模块120可以用于接收显示模块130输入的控制信息。控制模块120可以用于基于传感信息和控制信息向压铸机发出控制指令,执行压铸流程。
36.在一些实施例中,显示模块130可以用于显示压铸工艺参数、压铸流程的进度等。
37.应当理解,图1所示的系统及其模块可以利用各种方式来实现。需要注意的是,以上对于压铸控制系统100及其模块的描述,仅为描述方便,并不能把本说明书限制在所举实施例范围之内。可以理解,对于本领域的技术人员来说,在了解该系统的原理后,可能在不背离这一原理的情况下,对各个模块进行任意组合,或者构成子系统与其他模块连接。在一些实施例中,图1中披露的传感模块110、控制模块120和显示模块130可以是一个系统中的不同模块,也可以是一个模块实现上述的两个或两个以上模块的功能。例如,各个模块可以共用一个存储模块,各个模块也可以分别具有各自的存储模块。诸如此类的变形,均在本说明书的保护范围之内。
38.图2是根据本说明书一些实施例所示的压铸控制方法的示例性主流程图。如图2所示,流程200包括下述步骤。在一些实施例中,流程200可以由控制模块120执行。
39.步骤210,获取目标压铸件的铸件特性和压铸系统特性,铸件特性包括铸件结构特性、铸件合金特性中的至少一种,其中,铸件结构特性包括铸件壁厚、脱模斜度、铸件体积、铸件结构复杂度中的至少一种。
40.目标压铸件是指需要通过压铸机进行压力铸造加工的压铸件。
41.铸件特性可以指目标压铸件对应的压铸特征。不同的目标压铸件具有不同的铸件特性。在一些实施例中,铸件特性可以包括铸件结构特性、铸件合金特性等。
42.铸件结构特性是指目标压铸件在结构上的一些固有特性。在一些实施例中,铸件结构特性可以包括铸件壁厚、脱模斜度、铸件体积、铸件结构复杂度等。
43.铸件壁厚是指目标压铸件截面的壁厚。铸件壁厚设计的合理有助于提升目标压铸件的质量。在一些实施例中,在保证目标压铸件具有需求的强度和刚性时,铸件壁厚可以较薄。不同的合金类型的目标压铸件对应的铸件壁厚不同。例如,锌合金的铸件壁厚可以为1mm-3mm。铝合金的铸件壁厚可以为1.5mm-5mm。铜合金的铸件壁厚可以为2mm-5mm。
44.脱模斜度是指为了方便压铸件出模而在模膛两侧设计的斜度。在一些实施例中,目标压铸件的精度要求较高,可选用较小的脱模斜度。在一些实施例中,目标压铸件形状复
杂,不易脱模,可以选用较大的脱模斜度。铸件体积可以指目标压铸件的体积。
45.铸件结构复杂度是指目标压铸件的结构的复杂程度。不同的目标压铸件对应的结构不同,铸件结构复杂度也不同。铸件结构复杂度可以反映目标压铸件的压铸工艺的复杂程度。
46.铸件合金特性是指目标压铸件的合金方面的特性。铸件合金特性可以包括合金类型(例如,锌合金、铝合金等)、结晶温度、流动性、密度、比强度等。在一些实施例中,铸件合金特性可以包括目标压铸件的所含金属。例如,目标压铸件为锌合金,锌合金中含铝、含铜等。目标压铸件的所含金属可以通过向量进行表示,向量中的每个元素可以表示代表一种金属,元素对应的值可以表示是否含有该金属。例如,1表示含有该金属,0表示不含该金属。在一些实施例中,元素对应的值可以表示对应所含金属的含量。例如,某一个元素为0.05,表示该元素对应的金属的含量为5%。
47.压铸系统特性是指可以反映不同的压铸系统的各自特点的特征。在一些实施例中,压铸系统特性可以包括浇道系统特性和排溢系统特性等。浇道为金属溶液流动的通道。浇道系统特性可以包括浇道阻力、散热速度、内浇道速度等。排溢系统特性可以包括排气道布局、排气道截面面积、排气道长度等。
48.在一些实施例中,压铸系统特性可以通过特征向量表示。压铸系统特征向量是基于不同的压铸系统的相关数据进行构建。压铸系统特征向量中可以包括多个元素,不同的元素对应于压铸系统的不同数据。例如,压铸系统特征向量中第1个至第3个元素为浇道阻力、散热速度、内浇道速度,分别表示不同的压铸系统对应的不同的浇道阻力、散热速度、内浇道速度。压铸系统特征向量中第4个至第6个元素为排气道布局、排气道截面面积、排气道长度,分别表示不同的压铸系统对应的不同的排气道布局、排气道截面面积、排气道长度。
49.在一些实施例中,控制模块120可以通过传感模块110的感应数据确定目标压铸件的压铸系统特性。例如,控制模块120通过传感模块110(如温度传感器、压力传感器、位置传感器等)感应到温度、压力、位置等信息确定浇道阻力、散热速度、内浇道速度、排气道布局、排气道截面面积、排气道长度等,进而确定目标压铸件的压铸系统特性。
50.在一些实施例中,控制模块120可以通过压铸机和/或目标压铸件的规格参数确定铸件特性。例如,控制模块120可以通过压铸机的模具的规格参数确定铸件壁厚、脱模斜度等,进而确定铸件结构特性。又例如,控制模块120可以通过目标压铸件的规格参数确定合金类型,进而确定铸件合金特性。
