1.本实用新型涉及一种适用于特殊液体物料(如:树脂粘结剂、含有微小硬颗粒的化工涂料、腐蚀性试剂以及各种粘稠油脂等)连续定量输出的系统,属于特殊液体计量输送技术领域。
背景技术:
2.目前,各种计量泵对液料的连续定量输送都是按体积计量输出的,存在的问题是:许多液态物料在不同的温度下其密度、粘度都有所不同,因而会因为温度的变化导致输出值波动,满足不了连续定量输出精度要求。矢量秤控制体系也只是后置性调控,瞬时输出量的后置调控会导致输出量波动,难以实现稳定的精准定量输出。
3.如在采用连续混砂机配制芯砂的生产中,因为树脂粘结剂的连续加入量不稳导致树脂砂芯质量不稳定,限制了连续混砂机的应用范围。
4.中国专利文献cn 101524738a公开一种树脂定量置换装置,包括调速电机、柱塞泵和置换罐,置换罐内安装有胶囊,置换罐的上端设有伸入胶囊内的进料管,进料管上设有阀门,置换罐上部侧壁上设有注油口,置换罐的侧壁上设有上下两个排油管,排油管上设有阀门,胶囊的底部设有树脂输出口,调速电机通过曲柄与柱塞泵连接,柱塞泵的进油口与液压油箱连接,柱塞泵的出油口与置换罐上的注油口连接。该装置只是克服了粘结剂粘度与输出阻力变化的影响,确保了树脂的等容积置换输出,而没有考虑到树脂的密度也会受温度的影响而变化,当环境温度变化导致树脂的密度变化后树脂输出量就会偏移,因而无法保证树脂输出量稳定,也不能连续精准地控制输出量,无法保证连续混砂加料配比准确可靠。
5.cn111468028a公开一种可实现不间断配料的液体计量投料装置,包括机架,以及设置于机架上且相互连通的储料仓和计量仓,在储料仓上设置有液体计量计,还包括设置于机架上并与计量仓连接的称重计,储料仓的排料口与计量仓的入料口相互连通,在储料仓的排料口设置有第一控制阀,在计量仓的入料口设置有第二控制阀,在计量仓的出料口设置有第三控制阀。该装置能对进入计量仓中的物料的重量进行准确称重,并能对储料仓内的储料情况进行监测,避免在配料过程中因物料不足而被中断,不会影响配料效率。该装置也没有考虑液体的密度变化影响输出量稳定的问题,也不能连续精准地控制输出量。
6.此外,cn1394692公开的粘性液体计量输送的装置,cn205948838u公开的一种液体连续进料系统,同样不能解决液体的密度变化影响输出量稳定的问题。
技术实现要素:
7.本实用新型针对目前特殊液料连续定量输出技术存在的不足,提供一种智能控制的液料连续精准定量输出系统,实现了对液料密度变化的提前调控,达到了连续精准控制输出重量的目的。
8.本实用新型的智能控制的液料连续精准定量输出系统,采用以下技术方案:
9.该系统,包括液料存储罐、注射器、输送支路和输出管路;输送支路设置两套,每套
输送支路均包括称量罐、置换罐、惰性气体管路和液压油管路,置换罐内设置有油腔和液料腔,两套输送支路中置换罐的油腔分别通过管路与注射器内活塞两侧的腔体(无杆腔和有杆腔)连接,两置换罐的液料腔分别通过换向阀连接称量罐与输出管路(实现交替输出);称量罐通过换向阀与液料存储罐连接,称量罐设置有电子秤,惰性气体管路连接液料存储罐和称量罐,液压油管路连接置换罐的油腔;输出管路还通过控制阀(程控截止阀)与液料存储罐连接。
10.所述液料存储罐的底部设置有用于注入液料的液料添加口,上部设置有用于注入惰性气体的惰性气体接口。所述惰性气体接口处连接有调压阀,调压阀为智能比例阀,用于控制液料存储罐内的惰性气体压力。
