1.本实用新型属于不锈钢热处理技术领域,具体涉及一种马氏体不锈钢棒材的调质生产线。
背景技术:
2.不锈钢具有优越的耐蚀性、耐热性、耐磨新和强韧性,以及良好的可加工性和外观精美性等特征。广泛应用于航空航天、海洋、化工、军工、能源等方面。不锈钢通常按照组织分类可以则有马氏体不锈钢、奥氏体不锈钢、铁素体不锈钢、奥氏体-铁素体双相不锈钢、沉淀硬化型不锈钢。马氏体不锈钢是以马氏体组织为基体,通过热处理可调整力学性能的不锈钢。热处理工艺通常是马氏体不锈钢加热到高温转变成奥氏体,奥氏体快速冷却转变成马氏体组织,这就是我们所说的淬火。通过淬火可以提高强度和硬度,再通过回火来调质硬度、强度和韧性。
3.马氏体不锈钢热处理方式通常采用台车炉或室式炉通过电、天然气、煤气等方式加热后放入油和淬火液等淬火介质中淬火,然后在放入台车炉或室式炉通过电、天然气、煤气等加热方式回火。
4.现有技术的缺点和不足:
5.1.马氏体不锈钢淬火易炸裂,一般采用油或淬火液冷却介质,但油和淬火液由于安全、环保、成本等问题,很多厂家没有油和淬火液冷却介质。
6.2.小规格材调质采用台车炉或室式炉中加热因规格较小,长度长,在加热过程中弯曲严重导致矫直困难。
7.3.采用电磁感应加热淬火和电磁感应加热回火的方式因加热时间较短,对合金含量高的不锈钢材料无法达到预期的力学性能。
8.因此,需要提供一种针对上述现有技术不足的改进技术方案。
技术实现要素:
9.本实用新型的目的在于提供一种马氏体不锈钢棒材的调质生产线,解决小规格材调质采用台车炉或室式炉中加热因规格较小,长度长,在加热过程中弯曲严重导致矫直困难等问题。
10.为了实现上述目的,本实用新型提供如下技术方案:
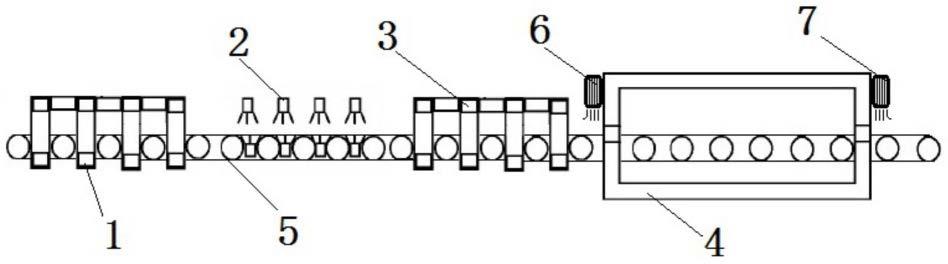
11.一种马氏体不锈钢棒材的调质生产线,所述调质生产线包括输送通道,在所述输送通道上沿输送方向依次设置有淬火感应加热装置、喷淋淬火装置、去应力感应加热装置以及回火加热装置;
12.所述淬火感应加热装置用于对马氏体不锈钢棒材进行淬火前加热;
13.所述喷淋淬火装置用于喷出水,对马氏体不锈钢棒材进行淬火;
14.所述去应力感应加热装置用于对淬火后的马氏体不锈钢棒材进行加热去应力;
15.所述回火加热装置用于对去应力后的马氏体不锈钢棒材进行回火加热。
16.如上所述的调质生产线,优选地,所述输送通道为输送链,所述输送链上设置有多个棒材固定条,棒材固定条的延伸方向垂直于输送方向;
17.所述棒材固定条成对设置,一对所述棒材固定条分别固定在马氏体不锈钢棒材的两端,固定在输送链上的马氏体棒材延伸方向平行于输送方向。
18.如上所述的调质生产线,优选地,所述棒材固定条上沿延伸方向并列设置有多个固定槽,所述固定槽用于将马氏体棒材的一端压紧并固定在所述链条上,在所述棒材固定条的最端部设置有固定通孔。
19.如上所述的调质生产线,优选地,所述输送链的两侧均设置有多个固定孔,所述固定孔为螺纹孔或销钉孔,螺栓或销钉穿过所述棒材固定条两端的固定通孔分别连接在输送链两侧的固定孔中,以将棒材固定条固定在所述输送链条上。
20.如上所述的调质生产线,优选地,所述淬火感应加热装置与去应力感应加热装置为感应加热炉,所述输送链穿过所述感应加热炉;
21.所述回火加热装置为燃气辊底式回火炉,所述输送链穿过所述燃气辊底式回火炉。
22.如上所述的调质生产线,优选地,在所述燃气辊底式回火炉的进口处设置有第一风幕机,所述第一风幕机为电加热风幕机,用于吹出热风;在所述燃气辊底式回火炉的出口处设置有第二风幕机,所述第二风幕机为自然风风幕机,用于吹出自然风;