51.在一些实施例中,铸件结构复杂度可以基于多个铸件结构参数确定。
52.铸件结构参数是指可以表示与目标压铸件的铸件结构相关的多个参数。在一些实施例中,多个铸件结构参数可以包括对称轴数量、加强肋数量、表面积比率、边数、面数等中的至少一种。
53.对称轴数量可以用来表征目标压铸件的结构复杂度。对称轴数量越多,目标压铸件的结构越简单。例如,球体结构有趋近于无数条对称轴。又例如,长方体或正方体结构对应的对称轴有4条。
54.加强肋数量也可以用来表征目标压铸件的结构复杂度。加强肋数量越多,目标压铸件的结构越复杂。
55.表面积比率是指目标压铸件的表面积与相同体积下球体的表面积之比。表面积比
率可以用来表征目标压铸件的结构复杂度。表面积比率越大,目标压铸件的结构越复杂。
56.边数和面数可以指目标压铸件的边数和面数。目标压铸件的边数和面数可以表征目标压铸件的结构复杂度。边数、面数越多,目标压铸件的结构越复杂。
57.在一些实施例中,控制模块120可以基于多个铸件结构参数确定铸件结构复杂度。例如,对称轴数量越多、加强肋数量越少、表面积比率越小、边数和面数越少,对应的目标压铸件的结构复杂度越小。又例如,对称轴数量越少、加强肋数量越多、表面积比率越大、边数和面数越多,对应的目标压铸件的结构复杂度越大。
58.在本说明书一些实施例中,控制模块120可以基于多个铸件结构参数确定铸件结构复杂度,进而确定目标压铸件的铸件特性,进而有助于确保确定的第一压铸方案的准确性,进而有助于提高压铸件的质量。
59.在一些实施例中,铸件结构复杂度可以通过将多个铸件结构参数输入机器学习模型获取。
60.机器学习模型是指可以用来获取铸件结构复杂度的模型。在一些实施例中,机器学习模型的类型可以包括神经网络模型、深度神经网络模型等,模型类型的选择可视具体情况而定。
61.机器学习模型的输入可以包括多个铸件结构参数等,输出可以包括铸件结构复杂度。
62.在一些实施例中,可以基于多个训练样本及标签训练得到机器学习模型。
63.在一些实施例中,训练样本包括样本的多个铸件结构参数数据。标签为样本铸件结构复杂度。训练数据可以基于历史数据获取,训练数据的标签可以通过人工标注或自动标注的方式确定。
64.在一些实施例中,控制模块120可以基于机器学习模型确定铸件结构复杂度。例如,控制模块120可以将多个铸件结构参数等输入机器学习模型,机器学习模型输出铸件结构复杂度。
65.在本说明书一些实施例中,控制模块120通过机器学习模型确定铸件结构复杂度,可以提高铸件结构复杂度的准确性,进而提高目标压铸件的铸件特性的准确性,进而有助于确保确定的第一压铸方案的准确性,进而有助于提高压铸件的质量。
66.步骤220,基于压铸系统特性,从联网资料库中获取多个候选压铸方案。
67.候选压铸方案可以指与目标压铸件的压铸系统特性接近的备选压铸方案。备选压铸方案可以指可能用于对目标压铸件进行压铸的方案。
68.联网资料库可以是指通过网络连通的用来存储备选压铸方案的资料库。联网资料库可以包括多个备选压铸方案。多个备选压铸方案可以满足不同的铸件特性和不同的压铸系统特性。
69.在一些实施例中,控制模块120可以基于压铸系统特性,从联网资料库中获取多个候选压铸方案。例如,控制模块120获取联网资料库中与目标压铸件的压铸系统特性接近的多个备选压铸方案。
70.步骤230,基于铸件合金特性,从多个候选压铸方案中获取多个第二压铸方案。
71.在一些实施例中,第二压铸方案可以是指候选压铸方案中压铸件合金特性与目标压铸件的压铸件合金特性接近的压铸方案。
72.在一些实施例中,控制模块120可以基于铸件合金特性,从多个候选压铸方案中获取多个第二压铸方案。例如,控制模块120可以从候选压铸方案中获取与目标压铸件的铸件合金特性接近的多个第二压铸方案。
73.步骤240,基于铸件结构特性,从多个第二压铸方案中确定至少一个第一压铸方案,其中,至少一个第一压铸方案中的每个第一压铸方案包括多个压铸工艺参数。
74.在一些实施例中,第一压铸方案可以是指第二压铸方案中压铸件结构特性与目标压铸件的压铸件合金特性接近的压铸方案。
75.压铸工艺参数可以指压铸机压铸时的压铸工艺对应的参数。在一些实施例中,压铸工艺参数可以包括合模力、压射比压、压射速度、内浇口速度、增压建压时间、持压时间、留模时间、金属液温度、模具温度等。不同的压铸工艺参数,对应的目标压铸件的质量不同。
76.在一些实施例中,控制模块120可以基于铸件结构特性,从多个第二压铸方案中确定至少一个第一压铸方案。例如,控制模块120可以基于铸件结构特性,从多个第二压铸方案中获取压铸件结构特性与目标压铸件的压铸件结构特性接近的一个或多个第一压铸方案。
