1.本发明属于管泵阀类产品铸造技术领域,具体涉及一种离心双吸泵的铸造工艺。
背景技术:
2.离心双吸泵作为离心泵的一种重要形式,因其具有扬程高、流量大等特点,在工程中得到广泛应用。这种泵型的叶轮实际上由两个背靠背的叶轮组合而成,从叶轮流出的水流汇入一个蜗壳中。双吸泵具有如下一些特点:它相当于两个相同直径的单吸叶轮同时工作,在同样的叶轮外径下流量可增大一倍;泵壳水平中开,检查和维修方便,同时,双吸泵进出口在同一方向上且垂直于泵轴,利于泵和进出水管的布置与安装;双吸泵的叶轮结构对称,没有轴向力,运行较平稳,在铸造工艺设计过程中呢,特别是针对球铁材质的离心双吸泵进行工艺设计,需要通过设计冒口及冷铁来实现金属液按顺序凝固,从而控制减小或者转移缩孔、缩松等缺陷。
3.目前常规采用木模型或金属模型方案制作相关铸造工艺,一般会将产品法兰面放置于侧面,以方便分型以及组芯过程,但是离心双吸泵类产品较为重要的位置就是法兰面,将法兰置于侧面有以下几方面问题:1、冷铁摆放无法规范摆放;2、需要与产品内腔等大的芯头配重避免悬臂芯倾倒,产品砂铁比较高;3、冒口补缩面积过大,需要较大冒口进行补缩,产品出品率较低;4、模型刻制周期较长;5、对于定制化产品成本过高。
技术实现要素:
4.本发明的目的在于提供一种离心双吸泵的铸造工艺,以解决上述背景技术中提出现有的一种离心双吸泵的铸造工艺在使用过程中,由于一般会将产品法兰面放置于侧面,以方便分型以及组芯过程,但是离心双吸泵类产品较为重要的位置就是法兰面,将法兰置于侧面有以下几方面问题:冷铁摆放无法规范摆放;需要与产品内腔等大的芯头配重避免悬臂芯倾倒,产品砂铁比较高;冒口补缩面积过大,需要较大冒口进行补缩,产品出品率较低;模型刻制周期较长;对于定制化产品成本过高的问题。
5.为实现上述目的,本发明提供如下技术方案:一种离心双吸泵的铸造工艺,包括以下步骤:s1、数模转换:需要使用三维建模软件根据需要的产品二维图纸转换成产品三维数模,再将转换好的三维数模与原产品二维图纸进行1:1视图转换并对比,确认各视图尺寸及形状与原产品图纸完全一致后即完成数模转换并检验合格;s2、设计浇冒系统及冷铁排布:首先分析产品结构,特别注意产品厚大结构及相对重要加工面,将较为重要的加
工面置于工艺下箱,进一步根据铸造工艺设计中冒口设计的基本原则以及同类产品设计经验设置补缩冒口及排气冒口位置,再进一步对冒口无法补缩位置及重要加工位置放置冷铁以控制金属液凝固顺序,再进一步为保证金属液流动稳定选用底注方式,接下来需要使用铸造仿真软件模拟金属液充型及凝固过程,并根据模拟结果调整冒口、冷铁的位置及尺寸,进一步循环模拟及调整过程直至模拟结果满足产品质量要求即完成浇冒系统及冷铁排布;s3、芯包分芯:1、首先需要保证产品及上述中设计好的浇冒系统及冷铁的组合整体轮廓外侧吃砂量需在不小于100mm吃砂量的前提下,按照整体组合轮廓局部厚度调整增加吃砂量以保证芯包整体强度,随即将设计好的实心芯包与组合整体轮廓进行布尔运算得出空心芯包;2、需保证浇注系统中横浇道完全敞开可视保障清砂工作进行时无视线遮挡,即在横浇道与产品铸件底面处进行第一次分芯;需保证型腔内部各处可