11.所述液料存储罐设置有调温装置(如电加热管和蒸汽加热套等)和保温层,以使整个系统中的液料温度能保持在适宜范围内。
12.所述称量罐分别通过换向阀与液料存储罐和置换罐的液料腔连接,并与惰性气体管路连接。
13.所述惰性气体管路上设置有换向阀,换向阀分别连接排气嘴、所述称量罐和所述液料存储罐顶部(罐内顶部为充气空间)。换向阀为二位三通换向阀,实现充压排气。
14.所述置换罐包括外壳以及设置在外壳内的软囊,外壳与软囊之间为所述油腔,软囊内为所述液料腔,外壳通过管路与所述伺服注射器内活塞一侧的腔体连接,软囊分别通过换向阀连接所述称量罐和所述输出管路。
15.所述液压油管路上连接有控制阀(球阀)和压力表。
16.所述输出管路通过三通接头和控制阀(程控截止阀)连接至液料存储罐底部,可使液料直接进入输出管路。
17.工作过程中,注射器的活塞往复运动,活塞由伺服电机通过滚珠丝杠驱动,运动速度由电子秤输出信号换算而成,两套输送支路在一定压力的惰性气体保护与助力下交替运行,从而实现了连续定量输出的。当环境温度低时,液料的密度偏低,向称量罐内吸进一定质量的液料时注射器的活塞行程就长,则输出时注射速度就相应快些,伺服电机的转速是由高精度电子秤输出的液料的质量信号换算而成,因而该系统所输出的液料的质量是真实的数据,这是目前其它各种定量泵所不具备的。通过压力表监测液压油的注射输出压力,一旦输出压力超过正常范围,压力表立刻发讯,整套系统就会停止工作。
18.整个系统的运行由plc程序控制器及相应软件控制,以达到智能化精确控制输出量的目的。称量罐下的高精度电子秤可对加料量与出料量准确控制,液料的加入与输出由两个换向阀控制(液料称量换向阀及充排气换向阀)。当液料输出效率w为设定值(w为每秒输出量),注射器活塞往复运动时进出液料的重量m1和m2为设定值时,注射器活塞的往复行程或伺服电机发生的往返转数r1和r2将成为受液料密度影响的变量。伺服电机的往返转速v1与v2则分别是r2与r1的函数。其运行机理是:
19.在注射器按运算速度往复运动过程中,两套输送支路按设定输出值交替完成定量输出。当注射器的伺服电机按设定转速v1启动后,活塞向腔体一侧(无杆腔)移动,液压油注入第一置换罐,其液料腔(软囊)内的液料按设定效率w(每秒输出量)输出,在这同时第二置换罐内的液压油被吸入注射器的腔体另一侧(有杆腔),第二称量罐内的液料在惰性气体的作用下被吸入第二置换罐的液料腔(软囊)内,当第二称量罐减重达到设定值m2时,系统软
件记录这一过程伺服电机发生的转数r1,注射器及各换向阀立即反向,在这换向的同时,输出管路与液料存储罐接通,液料储料罐内的液料在气压作用下,直接向输出管路补尚换向停顿时间内的液料输出量,接通时间与换向停顿时间相当,气压与注射压力相当;
20.根据m2值和伺服电机发生转数r1换算出每转进入第二置换罐液料腔(软囊)内的液料量b,再根据设定效率w换算出相应的电机反转速度v2:v2=w/b;b=m2/r1。
21.当伺服电机以反转速度v2运行到第一称量罐达到减重值m1时换向正转,电机正转速度v1由m1与反转转数r2换算生成,即:a=m1/r2,v1=w/a,a为每转进入第一置换罐液料腔(软囊)内的液料量(电机反转时每转吸入囊中的液料量);在这同时由液料存储罐直接向输出管路补尚换向停顿时间内的液料输出量。