77.步骤250,基于至少一个第一压铸方案的压铸效果,优化至少一个第一压铸方案的多个压铸工艺参数。
78.压铸效果可以是指对压铸方案的评估结果。在一些实施例中,压铸效果可以通过不同的压铸方案对应的压铸件的相关数据确定。例如,控制模块120可以获取第一压铸方案对应的历史压铸件的相关数据。历史压铸件的相关数据可以包括历史压铸件的压铸件缺陷、缺陷等级、对压铸件的评价等。对压铸件的评价可以包括压铸件的等级(优、良、合格、不合格等)、压铸件分数(0分-100分等)。关于压铸件缺陷和缺陷等级的相关内容,可以参见图4的相关描述。
79.在一些实施例中,控制模块120可以基于至少一个第一压铸方案的压铸效果,优化至少一个第一压铸方案的多个压铸工艺参数。例如,控制模块120基于一个或多个第一压铸方案的压铸效果,降低第一压铸方案的某个压铸工艺参数和/或增加某个压铸工艺参数等。
80.在一些实施例中,控制模块120可以执行至少一个第一压铸方案,获取压铸件;对压铸件进行检测,确定压铸件缺陷和缺陷等级,其中,压铸件缺陷包括表面缺陷和内部缺陷;基于压铸件缺陷和缺陷等级,优化至少一个第一压铸方案的多个压铸工艺参数,具体说明请参见图4部分的相关描述。
81.在本说明书一些实施例中,通过目标压铸件的铸件特性和压铸系统特性确定第一压铸方案,基于第一压铸方案的压铸效果,优化多个压铸工艺参数,可以改善压铸工艺,进而可以提高压铸件的质量。
82.图3是根据本说明书一些实施例所示的基于聚类确定第一压铸方案的示例性流程图。如图3所示,流程300包括下述步骤。在一些实施例中,流程300可以由控制模块120执行。
83.步骤310,通过联网获取多个压铸方案。
84.压铸方案可以指关于如何获取压铸件的方案。不同的压铸方案对应生产出的压铸件的特性可以包括不同的第一压铸系统特性、第一铸件合金特性、第一铸件结构特性、第一铸件结构复杂度等。在一些实施例中,不同的压铸方案可以包括不同的压铸件对应的第一铸件特性和第一压铸系统特性等。第一铸件特性可以包括第一铸件合金特性、第一铸件结
构特性等。第一铸件结构特性可以包括第一铸件结构复杂度等。
85.关于第一压铸系统特性、第一铸件特性(如,第一铸件合金特性、第一铸件结构特性、第一铸件结构复杂度等)与压铸系统特性、铸件特性(如,铸件合金特性、铸件结构特性、铸件结构复杂度等)相似,区别仅在于第一压铸系统特性、第一铸件特性(如,第一铸件合金特性、第一铸件结构特性、第一铸件结构复杂度等)等为通过联网获取的压铸方案中的压铸件的相关特性;压铸系统特性、铸件特性((如,铸件合金特性、铸件结构特性、铸件结构复杂度等)等为目标压铸件的相关特性。故关于通过联网获取的压铸方案中的压铸件的相关特性的更多内容参见图2的相关描述。
86.在一些实施例中,控制模块120可以通过联网获取多个压铸方案。
87.步骤320,基于第一聚类,将多个压铸方案中第一压铸系统特性满足第一预设条件,且第一压铸效果满足第一预设效果的压铸方案确定为多个候选压铸方案。
88.第一聚类可以指基于压铸系统特性的聚类。第一聚类的聚类算法的类型可以包括多种,例如,第一聚类的聚类算法可以包括k-means(k均值)聚类、基于密度的聚类方法(dbscan)等。
89.第一预设条件可以指预先设置的关于第一压铸系统特性需要满足的条件。在一些实施例中,第一预设条件可以通过特征向量进行表示。第一预设条件的特征向量中的不同元素代表对应的第一压铸系统特性需要满足的条件。例如,第一预设条件的特征向量(m1,m2,m3,
…
),其中,m1可以表示浇道阻力,m1对应的数值为第一压铸系统特性中的浇道阻力需要达到的数值;m2可以表示内浇道速度,m2对应的数值为第一压铸系统特性中的内浇道速度需要达到的数值;m3可以表示排气道截面面积,m3对应的数值为第一压铸系统特性中的排气道截面面积需要达到的数值等。m1、m2、m3等对应的数值可以为一个范围表示对应的第一压铸系统特性需要在该范围内。例如,m1对应的数值为p1至p2,表示第一压铸系统特性中的浇道阻力需要满足的数值范围。第一预设条件可以是与目标压铸件的压铸系统特性相近(如,相似度大于80%)的第一压铸系统特性。例如,第一压铸系统特性对应的特征向量需要满足与目标压铸件的压铸系统特性对应的特征向量之间的相似度大于80%。
90.第一压铸效果可以指通过联网获取的压铸方案的压铸效果。第一预设效果可以指通过联网获取的压铸方案需要满足的压铸效果。
91.在一些实施例中,控制模块120可以通过第一聚类的聚类算法对多个压铸方案进行聚类,获取多个聚类中心。不同的聚类中心包括多个压铸方案。多个聚类中心对应多个第一压铸系统特性。控制模块120可以获取满足第一预设条件的第一压铸系统特性,进而获取该第一压铸系统特性对应的聚类中心。控制模块120可以将该聚类中心对应的多个压铸方案中第一压铸效果满足第一预设效果的压铸方案确定为多个候选压铸方案。