视保证清砂工作进行时无视线遮挡进行第二次分芯;需保证所分砂芯从正z轴或者y轴方向干涉组合进行第三次分芯;根据3d打印的打印箱尺寸限制需将不符合尺寸限制的砂芯进行第四次分芯;根据单个砂芯重量不得超过安全重量要求进行第五次分芯;根据整体分型过程编排组芯顺序在砂芯上标记砂芯编号;随即完成芯包分芯;s4、砂芯组合:将已完成打印、清砂、施涂、表干、安放冷铁等工序的砂芯按照分芯方案中设计好的顺序进行组装,确认各砂芯间间隙配合合理,再对整体芯包及单独砂芯进行紧固设计;s5、熔炼,浇注:根据产品材质要求,将原料送入熔化炉中熔化呈金属液,再通过加入球化剂、孕育剂及合金进行变质处理后得到符合产品要求的金属液,经浇口杯流入分芯芯包型腔中,直至冒口充满金属液即完成浇注;s6、清砂,检验:待金属液完全凝固,且表面温度适宜时即形成产品铸件,将芯包破坏分离砂芯取出铸件,进行粗清工序去除多余浇冒系统及芯包间隙形成的皮缝,转热处理工序进行退火处理,转抛丸工序去除表面氧化皮等杂质,转精清工序进行细致化表面处理,转检验工序检测铸件的质量,确认所有检测合格后即完成检验工作。
6.优选的,步骤s2中,冷铁的放置位置为,在圆形法兰部分采用合适大小冷铁沿距离法兰外圆20-40mm距离在大于冷铁半径间距做等间距圆周阵列放置排布冷铁位置,其余类似形状规则法兰冷铁排布同样使用等间距排布,非规则形状位置放置法兰根据实际情况放置冷铁。
7.优选的,步骤s2中,选用直浇道:横浇道:内浇道比例为1:(1.2~2):(1.2~2)的开放式浇注系统。
8.优选的,步骤s4中,紧固设计为使用槽钢、方钢、螺杆或者套入砂箱并灌入树脂砂等外力作用保证组合好的芯包不会在金属液冲击及凝固过程中膨胀时发生位移等尺寸偏差。
9.优选的,步骤s5中,原料为生铁、回炉铁、工业下脚料、合金中的一种或多种的组合。
10.优选的,步骤s6中,检验工序包括测量铸件尺寸及外观,同时进行产品铸件的金
相、抗拉、延伸率等理化检测。
11.与现有技术相比,本发明的有益效果是:1、本发明的铸造工艺,采用3d打印砂型工艺,极大降低模型制作周期;将产品倒扣地脚向上放置,浇注系统设计铁液从底部法兰进入型腔保证铁液上升平稳;配合合理放置冷铁控制铁水冷却过程;通过组芯、铁液浇注、铸件清理、铸件检验等多工序控制点保证产品品质,使定制化产品大幅降低生产周期以及生产成本。
附图说明
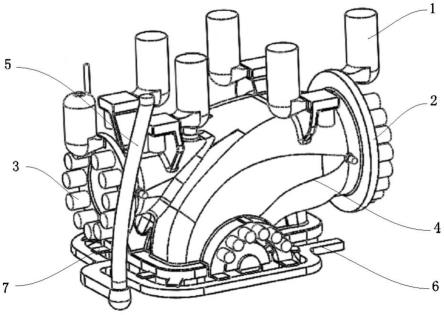
12.图1为本发明的产品铸件、浇冒系统及冷铁整体示意图;图2为本发明的分芯芯包示意图。
13.图中:1、冒口;2、法兰;3、冷铁;4、产品铸件;5、直浇道;6、横浇道;7、内浇道;8、分芯芯包;9、浇口杯。
具体实施方式
14.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
