1.本实用新型涉及机加工辅助定位装置领域,尤其涉及一种高精度快速双穴定位工装。
背景技术:
2.随着社会的发展,以及科技的进步,越来越多的机械设备被制造出来,并应用到生产实践中,这些设备的使用给工业的生产带来了极大的便利,同时也为使人们的生活变得更加的便捷。
3.对于轴类零件产品,往往体积不大,但是加工工序较为繁杂;通常需要进行批量化的自动化生产加工,所以转盘类的产品载具或夹具也较为常见;但是对于轴类零件的固定方式,往往需要人工进行上下料的固定与取放。
技术实现要素:
4.本实用新型目的是在于提供一种安全可靠一次性双穴定位,并且快速自动弹出的工装。
5.一种高精度快速双穴定位工装,包括定位基板、定位组件、压紧组件和推进组件;
6.所述定位基板固定在转盘上,用于装配固定定位组件,所述定位组件开设放置槽,用于放置产品;所述压紧组件滑动套设在定位组件上,用于固定夹紧产品,推进组件与压紧组件同水平设置,其输出端的位置与压紧组件对应;
7.进一步的,所述定位组件本体为尼龙定位板,所述放置槽开设在尼龙定位板的上端面,并且尼龙定位板还开设有滑动槽孔和回弹孔;所述滑动槽孔和回弹孔均用于压紧组件装配安装;
8.进一步的,所述压紧组件包括压紧块、顶块、回弹杆和回弹簧;所述回弹杆穿过压紧块伸入回弹孔中,所述回弹簧绕设在回弹杆上,并且其一端抵接回弹孔,一端抵接压紧块;所述顶块设置在压紧块的前侧,用于缓冲推进组件的冲击;
9.进一步的,所述推进组件包括推进气缸和推进板;所述推进板固定在推进气缸的伸缩端,并且推进板设置位置与顶块位置对应安装;
10.本实用新型的有益效果是:
11.采用本实用新型,整体构造简单,通过气缸推进的压紧块实现对双工位双穴的产品进行同步的定位与保护,防止转盘类的加工设备对产品夹装效果的影响;整体上,实现了快速的夹装与取放,减少了时间成本,也进一步缩小生产过程中的人力成本,提高整体的加工效率。
附图说明
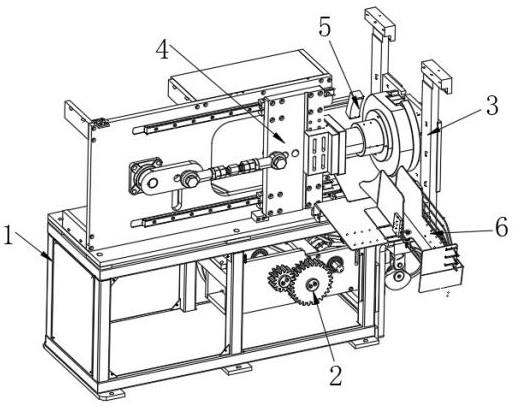
12.图1是本实用新型的整体结构示意图;
13.图2是本实用新型的爆炸结构示意图。
具体实施方式
14.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
15.参考图1-2所示,一种高精度快速双穴定位工装,包括定位基板 1、定位组件2、压紧组件3和推进组件4;
16.所述定位基板1固定在转盘上,用于装配固定定位组件2,所述定位组件2开设放置槽23,用于放置产品5;所述压紧组件3滑动套设在定位组件2上,用于固定夹紧产品5,推进组件4与压紧组件3 同水平设置,其输出端的位置与压紧组件3对应;
17.进一步的,所述定位组件2本体为尼龙定位板21,所述放置槽 23开设在尼龙定位板21的上端面,并且尼龙定位板21还开设有滑动槽孔22和回弹孔24;所述滑动槽孔22和回弹孔24均用于压紧组件3装配安装;
18.进一步的,所述压紧组件3包括压紧块31、顶块32、回弹杆33 和回弹簧34;所述回弹杆33穿过压紧块31伸入回弹孔24中,所述回弹簧34绕设在回弹杆33上,并且其一端抵接回弹孔24,一端抵接压紧块31;所述顶块32设置在压紧块31的前侧,用于缓冲推进组件4的冲击;