92.例如,控制模块120通过第一聚类的聚类算法,获取多个压铸方案对应的多个聚类中心(如,a1、a2、a3、a4等)。聚类中心a1、a2、a3、a4等分别对应的第一压铸系统特性为b1、b2、b3、b4等。其中,第一压铸系统特性b3满足第一预设条件(如,与目标压铸件的压铸系统特性的相似度大于80%等)。控制模块120可以将聚类中心a3对应的压铸方案中第一压铸效果满足第一预设效果的多个压铸方案确定为多个候选压铸方案。
93.在一些实施例中,控制模块120可以确定不同聚类中心的第一压铸系统特性的特征向量和目标压铸件的压铸系统特性的特征向量的向量距离,基于向量距离确定聚类中心
的第一压铸系统特性和目标压铸件的压铸系统特性的相似度。其中,向量距离可以包括余弦距离、欧式距离、或汉明距离等。
94.步骤330,基于第二聚类,将多个候选压铸方案中第一铸件合金特性满足第二预设条件,且第一压铸效果满足第二预设效果的候选压铸方案确定为多个第二压铸方案。
95.第二聚类可以指基于第一铸件合金特性的聚类。
96.第二预设条件可以指预先设置的关于第一铸件合金特性需要满足的条件。在一些实施例中,第二预设条件可以通过特征向量进行表示。第二预设条件的特征向量中的不同元素代表对应的第一铸件合金特性需要满足的条件。例如,第二预设条件的特征向量(a,b,c,
…
),其中,a可以表示合金类型,元素a对应的合金类型是第一铸件合金特性中的合金类型需要满足的条件;b可以表示合金中包含的金属含量,b对应的数值为第一铸件合金特性中的合金中包含的金属含量需要达到的数值;c可以表示结晶温度的范围,c对应的数值范围为第一铸件合金特性中的结晶温度需要达到的数值范围等。b等对应的数值也可以为一个范围表示对应的第一铸件合金特性需要在该范围内。第二预设条件可以是与目标压铸件的铸件合金特性相近(如,相似度大于90%)的第一铸件合金特性。例如,第一铸件合金特性对应的特征向量需要满足与目标压铸件的铸件合金特性对应的特征向量之间的相似度大于90%。
97.第二预设效果可以指候选压铸方案需要满足的压铸效果。
98.在一些实施例中,控制模块120可以通过第二聚类的聚类算法对多个候选压铸方案进行聚类,获取多个聚类中心。不同的聚类中心包括多个候选压铸方案。多个聚类中心对应多个第一铸件合金特性。控制模块120可以获取满足第二预设条件的第一铸件合金特性,进而获取该第一铸件合金特性对应的聚类中心。控制模块120可以将该聚类中心对应的候选压铸方案中第一压铸效果满足第二预设效果的候选压铸方案确定为多个第二压铸方案。
99.例如,控制模块120通过第二聚类的聚类算法,获取多个候选压铸方案对应的多个聚类中心(如,c1、c2、c3、c4等)。聚类中心c1、c2、c3、c4等分别对应的第一铸件合金特性为d1、d2、d3、d4等。其中,第一铸件合金特性为d1满足第二预设条件(如,与目标压铸件的铸件合金特性的相似度大于90%等)。控制模块120可以将聚类中心c1对应的多个候选压铸方案中第一压铸效果满足第二预设效果的候选压铸方案确定为多个第二压铸方案。
100.步骤340,基于第三聚类,将多个第二压铸方案中第一铸件结构特性满足第三预设条件,且第一压铸效果满足第三预设效果的第二压铸方案确定为至少一个第一压铸方案。
101.第三聚类可以指基于铸件结构特性的聚类。
102.第三预设条件可以指预先设置的关于第一铸件结构特性需要满足的条件。在一些实施例中,第三预设条件可以通过特征向量进行表示。第三预设条件的特征向量中的不同元素代表对应的第一铸件结构特性需要满足的条件。例如,第三预设条件的特征向量(n1,n2,n3,n4,
…
),其中,n1可以表示铸件壁厚,元素n1对应的数值范围是第一铸件结构特性中的铸件壁厚需要达到的数值范围;n2可以表示脱模斜度,元素n2对应的数值范围是第一铸件结构特性中的脱模斜度需要达到的数值范围;n3可以表示铸件体积,元素n3对应的数值范围是第一铸件结构特性中的铸件体积需要达到的数值范围;n4可以表示铸件结构复杂度,元素n4对应的数值范围是第一铸件结构特性中的铸件结构复杂度需要达到的数值范围等。第三预设条件可以是与目标压铸件的铸件结构特性相近(如,相似度大于85%。)的第一
铸件结构特性。例如,第一铸件结构特性对应的特征向量需要满足与目标压铸件的铸件结构特性对应的特征向量之间的相似度大于85%。
103.第三预设效果可以指第二压铸方案需要满足的压铸效果。在一些实施例中,第一预设效果、第二预设效果、第三预设效果等可以相同或者不同。控制模块120可以根据实际需求预先设置第一预设效果、第二预设效果、第三预设效果等。