23.所述第一风幕机与第二风幕机的吹风方向均垂直于输送方向。
24.有益效果:采用电磁感应淬火保证棒材平直度好,水淬环保不炸裂;燃气辊底式回火炉回火钢材能够长时间的碳化物析出,力学性能均匀。为防止电磁感应淬火钢材炸裂,先进行电磁感应低温去应力,低温去应力能够快速消失应力。
附图说明
25.图1为本实用新型实施例中调质生产线的结构示意图;
26.图2为本实用新型实施例中棒材固定条的截面图。
27.图中:1、淬火感应加热装置;2、喷淋淬火装置;3、去应力感应加热装置;4、回火加热装置;5、输送链;6、第一风幕机;7、第二风幕机;8、棒材固定条;81、固定槽;82、固定孔。
具体实施方式
28.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
29.在本实用新型的描述中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型而不是要求本实用新型必须以特定的方位构造和操作,因此不能理解为对本实用新型的限制。本实用新型中使用的术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是直接相连,也可以通过中间部件间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
30.下面将参考附图并结合实施例来详细说明本实用新型。需要说明的是,在不冲突
的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
31.根据本实用新型的具体实施例,如图1-2所示,本实用新型的马氏体不锈钢棒材采用如下的调质方法,本调质方法针对的马氏体不锈钢棒材的直径规格在φ20mm-100mm,马氏体不锈钢棒材的长度规格为3000mm-8000mm;也即本调试方法适用于细长型的马氏体不锈钢棒材。
32.调质方法包括以下步骤:
33.步骤1,采用电磁感应加热方式对马氏体不锈钢棒材进行加热;其中电磁感应加热温度范围在950-1050℃。
34.在现有技术中往往是应用台车炉进行加热,由于规格较小,在加热和淬火过程因为重力的因素、冷却不均匀的因素导致棒材出现严重的弯曲变形,呈现出麻花状、镰刀状弯曲,很难通过矫直机矫直。通过电磁感应加热淬火,棒材受热均匀,冷却均匀,本技术采用的调质方法能够保证棒材不弯曲。
35.步骤2,将加热后的马氏体不锈钢棒材进行淬火,淬火介质为水。用水作为介质,原料更容易获取,而且对环境更友好。
36.在此步骤中,水作为淬火介质成本低和环保,但会使马氏体不锈钢棒材在淬火过程中容易炸裂。这需要通过及时低温去应力来保障棒材淬火不炸裂。
37.步骤3,对马氏体不锈钢棒材进行低温去应力,采用电磁感应方式进行加热,马氏体不锈钢棒材去应力加热温度小于回火温度;低温去应力的加热温度范围控制在500-650℃。
38.在此步骤中,去应力加热的温度要比回火加热的温度低100℃,从而能够避免电磁感应去应力温度偏高,棒材达不到力学性能的要求。
39.步骤4,将去应力后的马氏体棒材送入燃气辊底式回火炉;马氏体不锈钢棒材的回火温度控制在600-750℃。
40.采用燃气辊底式回火炉利用其炉温均匀性满足
±
8℃并能够长时间保温控制碳化物析出确保力学性能均匀。
41.本实用新型提供一种马氏体不锈钢棒材的调质生产线,该调质生产线采用上述调质方法生产马氏体不锈钢棒材,调质生产线包括输送通道,在输送通道上沿输送方向依次设置有淬火感应加热装置、喷淋淬火装置、去应力感应加热装置以及回火加热装置。