22.本实用新型通过注射器无杆腔和有杆腔交替输出压力,通过对液料的称重以及与液压油的置换,在一定惰性气体压力保护与助力下使两套输送支路交替运行,通过电子秤的高精度称量,实现了控制参数前置,根据控制参数控制整个系统运行。克服了目前各种计量泵连续定量输送液态物料时受粘度与密度变化影响产生不准确的问题,实现了输出质量的绝对值精准控制,这对各种液态物料的连续精准定量配料具有重要意义。
23.此外,该系统适用于各种液态物质的定量连续精准输出,尤其是粘稠、腐蚀性的液料。
附图说明
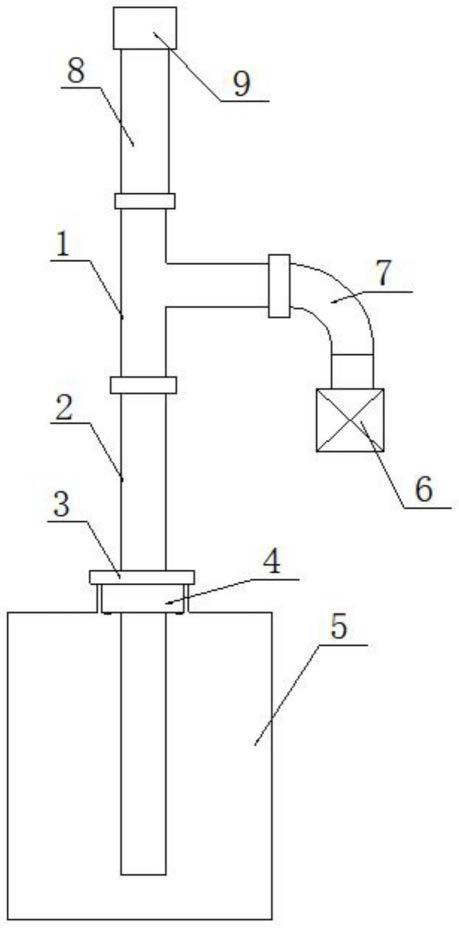
24.图1是本实用新型智能控制的液料连续精准定量输出系统的结构示意图。
25.其中:1.液料存储罐,2.液料添加口,3.惰性气体接口,4.第一电子秤,5.第一称量罐,6.第一液料称量换向阀,7.第一充排气换向阀,8.第一液压油管路,9.第一排气嘴,10.球阀,11.第一电接点压力表,12.三通接头,13.第一置换罐,14.液料输出换向阀,15.三通接头,16.第二液压油管路,17.球阀,18.第二置换罐,19.第二排气嘴,20.第二充排气换向阀,21.第二液料称量换向阀,22.第二称量罐,23.第二电子秤,24.伺服注射器,25.输出管路,26.第二电接点压力表,27.控制阀,28.第一惰性气体管路,29.第二惰性气体管路,30.伺服电机,31.调压阀。
具体实施方式
26.本实用新型的智能控制的液料连续精准定量输出系统,克服了粘稠液体及腐蚀性液体的不利影响,实现了液料连续精准定量输出,可从根本上满足液料连续准确定量加入的问题。
27.如图1所示,本实用新型的系统包括液料存储罐1、伺服注射器24、两套输送支路和输出管路25,每套输送支路包括称量罐、置换罐、惰性气体管路和液压油管路,两套输送支路交替运行。两套称量罐均与液料存储罐1连接,两套输送支路中的置换罐分别与伺服注射器24的无杆腔和有杆腔连接,惰性气体管路连接液料存储罐1和称量罐,液压油管路连接置换罐。两套输送支路均通过液料输出换向阀14与输出管路25连接,实现交替运行。
28.第一称量罐5、第一置换罐13、第一液压油管路8和第一惰性气体管路28构成第一输送支路。
29.第二称量罐22、第二置换罐18、第二液压油管路16和第二惰性气体管路29构成第
二输送支路。
30.液料存储罐1的底部设置有单向的液料添加口2,上部设置有惰性气体接口3,惰性气体接口3处连接有调压阀31。液料添加口2用于向液料存储罐1内注入所需液料。惰性气体接口3用于向液料存储罐1内注入惰性气体(如氮气),为液料提供输送压力。惰性气体是起辅助作用的,一是防止有些液料(如树脂)氧化,二是有利于液料吸入软囊中,还能起到助推作用,降低能耗,减轻传动机构的受力。调压阀31为比例阀,用于控制液料存储罐1内的惰性气体压力。此外,液料存储罐1的外围设置有保温层,进一步可在保温层内设置调温电加热管,以使整个系统中的液料温度能保持在25~30℃,尽量使液料的密度不受温度影响。相应地各部件及连接管均设置保温层。
31.第一称量罐5的底部设置有第一电子秤4,第一称量罐5的顶部设置有进口,进口一方面通过第一液料称量换向阀6分别与液料存储罐1和三通接头12连接,一方面与第一惰性气体管路28连接。