104.在一些实施例中,控制模块120可以通过第三聚类的聚类算法对多个第二压铸方案进行聚类,获取多个聚类中心。不同的聚类中心包括多个第二压铸方案。多个聚类中心对应多个第一铸件结构特性。控制模块120可以获取满足第三预设条件的第一铸件结构特性,进而获取该第一铸件结构特性对应的聚类中心。控制模块120可以将该聚类中心对应的多个第二压铸方案中第一压铸效果满足第三预设效果的第二压铸方案确定为至少一个第一压铸方案。
105.例如,控制模块120通过第三聚类的聚类算法,获取多个第二压铸方案对应的多个聚类中心(如,e1、e2、e3、e4等)。聚类中心e1、e2、e3、e4等分别对应的第一铸件合金特性为f1、f2、f3、f4等。其中,第一铸件合金特性f2满足第三预设条件。控制模块120可以将聚类中心e2对应的多个第二压铸方案中第一压铸效果满足第三预设效果的多个第二压铸方案确定为至少一个第一压铸方案。
106.在一些实施例中,控制模块120通过第三聚类的聚类算法对多个第二压铸方案进行聚类,获取多个聚类中心,进而确定至少一个第一压铸方案时,多个第二压铸方案生产的压铸件对应的第一铸件结构特性的不同结构特性对应不同的权重。控制模块120可以基于不同结构特性对应的不同权重,进行聚类。在一些实施例中,第一铸件结构特性中的第一铸件结构复杂度的权重大于预设阈值。
107.预设阈值可以指第一铸件结构复杂度在铸件结构特性中的最小权重。例如,预设阈值为0.5。预设阈值0.5表示第一铸件结构特性的第一铸件结构复杂度的权重大于等于0.5。示例性的,第一铸件结构特性包括铸件壁厚、脱模斜度、铸件体积、铸件结构复杂度,对应的权重分别为0.2、0.1、0.1、0.6。第一铸件结构复杂度的权重大于预设阈值0.5。
108.在一些实施例中,控制模块120通过第三聚类的聚类算法对多个第二压铸方案进行聚类时,多个第二压铸方案生产的压铸件对应的第一铸件结构复杂度的权重大于预设阈值。控制模块120可以通过对应的第一铸件结构复杂度的权重大于预设阈值的第三聚类的聚类算法对多个第二压铸方案进行聚类,获取多个聚类中心。控制模块120可以获取满足第三预设条件的第一铸件结构特性,进而获取该第一铸件结构特性对应的聚类中心。控制模块120可以将该聚类中心对应的多个第二压铸方案中第一压铸效果满足第三预设效果的多个第二压铸方案确定为至少一个第一压铸方案。
109.在本说明书一些实施例中,控制模块120进行第三聚类时,第一铸件结构特性中的第一铸件结构复杂度的权重大于预设阈值。可以保证聚类时,优先基于第一铸件结构复杂度进行聚类,进而可以保证获取的至少一个第一压铸方案可以与目标压铸件的铸件结构复杂度相接近。进而可以确定更优的压铸工艺参数,进而得到更好的压铸效果。
110.在本说明书一些实施例中,控制模块120基于不同的第一压铸系统特性和第一铸件特性满足不同的预设条件和预设效果从压铸方案中确定第一压铸方案,可以进一步保证确定的第一压铸方案的压铸效果。
111.图4是根据本说明书一些实施例所示的基于压铸效果优化压铸工艺参数的示例性流程图。如图4所示,流程400包括下述步骤。在一些实施例中,流程400可以由控制模块120执行。
112.步骤410,执行至少一个第一压铸方案,获取压铸件。
113.压铸件可以指压铸机通过第一压铸方案生产的产品。
114.在一些实施例中,控制模块120可以获取第一压铸方案,基于第一压铸方案的相关数据控制压铸机进行生产,进而获取压铸件。
115.步骤420,对压铸件进行检测,确定压铸件缺陷和缺陷等级,其中,压铸件缺陷包括表面缺陷和内部缺陷。
116.压铸件缺陷可以指压铸件不满足目标压铸件的相关缺陷。在一些实施例中,压铸件缺陷可以包括表面缺陷和内部缺陷。表面缺陷可以衡量压铸件表面发生缺陷的程度。表面缺陷可以包括拉痕、裂纹、变形、毛刺、凹陷、飞边、脱皮等。内部缺陷可以衡量压铸件内部发生缺陷的程度。内部缺陷可以包括气孔、脆性、渗漏、硬点等。
117.在一些实施例中,压铸件缺陷可以通过数值进行表示。例如,表面缺陷中拉痕、裂纹等通过拉痕、裂纹的长度和数量等数值(如,长度2厘米,数量3个等)进行表示。又例如,内部缺陷中气孔等通过气孔的直径和数量等数值(如,直径0.1-0.3厘米,数量6个等)进行表示。
118.在一些实施例中,压铸件缺陷可以指通过特征向量进行表示。特征向量中的不同元素表示压铸件的不同缺陷。例如,表面缺陷向量表示压铸件的表面缺陷。表面缺陷特征向量中的不同元素表示压铸件的表面的不同缺陷。内部缺陷向量表示压铸件的内部缺陷。表面缺陷特征向量中的不同元素表示压铸件的内部的不同缺陷。
119.在一些实施例中,缺陷等级可以表示压铸件缺陷的缺陷程度。缺陷等级可以包括多种类型的缺陷等级。不同类型的压铸件缺陷具有不同的缺陷等级。例如,拉痕缺陷等级、裂纹缺陷等级、变形缺陷等级、气孔缺陷等级等。缺陷等级越高,表示对应的压铸件缺陷越严重。在一些实施例中,表面缺陷特征向量和/或内部缺陷特征向量中的不同元素可以表示压铸件缺陷的缺陷等级。