19.本实施例中,产品5放置在放置槽23中,外部推进组件4输出动力后,顶板32推进压紧块31,压紧块31通过滑动槽孔22滑套在你空定位板21上,并且通过回弹杆33辅助稳定,这一过程中,回弹簧34被挤压,知道压紧块31的边缘抵接产品5,进行最后的夹紧推紧定位;防止产品产生转动或松动;加工完毕后,推进组件4退回后,由回弹簧34的弹性势能提供动力,完成压紧块31的回弹;确保产品的快速取出。
20.进一步的,所述推进组件4包括推进气缸41和推进板42;所述推进板42固定在推进气缸41的伸缩端,并且推进板42设置位置与顶块32位置对应安装;
21.本实施例中,有推进气缸41进行夹紧的动力输出,通过推进板 42对顶板32进行推力输出;使其夹紧。
22.采用本实用新型,整体构造简单,通过气缸推进的压紧块31实现对双工位双穴的产品进行同步的定位与保护,防止转盘类的加工设备对产品5夹装效果的影响;整体上,实现了快速的夹装与取放,减少了时间成本,也进一步缩小生产过程中的人力成本,提高整体的加工效率。
23.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
技术特征:
1.一种高精度快速双穴定位工装,其特征在于,包括定位基板(1)、定位组件(2)、压紧组件(3)和推进组件(4);所述定位基板(1)固定在转盘上,用于装配固定定位组件(2),所述定位组件(2)开设放置槽(23),用于放置产品(5);所述压紧组件(3)滑动套设在定位组件(2)上,用于固定夹紧产品(5),推进组件(4)与压紧组件(3)同水平设置,其输出端的位置与压紧组件(3)对应。2.根据权利要求1所述的一种高精度快速双穴定位工装,其特征在于,所述定位组件(2)本体为尼龙定位板(21),所述放置槽(23)开设在尼龙定位板(21)的上端面,并且尼龙定位板(21)还开设有滑动槽孔(22)和回弹孔(24);所述滑动槽孔(22)和回弹孔(24)均用于压紧组件(3)装配安装。3.根据权利要求2所述的一种高精度快速双穴定位工装,其特征在于,所述压紧组件(3)包括压紧块(31)、顶块(32)、回弹杆(33)和回弹簧(34);所述回弹杆(33)穿过压紧块(31)伸入回弹孔(24)中,所述回弹簧(34)绕设在回弹杆(33)上,并且其一端抵接回弹孔(24),一端抵接压紧块(31);所述顶块(32)设置在压紧块(31)的前侧,用于缓冲推进组件(4)的冲击。4.根据权利要求3所述的一种高精度快速双穴定位工装,其特征在于,所述推进组件(4)包括推进气缸(41)和推进板(42);所述推进板(42)固定在推进气缸(41)的伸缩端,并且推进板(42) 设置位置与顶块(32)位置对应安装。
技术总结
本实用新型涉及机加工辅助定位装置领域,尤其涉及一种高精度快速双穴定位工装;包括定位基板、定位组件、压紧组件和推进组件;所述定位基板固定在转盘上,用于装配固定定位组件,所述定位组件开设放置槽,用于放置产品;所述压紧组件滑动套设在定位组件上,用于固定夹紧产品,推进组件与压紧组件同水平设置,其输出端的位置与压紧组件对应;采用本实用新型,整体构造简单,通过气缸推进的压紧块实现对双工位双穴的产品进行同步的定位与保护,防止转盘类的加工设备对产品夹装效果的影响;整体上,实现了快速的夹装与取放,减少了时间成本,也进一步缩小生产过程中的人力成本,提高整体的加工效率。加工效率。加工效率。
技术研发人员:欧磊 陈新宇
受保护的技术使用者:苏州多维精密机电有限公司
技术研发日:2021.12.10
技术公布日:2022/8/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。