15.实施例一请参阅图1-2,本发明提供一种技术方案:一种离心双吸泵的铸造工艺,包括以下步骤:s1、数模转换:需要使用三维建模软件根据需要的产品二维图纸转换成产品三维数模,再将转换好的三维数模与原产品二维图纸进行1:1视图转换并对比,确认各视图尺寸及形状与原产品图纸完全一致后即完成数模转换并检验合格;s2、设计浇冒系统及冷铁3排布:首先分析产品结构,特别注意产品厚大结构及相对重要加工面,将较为重要的加工面置于工艺下箱,进一步根据铸造工艺设计中冒口1设计的基本原则以及同类产品设计经验设置补缩冒口1及排气冒口1位置,再进一步对冒口1无法补缩位置及重要加工位置放置冷铁3以控制金属液凝固顺序,在圆形法兰2部分采用合适大小冷铁3沿距离法兰2外圆20-40mm距离在大于冷铁3半径间距做等间距圆周阵列放置排布冷铁3位置,其余类似形状规则法兰2冷铁3排布同样使用等间距排布,非规则形状位置放置法兰2根据实际情况放置冷铁3,再进一步为保证金属液流动稳定选用底注方式,选用直浇道5:横浇道6:内浇道7比例为1:(1.2~2):(1.2~2)的开放式浇注系统,接下来需要使用铸造仿真软件模拟金属液充型及凝固过程,并根据模拟结果调整冒口1、冷铁3的位置及尺寸,进一步循环模拟及调整过程直至模拟结果满足产品质量要求即完成浇冒系统及冷铁3排布;s3、芯包分芯:1、首先需要保证产品及上述中设计好的浇冒系统及冷铁3的组合整体轮廓外侧吃砂量需在不小于100mm吃砂量的前提下,按照整体组合轮廓局部厚度调整增加吃砂量以保
证芯包整体强度,随即将设计好的实心芯包与组合整体轮廓进行布尔运算得出空心芯包;2、需保证浇注系统中横浇道6完全敞开可视保障清砂工作进行时无视线遮挡,即在横浇道6与产品铸件4底面处进行第一次分芯;需保证型腔内部各处可视保证清砂工作进行时无视线遮挡进行第二次分芯;需保证所分砂芯从正z轴或者y轴方向干涉组合进行第三次分芯;根据3d打印的打印箱尺寸限制需将不符合尺寸限制的砂芯进行第四次分芯;根据单个砂芯重量不得超过安全重量要求进行第五次分芯;根据整体分型过程编排组芯顺序在砂芯上标记砂芯编号;考虑整体芯包强度及所受金属液浮力、金属液凝固膨胀力等因素影响需对整体芯包及单独砂芯进行紧固设计,避免组合芯包出现局部位移,随即完成芯包分芯;s4、砂芯组合:将已完成打印、清砂、施涂、表干、安放冷铁3等工序的砂芯按照分芯方案中设计好的顺序进行组装,确认各砂芯间间隙配合合理,再对整体芯包及单独砂芯进行紧固设计,使用槽钢、方钢、螺杆或者套入砂箱并灌入树脂砂等外力作用保证组合好的芯包不会在金属液冲击及凝固过程中膨胀时发生位移等尺寸偏差;s5、熔炼,浇注:根据产品材质要求,将生铁、回炉铁、工业下脚料、合金的混合原料送入熔化炉中熔化呈金属液,再通过加入球化剂、孕育剂及合金进行变质处理后得到符合产品要求的金属液,经浇口杯9流入分芯芯包8型腔中,直至冒口1充满金属液即完成浇注;s6、清砂,检验:待金属液完全凝固,且表面温度适宜时即形成产品铸件4,将芯包破坏分离砂芯取出铸件,进行粗清工序去除多余浇冒系统及芯包间隙形成的皮缝,转热处理工序进行退火处理,转抛丸工序去除表面氧化皮等杂质,转精清工序进行细致化表面处理,转检验工序测量铸件尺寸及外观,同时进行产品铸件4的金相、抗拉、延伸率等理化检测,确认所有检测合格后即完成检验工作。
16.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。