120.在一些实施例中,控制模块120可以通过对压铸件进行检测,确定压铸件缺陷和缺陷等级。例如,控制模块120可以通过摄像装置对压铸件的表面进行检测,确定压铸件的表面缺陷(如拉痕等)。又例如,控制模块120可以通过控制裁切设备对压铸件进行裁切,进而确定压铸件的内部缺陷(如气孔等)。
121.在一些实施例中,控制模块120可以通过图像识别模型确定表面缺陷的多个表面缺陷向量,具体说明请参见图5部分的相关描述。
122.步骤430,基于压铸件缺陷和缺陷等级,优化至少一个第一压铸方案的多个压铸工艺参数。
123.在一些实施例中,控制模块120可以基于压铸件缺陷和缺陷等级,优化至少一个第一压铸方案的多个压铸工艺参数。例如,控制模块120可以基于不同类型的压铸件缺陷对应的不同的缺陷等级,对每一种类型的压铸件缺陷,获取对应的预设策略。预设策略是指关于如何调整压铸工艺参数的策略。例如,加大或减小某个压铸工艺参数等。预设策略可以是基于经验和/或基于相关文档、资料等预先设置的策略。示例性的,压铸件缺陷类型为裂纹,裂
纹对应的预设策略包括调整增压时间、增加合模时间等。控制模块120可以根据裂纹缺陷对应的预设策略优化工艺参数(如增加合模时间等)。控制模块120可以根据裂纹缺陷等级,确定增加合模时间的具体数值(如增加10秒、30秒等)。
124.在一些实施例中,如果压铸件对应多种类型的压铸件缺陷,控制模块120可以获取多种类型的压铸件缺陷对应的多个预设策略的交集,基于多个预设策略的交集,优化对应的多个压铸工艺参数。当多个预设策略中存在预设策略相反的,控制模块120可以基于缺陷等级选择预设策略。例如,压铸件1的压铸件缺陷包括压铸件缺陷a(a缺陷等级为3级)和压铸件缺陷b(b缺陷等级为1级)。压铸件缺陷a对应的预设策略为“增加参数c”;压铸件缺陷b对应的预设策略为“减少参数c”。控制模块120可以根据压铸件缺陷a与压铸件缺陷b的缺陷等级确定预设策略。a缺陷等级3级大于b缺陷等级1级,控制模块120可以确定预设策略为增加参数c。
125.在一些实施例中,控制模块120可以通过压铸参数优化模型确定第一压铸方案的多个压铸工艺参数中每个压铸工艺参数的调整量,具体说明请参见图5部分的相关描述。
126.在一些实施例中,控制模块120可以通过压铸参数优化模型确定至少一个第一压铸方案的多个压铸工艺参数中每个压铸工艺参数的调整量的置信度,其中,置信度与铸件结构复杂度负相关,与多个表面缺陷向量的方差负相关;基于置信度,对每个压铸工艺参数进行人工调整,具体说明请参见图5部分的相关描述。
127.在本说明书一些实施例中,控制模块120通过对第一压铸方案对应的压铸件进行检测,确定压铸件缺陷,进而根据压铸件缺陷,优化第一压铸方案的多个压铸工艺参数,可以根据实际生产的压铸件改善压铸工艺,进而可以提高目标压铸件的质量。
128.图5是根据本说明书一些实施例所示的压铸参数优化模型的示例性示意图。在一些实施例中,流程500可以由控制模块120执行。
129.在一些实施例中,控制模块120可以通过压铸参数优化模型确定第一压铸方案的多个压铸工艺参数中每个压铸工艺参数的调整量。
130.每个压铸工艺参数的调整量531可以指压铸工艺参数的调整幅度。每个压铸工艺参数的调整量各不相同。在一些实施例中,压铸工艺参数的调整量可以通过具体的数值进行表示。例如,压铸工艺参数a的调整量为 0.5。压铸工艺参数的调整量可以通过百分比进行表示。例如,压铸工艺参数b的调整量为 10%。
131.压铸参数优化模型520是指可以优化压铸参数的模型。压铸参数优化模型为机器学习模型,在一些实施例中,压铸参数优化模型的类型可以包括神经网络模型、深度神经网络模型等,模型类型的选择可视具体情况而定。
132.在一些实施例中,压铸参数优化模型的输入510可以包括目标压铸件的铸件特性511、压铸工艺参数513、压铸件缺陷512、缺陷等级514等。其中,目标压铸件的铸件特性511可以包括铸件结构复杂度等。压铸件缺陷可以包括表面缺陷向量等。
133.在一些实施例中,压铸参数优化模型输入的压铸件缺陷和缺陷等级可以为特征向量,特征向量中的元素代表不同的缺陷类型,特征向量中的元素的数值可以表示缺陷等级。
134.在一些实施例中,控制模块120可以通过在压铸参数优化模型中增加一个嵌入层获取压铸件缺陷和缺陷等级对应的特征向量。嵌入层的输入为压铸件缺陷和缺陷等级。嵌入层的输出为压铸件缺陷和缺陷等级对应的特征向量。压铸参数优化模型的输出530可以
包括每个压铸工艺参数的调整量531。如果某些压铸工艺参数无需调整,压铸参数优化模型输出的关于该压铸工艺参数的调整量可以为0。