32.第一惰性气体管路28上设置有第一充排气换向阀7,第一充排气换向阀7分别连接第一排气嘴9、第一称量罐5和液料存储罐1。通过第一充排气换向阀7实现充压排气,液料存储罐1和第一称量罐5内的多余惰性气体由第一排气嘴9排出,防止液料喷出。
33.第一置换罐13是在刚性外壳(钢制)内设置耐蚀的软囊,外壳下部与往复式的伺服注射器24的无杆腔连接,外壳上部通过球阀10与第一液压油管路8连接,第一液压油管路8上还连接有第一电接点压力表11。电接点压力表是监控注射输出压力的,一旦输出压力超过正常范围,如出现管路或喷嘴堵塞等情况,压力表立刻发讯,就会停止工作。软囊的上部连接三通接头12,三通接头12再连接第一液料称量换向阀6和液料输出换向阀14。打开球阀10,第一液压油管路8向外壳内输入液压油,液压油进入伺服注射器24的无杆腔内。
34.第二置换罐18与第一置换罐13的结构一样,也是在外壳内设置软囊,其外壳下部与伺服注射器24的有杆腔连接,外壳上部通过球阀17与第二液压油管路16连接,第二液压油管路16上还连接有第二电接点压力表26。软囊的上部连接三通接头15,三通接头15再连接第二液料称量换向阀21和液料输出换向阀14。打开球阀17,第二液压油管路16向外壳内输入液压油,液压油进入伺服注射器24的有杆腔内。
35.两个置换罐用于液压油与液料的置换,软囊用于盛放液料,刚性外壳内在软囊外侧盛放液压油。软囊为高压聚乙烯材料,具有一定耐腐蚀性,因此这种定量置换输出方式可用于一些腐蚀性强的液体。软囊起到液压油与液料之间隔离膜的作用,可以保护注射器。刚性外壳内软囊外与注射器24中装有饱和的液压油做为置换介质。
36.伺服注射器24为现有技术,采用丝杠螺母副移动机构,丝杠伸入其活塞杆的内孔中并与设置于活塞杆内孔中螺母连接,与活塞杆连接的活塞处于伺服注射器24的腔体中,由伺服电机30驱动丝杠转动,带动螺母和活塞杆轴向移动,推动注射器内的活塞移动。伺服注射器24的注射推进速度是吸入液料的重量参数的函数,从而确保了液料输出量的确定性。即伺服电机30的转速是由高精度微型矢量电子秤(第一电子秤4或第二电子秤23)输出的液料的质量信号换算而成(根据活塞行程、丝杠螺距、设定的液料质量之间的关系),因而所输出的液料液料的质量是真实的数据。通过电子秤的高精度称量,实现了控制参数前置,根据控制参数控制整个系统运行。这是目前其它各种定量泵所不具备的,可从根本上满足诸如连续混砂机等设备工作过程中液料连续准确定量加入的问题。
37.第二称量罐22的底部设置有第二电子秤23,第二称量罐22的顶部的进口一方面通过第二液料称量换向阀21分别与液料存储罐1和三通接头15连通,一方面与第二惰性气体管路29连接。
38.第二惰性气体管路29上设置有第二充排气换向阀20,第二充排气换向阀20分别连接第二排气嘴19、第二称量罐22和液料存储罐1。通过第二充排气换向阀20实现充压排气,液料存储罐1和第二称量罐22内的多余惰性气体由第二排气嘴19排出,防止液料喷出。
39.输出管路25上设置有控制阀27,一方面连接液料输出换向阀14,一方面通过控制阀27与液料存储罐1连接。
40.各个二位三通换向阀均为程控换向阀。第一排气嘴9和第二排气嘴19采用蜗旋排气嘴。为使整个系统中的液料温度能保持在25~30℃,各管路及罐体上设置保温层。各处的管路均为耐蚀波纹软管,以充分降低称重误差。