42.在本实施例中,输送通道为传送辊,棒材可直接放置在传送辊上。在其他实施例中,输送通道为输送链,输送链上设置有多个棒材固定条,棒材固定条的延伸方向垂直于输送方向;棒材固定条成对设置,一对棒材固定条分别固定在马氏体不锈钢棒材的两端,固定在输送链上的马氏体棒材延伸方向平行于输送方向。
43.棒材固定条上沿延伸方向并列设置有多个固定槽,固定槽用于将马氏体不锈钢棒材的一端压紧并固定在链条上,在棒材固定条的最端部设置有固定通孔。
44.输送链的两侧均设置有多个固定孔,固定孔为螺纹孔或销钉孔,螺栓或销钉穿过棒材固定条两端的固定通孔分别连接在输送链两侧的固定孔中,以将棒材固定条固定在输送链条上。
45.棒材固定条横跨在输送链上,即棒材固定条延伸方向垂直于输送方向,当输送链上的固定孔为螺纹孔时,将两个螺栓穿过穿过棒材固定条两端的固定通孔,然后两个螺栓
分别连接在输送链两侧的固定孔中;使得一对棒材固定条中的固定槽分别压紧一个马氏体棒材的两端,从而将一根马氏体棒材牢牢固定在输送链条上,由于棒材固定条上设置有多个固定槽,使得一对棒材固定条可以对多个马氏体棒材进行固定。多个马氏体棒材的延伸方向平行于输送方向,且多个马氏体棒材并列设置在输送链上。
46.本技术的棒材固定条在对马氏体棒材进行固定的同时,还能限制马氏体棒材的形变,有利于提高马氏体棒材的调质合格率。
47.淬火感应加热装置与去应力感应加热装置为感应加热炉,输送链穿过感应加热炉;回火加热装置为燃气辊底式回火炉,输送链穿过燃气辊底式回火炉。
48.在燃气辊底式回火炉的进口处设置有第一风幕机,第一风幕机为电加热风幕机,用于吹出热风;在燃气辊底式回火炉的出口处设置有第二风幕机,第二风幕机为自然风风幕机,用于吹出自然风;第一风幕机与第二风幕机的吹风方向均垂直于输送方向。
49.在燃气辊底式回火炉的进口与出口设置风幕机,通过风幕机吹出的风流,将燃气辊底式回火炉与外界隔离开来。从而使得燃气辊底式回火炉具有更好的保温效果,使得马氏体棒材得到充分的保温,这也就使得马氏体棒材的组织在燃气辊底式回火炉中能够得到充分的发育,保证马氏体棒材得到较好的调质处理,马氏体棒材具有更好的综合力学性能。
50.该调质生产线在使用时,先通过棒材固体条将多根马氏体棒材并列布置在输送链上,马氏体棒材的延伸方向平行于输送链的输送方向;启动输送链,将马氏体棒材送入到淬火感应加热装置,将棒材加热到950-1050℃(根据棒材材质选择加热温度),感应加热效率高,而且马氏体棒材变形小;然后转动传送链将马氏体棒材送入到喷淋淬火装置中,喷淋淬火装置喷出冷却水,对马氏体棒材进行淬火,由于在淬火过程中,棒材固定条对马氏体棒材进行固定限位,从而能够避免马氏体棒材发生较大的形变。在淬火之后,输送链转动以将马氏体棒材输送至去应力感应加热装置中,去应力感应加热装置对马氏体棒材进行加热去应力,从而避免马氏体棒材发生较大的形变;最后将马氏体棒材传送如回火加热装置中,完成回火工序,从而完成对马氏体棒材的整个调质处理。
51.综上所述,本实用新型提供的马氏体棒材的调整方法的技术方案中,采用电磁感应淬火保证棒材平直度好,水淬环保不炸裂;燃气辊底式回火炉回火钢材能够长时间的碳化物析出,力学性能均匀。为防止电磁感应淬火钢材炸裂,先进行电磁感应低温去应力,低温去应力能够快速消失应力。
52.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均在本实用新型待批权利要求保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。