135.在一些实施例中,控制模块120可以基于多组训练样本及标签训练得到压铸参数优化模型。
136.在一些实施例中,训练样本包括多组目标压铸件的样本铸件特性、多个样本压铸工艺参数、样本压铸件缺陷、样本缺陷等级等。标签为目标压铸件的样本每个压铸工艺参数的调整量。训练数据可以基于历史数据获取。例如,控制模块120可以将历史数据中的一个目标压铸件的铸件特性、多个压铸工艺参数、压铸件缺陷、缺陷等级作为一组样本。历史数据中包括多个目标压铸件。每个目标压铸件有各自对应的目标压铸件的铸件特性、多个压铸工艺参数、压铸件缺陷、缺陷等级。控制模块120可以获取多组样本。训练数据的标签可以通过人工标注或自动标注的方式确定。例如,控制模块120可以将目标压铸件的实际的每个压铸工艺参数的调整量标注为训练样本的标签。
137.在一些实施例中,控制模块120可以通过压铸参数优化模型处理目标压铸件的铸件特性、多个压铸工艺参数、压铸件缺陷、缺陷等级等,确定第一压铸方案的多个压铸工艺参数中每个压铸工艺参数的调整量。
138.在本说明书一些实施例中,控制模块120通过压铸参数优化模型确定每个压铸工艺参数的调整量,不是通过实际测试确定,每个压铸工艺参数的调整量,可以有效节省成本。在本说明书一些实施例中,控制模块120通过压铸参数优化模型确定每个压铸工艺参数的调整量,可以提高优化压铸工艺参数的准确性,可以进一步保证确定的第一压铸方案的压铸效果。
139.在一些实施例中,压铸件缺陷可以包括表面缺陷。表面缺陷和对应的缺陷等级可以通过图像识别模型确定。在一些实施例中,控制模块120可以通过图像识别模型确定表面缺陷的多个表面缺陷向量。
140.表面缺陷向量可以表示压铸件的表面缺陷。表面缺陷向量中的不同元素表示压铸件的表面的不同缺陷。表面缺陷向量中的元素的数值可以表示缺陷等级。数值越大,缺陷等级越大,对应的表面缺陷越大。
141.图像识别模型是指可以识别压铸件表面缺陷的模型。图像识别模型为机器学习模型,在一些实施例中,图像识别模型的类型可以包括卷积神经网络模型等,模型类型的选择可视具体情况而定。
142.在一些实施例中,图像识别模型的输入可以包括压铸件图像等。压铸件图像可以包括多张压铸件图像,多张压铸件图像可以为控制模块120通过拍摄装置从多张不同角度拍摄的压铸件图像,多张压铸件图像可以完全覆盖到压铸件的表面。图像识别模型的输出可以包括表面缺陷向量。
143.在一些实施例中,可以基于多个训练样本及标签训练得到图像识别模型。
144.在一些实施例中,训练样本包括样本压铸件图像。标签为样本表面缺陷向量。训练数据可以基于历史数据获取。例如,控制模块120可以将历史数据中的压铸件图像作为样本。训练数据的标签可以通过人工标注或自动标注的方式确定。例如,控制模块120可以将标准压铸件图像的标签设置为1,标准压铸件图像为无缺陷的压铸件图像。有缺陷的压铸件图像标签设置为0-1之间的数值,不同的数值表示缺陷等级,数值越大,缺陷等级越大。缺陷
等级可以通过人工标注进行标注。
145.在一些实施例中,控制模块120可以通过图像识别模型处理多个压铸件图像等,确定压铸件的表面缺陷向量。在一些实施例中,一个表面缺陷向量可以为一个压铸件图像对应的表面缺陷向量。压铸件的表面缺陷向量可以通过多张不同角度拍摄的压铸件图像对应的表面缺陷向量加权求和获取。
146.在本说明书一些实施中,控制模块120通过图像识别模型确定表面缺陷向量,有助于压铸参数优化模型确定每个压铸工艺参数的调整量,进而可以进一步提高优化压铸工艺参数的准确性,可以进一步保证确定的第一压铸方案的压铸效果。
147.在一些实施例中,控制模块120可以通过压铸参数优化模型确定至少一个第一压铸方案的多个压铸工艺参数中每个压铸工艺参数的调整量的置信度。其中,置信度与铸件结构复杂度负相关,与多个表面缺陷向量的方差负相关。基于置信度,对每个压铸工艺参数进行人工调整。
148.每个压铸工艺参数的调整量的置信度532可以指每个压铸工艺参数的调整量的可信程度。在一些实施例中,置信度可以是0至1之间的一个实数值。数值越大,表示对应的调整量的置信度越高,对应的调整量越可信。数值越小,表示对应的调整量的置信度越低,对应的调整量越不可信。
149.在一些实施例中,置信度与铸件结构复杂度负相关。铸件结构复杂度越大,表示压铸件的结构越复杂,对应的压铸工艺参数的调整量的置信度越低。
150.在一些实施例中,置信度与多个表面缺陷向量的方差负相关。例如,对同一角度和/或角度接近拍摄的多张压铸件图像,图像识别模型输出对应的多个表面缺陷向量的方差越大,表示图像识别模型判断的表面缺陷向量不太准确,当输入压铸参数优化模型的表面缺陷向量不太准确时,压铸参数优化模型输出的对应的压铸工艺参数的调整量的置信度越低。