41.所有电动部件均与plc控制器连接,由plc控制器控制整个系统的运行,达到智能化精确控制的目的。通过高精度矢量电子秤,即第一电子秤4和第二电子秤23,对吸入第一称量罐5和第二称量罐22(即进入软囊中的液料)及时称重,当环境温度低时,液料的密度偏低,向称量罐内吸进一定质量的液料时注射器24的活塞行程就长,则输出时注射速度就相应快些。通过plc换算出相应的挤出速度,以达到预期输出值。
42.在液料存储罐1与伺服注射器24的有杆腔及无杆腔之间分别设置一套带有高精度矢量秤的称量罐和液料等量置换罐,通过程控换向阀、耐蚀耐压软管、三通管件汇交到同一输出口,并由一定压力的惰性气体、电接点压力表、液料温度调控电热元件,再配置plc程序控制器,输出量由软件管控计算,构成一套完整的智能化定量输出系统。伺服注射器24在plc程序控制器的控制下往复运动,便可实现特殊液料的连续精准定量输出。
43.上述系统进行液料(液体物料)连续精准定量输出的运行过程如下所述。
44.1.首先通过液料添加口2向液料存储罐1内注入所需液料;通过惰性气体接口3向液料存储罐1内注入惰性气体(氮气),为液料提供输送压力,惰性气体压力由调压阀31控制。打开球阀10通过第一液压油管路8向第一置换罐13的外壳内注入液压油,打开球阀17通过第二液压油管路16向第二置换罐18的外壳内注入液压油,第一置换罐13和第二置换罐18内的液压油分别进入伺服注射器24的无杆腔和有杆腔内,使伺服注射器24的腔体内充满液压油,然后关闭球阀10和球阀17。液压油在伺服注射器24、第一置换罐13和第二置换罐18内的初始状态参见图1(点状填充区域为液压油,短线状填充区域为液料),置换罐中的软囊外及注射器24内为液压油,软囊内为定量输出液料。
45.图1所示状态为系统启动初始状态,伺服注射器24的伺服电机30按满足最佳工况设定的转速带动丝杠推动其内的活塞向无杆腔一侧推进,第一输送支路输出料液,第二输送支路吸入料液。
46.第一输送支路中各阀的状态为:
47.①
第一液料称量换向阀6处于加料位,使第一称量罐5与液料存储罐1连通,第一称量罐5与第一置换罐13的软囊断开,液料存储罐1内的液料在惰性气体压力作用下被压至第一称量罐5内,并由第一电子秤4精确称重;
48.②
第一充排气换向阀7处于溢气位,使第一称量罐5与第一排气嘴9连通,第一惰性气体管路28与液料存储罐1断开,第一称量罐5内的惰性气体排出;
49.③
液料输出换向阀14处于与第一置换罐13的软囊连通位置,使第一置换罐13的软囊与输出管路25连通;第一置换罐13的软囊内液料被液压油挤压,通过输出管路25输出。
50.通过第一液料称量换向阀6、第一充排气换向阀7、三通接头12、液料输出换向阀14的上述状态,实现了第一置换罐13软囊内液料的输出,实现了第一称量罐5内液料的补充,第一称量罐5内挤出的惰性气体由第一排气嘴9排出。
51.第二输送支路中各阀的状态为:
52.①
第二液料称量换向阀21处于出料位,使第二称量罐22与液料存储罐1断开,第二置换罐18的软囊与第二称量罐22连通;
53.②
第二充排气换向阀20处于充气位,使第二惰性气体管路29与液料存储罐1和第二称量罐22连通,第二排气嘴19与第二称量罐22断开,向第二称量罐22内充气;第二称量罐22与第二置换罐18的软囊连通,向第二置换罐18的软囊内充入液料,第二电子秤23监测第二称量罐22内液料的减少量(减重量);
54.③
液料输出换向阀14处于与第二置换罐18断开位置,使第二置换罐18与输出管路25断开;
55.通过第二液料称量换向阀21、第二充排气换向阀20、液料输出换向阀14的上述状态,实现了第二置换罐18的软囊内吸入液料(为下一次输出做好准备),实现了第二称量罐22内液料的排出(为下一次补充做好准备)。
56.2.本实用新型实现了液料输出量的前置控制,伺服注射器24通过调控制伺服电机30的转速来调控液料输出量。伺服电机30的转速是在提前获得吸入置换罐内液料重量与体积的前提下由软件计算生成的。因此可称之为智能控制绝对输出量值,运算控制输出量的具体过程如下所述。
57.将注射器24允许的最大往复行程设为定值l,则伺服电机30的正转数r1和反转数r2为定值,转速则为调节变量;称量罐的容量要大于最大注射容积,可根据液料的常温密度分别计算出相应两个称量罐的容量值与减重值范围,置换罐软囊内液料的设定输出量为称量罐的减重值(在往复循环中,由称量罐吸入置换罐囊中的液料量),软囊最大容量是该值的1.5倍。两个称量罐的液料加满量可以是同一值m,m略大于与对应无杆腔一侧的第一称量罐13的减量m1;对应有杆腔一侧的第二称量罐22的减重值为m2。伺服电机30的正反转数设为定值时,液料输出设定效率w(每秒输出重量),当外部环境因素导致m1和m2变化时,那么伺服电机30的正反转速则相应变换,以保证w不变。
58.伺服电机30按设定注射转速v1启动后,活塞向无杆腔压缩,液压油注入第一置换罐13,第一置换罐13软囊内的液料按液压油注入速度输出,在这同时第二置换罐18内的液压油被吸入注射器24的有杆腔,第二称量罐22内的液料按相应流速被吸入第二置换罐18的软囊内,当第二电子秤23达到一定减重值m2时,注射器24立即反向注射,在伺服电机30换向的同时,程控控制阀27迅速打开并延时补尚换向停顿时间内的液料输出量,各换向阀换向;
59.根据电机转数r1和产生的m2值,换算出每转进入第二置换罐18软囊内的液料量b,再根据设定效率w换算出相应的电机反转速度v2:b=m2/r1,v2=w/b。
60.当伺服电机30以反转速度v2运行到第一电子秤4达到减重值m1时换向正转,在这同时伺服控制阀27打开并延时关闭,各换向阀换向,电机正转速度v1由m1与反转转数r2换算生成,即:a=m1/r2,v1=w/a,a为每转进入第一置换罐13软囊内的液料量。
61.3.当第二电子称2监测到第二称量罐22减重达到m2时,注射器24立即反向注射,活塞向有杆腔一侧推动。当伺服注射器24的伺服电机30反转时,活塞向有杆腔一侧推进,所有的两位三通换向阀同时反向换向。第二置换罐18的软囊内液料被挤出,第一置换罐13软囊内液料得以补充。通断状态与第2步所述相反。
62.4.当伺服注射器24的伺服电机30正转和反转换向时,控制阀27打开,在惰性气体压力作用下液料存储罐1内的液料被压入输出管路25。从而实现伺服电机正反转延时的液料瞬间不足的补充。惰性气体压力由调压阀31伺服控制,跟踪第一电接点压力表11和第二电接点压力表26的工作压力,使气压与伺服注射器24的液压油压力一致,保证输送量的一致。伺服电机30正反转换向完成后,控制阀27关闭。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。