151.在一些实施例中,控制模块120可以通过压铸参数优化模型确定每个压铸工艺参数的调整量的置信度532。例如,基于输入的目标压铸件的铸件特性(如,铸件结构复杂度等)、多个压铸工艺参数、压铸件缺陷(表面缺陷向量等)、缺陷等级等,压铸参数优化模型输出每个压铸工艺参数的调整量的置信度。
152.540,基于置信度,对每个压铸工艺参数可以进行人工调整。
153.在一些实施例中,基于每个压铸工艺参数的调整量的置信度,对每个压铸工艺参数可以进行人工调整。例如,压铸工艺参数的调整量的置信度较高时,可信程度较高,可以根据压铸工艺参数的调整量进行人工调整。又例如,压铸工艺参数的调整量的置信度较低时,可信程度较低,可以根据经验或预设规则对压铸工艺参数进行人工调整。
154.在说明书一些实施例中,通过压铸参数优化模型确定每个压铸工艺参数的调整量的置信度,可以确定压铸参数优化模型输出的每个压铸工艺参数的调整量的可信程度,可以提高人工调整压铸工艺参数的准确性,可以进一步保证确定的第一压铸方案的压铸效果。
155.应当注意的是,上述有关流程的描述仅仅是为了示例和说明,而不限定本说明书的适用范围。对于本领域技术人员来说,在本说明书的指导下可以对流程进行各种修正和改变。然而,这些修正和改变仍在本说明书的范围之内。
156.本说明书一些实施例还公开了一种计算机可读存储介质,该存储介质存储计算机指令,当计算机读取存储介质中的计算机指令后,计算机运行上述压铸控制方法。
157.上文已对基本概念做了描述,显然,对于本领域技术人员来说,上述详细披露仅仅作为示例,而并不构成对本说明书的限定。虽然此处并没有明确说明,本领域技术人员可能会对本说明书进行各种修改、改进和修正。该类修改、改进和修正在本说明书中被建议,所以该类修改、改进、修正仍属于本说明书示范实施例的精神和范围。
158.同时,本说明书使用了特定词语来描述本说明书的实施例。如“一个实施例”、“一实施例”、和/或“一些实施例”意指与本说明书至少一个实施例相关的某一特征、结构或特点。因此,应强调并注意的是,本说明书中在不同位置两次或多次提及的“一实施例”或“一个实施例”或“一个替代性实施例”并不一定是指同一实施例。此外,本说明书的一个或多个实施例中的某些特征、结构或特点可以进行适当的组合。
159.此外,除非权利要求中明确说明,本说明书所述处理元素和序列的顺序、数字字母的使用、或其他名称的使用,并非用于限定本说明书流程和方法的顺序。尽管上述披露中通过各种示例讨论了一些目前认为有用的发明实施例,但应当理解的是,该类细节仅起到说明的目的,附加的权利要求并不仅限于披露的实施例,相反,权利要求旨在覆盖所有符合本说明书实施例实质和范围的修正和等价组合。例如,虽然以上所描述的系统组件可以通过硬件设备实现,但是也可以只通过软件的解决方案得以实现,如在现有的服务器或移动设备上安装所描述的系统。
160.同理,应当注意的是,为了简化本说明书披露的表述,从而帮助对一个或多个发明实施例的理解,前文对本说明书实施例的描述中,有时会将多种特征归并至一个实施例、附图或对其的描述中。但是,这种披露方法并不意味着本说明书观看人所需要的特征比权利要求中提及的特征多。实际上,实施例的特征要少于上述披露的单个实施例的全部特征。
161.一些实施例中使用了描述成分、属性数量的数字,应当理解的是,此类用于实施例描述的数字,在一些示例中使用了修饰词“大约”、“近似”或“大体上”来修饰。除非另外说明,“大约”、“近似”或“大体上”表明所述数字允许有
±
20%的变化。相应地,在一些实施例中,说明书和权利要求中使用的数值参数均为近似值,该近似值根据个别实施例所需特点可以发生改变。在一些实施例中,数值参数应考虑规定的有效数位并采用一般位数保留的方法。尽管本说明书一些实施例中用于确认其范围广度的数值域和参数为近似值,在具体实施例中,此类数值的设定在可行范围内尽可能精确。
162.针对本说明书引用的每个专利、专利申请、专利申请公开物和其他材料,如文章、书籍、说明书、出版物、文档等,特此将其全部内容并入本说明书作为参考。与本说明书内容不一致或产生冲突的申请历史文件除外,对本说明书权利要求最广范围有限制的文件(当前或之后附加于本说明书中的)也除外。需要说明的是,如果本说明书附属材料中的描述、定义、和/或术语的使用与本说明书所述内容有不一致或冲突的地方,以本说明书的描述、定义和/或术语的使用为准。
163.最后,应当理解的是,本说明书中所述实施例仅用以说明本说明书实施例的原则。其他的变形也可能属于本说明书的范围。因此,作为示例而非限制,本说明书实施例的替代配置可视为与本说明书的教导一致。相应地,本说明书的实施例不仅限于本说明书明确介绍和描述的实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。