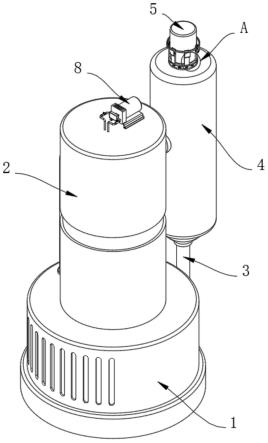
1.本发明属于刷条回收技术领域,尤其涉及一种氧化皮打磨带拆分设备总成。
背景技术:
2.现有的对钢材锈蚀的处理方式中原先的酸洗处理逐步被取代,酸洗的方式对于环境还是有一定的影响,不够环保,取而代之的磨刷打磨的方式更加的环保和方便。
3.专利申请号为201921666907.6的文件中就公开了一种破鳞辊,包括辊芯,辊芯上缠绕有盘绕带;在盘绕带内沿其自身长度方向固定有多根研磨棍;每一根研磨棍从中对折,研磨棍中间对折穿有金属丝;其中盘绕带可形象的称为钢带,研磨棍也可称为磨料丝,金属丝即相当于钢丝,钢带、磨料丝和钢丝连接构成氧化皮打磨带,也简称为刷条。
4.现有的刷条在对锈蚀的钢板进行打磨时,通过破鳞辊高速旋转使得磨料丝与磨刷对象表面接触打磨,磨料丝为易损耗材,在打磨过程中逐步磨损钢带上端外露的磨料丝,磨料丝在磨损至钢带上端大约1cm长时,就不能继续使用了,否则较短的磨料丝在除锈的过程中会使钢带和磨刷对象发生碰触摩擦,不仅无法打磨除锈还会损坏钢带和磨刷对象,此时剩下钢带外露的磨料丝和钢带内部的磨料丝为磨料丝余料段,钢带外露出钢带上端的为外余料段,存留钢带内部的为内余料段;当无法继续进行打磨时,一般会将其取下换上新的刷条继续除锈。刷条在取下后也会进行回收,专利号为cn202011576815.6的发明专利中公开的回收方法是先将刷条一端的钢带两侧翻边拨至平整后抽出钢丝,将钢丝固定到钢丝收卷盘上,而钢带通过多组定型轮带动进给将钢带两侧翻边压至平整并设置有刮料件,最终将钢带收卷回收。
5.此种方式虽然能对刷条实现拆分回收的目的,但由于刷条是缠绕到破鳞辊上的,其弯曲挠度较大,在将刷条从破鳞辊上拆下时刷条无法自然伸直,会具有一定的弯曲弧度。且此种方式采用的是强行抽拉和带动刷条进给,其较大的弯曲挠度会使得刷条产生反向作用力进行抵抗,刷条中的钢带和磨料丝本身也具有一定的刚性,因此对于设备的要求较高;实际生产中用于对钢带进行扩口翻边的多组定型轮也经常发生损坏,无法继续进行扩口翻边,需要停机调整,导致生产效率降低。
技术实现要素:
6.为了解决上述的技术问题,本发明的目的是提供一种氧化皮打磨带拆分设备总成,将刷条绕辊、钢带翻边装置和刷条导引机构进行合理布局,进而迎合刷条的弯曲弧度,以使得刷条在拆分时不会产生较大的反作用力来抵抗拆分,降低了对设备的要求以及大大提高了拆分的效率。
7.为了实现上述的目的,本发明采用了以下的技术方案:一种氧化皮打磨带拆分设备总成,包括工作台,所述工作台下方横向设有刷条绕辊,所述刷条绕辊的前侧部分外伸出工作台的前侧,且刷条绕辊前侧具有用于刷条自下而上进给的刷条上料位置;所述工作台顶面设有挑高座,挑高座上设有用于钢带扩口翻边的
钢带翻边装置,钢带翻边装置内留置有用于钢带行进的扩口通道;所述挑高座前侧还设有用于对刷条导向限位的刷条导引机构,所述刷条导引机构包括上下排布配合的下导向轮和上导向轮,下导向轮和上导向轮错开排布形成倾斜的导引通道;所述扩口通道的高度高于导引通道的高度;所述下导向轮轴心与刷条绕辊的轴心错开排布,且下导向轮、上导向轮的轴心相对于刷条绕辊的轴心依次朝着刷条绕辊的前侧排布,下导向轮、上导向轮和刷条绕辊的轴心位于同一直线上以适配刷条的弯曲弧度;刷条上料位置、导引通道和扩口通道三者之间形成有用于迎合刷条弯曲弧度的进给路线以避免刷条产生反作用力抵抗拆分。
8.在对刷条进行拆分时,刷条会预先套接到刷条绕辊上,然后从上料位置处进给上料,经刷条导引机构的限位导引后通过钢带翻边装置对钢带进行扩口翻边,实现对刷条的拆分。下导向轮、上导向轮和刷条绕辊的轴心位于同一直线上;导向轮和上导向轮的错开可形成倾斜的导引通道,刷条进给时会有一定的弧度,在刷条通过导引通道时可避让刷条的弯曲弧度,而刷条绕辊的轴心与下导向轮的错开排布是为了使得刷条上料位置到导引通道形成的弧度与刷条弯曲的弧度相适配,从而避免刷条受到干涉后产生反作用力进行抵抗,扩口通道的高度高于导引通道的高度也使得刷条上料位置、导引通道和扩口通道三者之间形成的进给路线也适配刷条的弯曲弧度,可避免刷条进入扩口通道内进行扩口翻边时,由于没有适应刷条的弯曲弧度,刷条会产生反作用力抵抗扩口翻边,也会使得刷条整体产生跳动,影响刷条的进给,对整个生产都会产生影响。但由于三者形成的适配刷条弯曲弧度的进给路线,不仅可以使得刷条进给的更加平稳,而且由于刷条不会产生较大的反作用力进行抵抗,使得钢带翻边装置对钢带进行扩口翻边时也会更加的顺畅容易,对设备整体的要求较低。
9.作为优选,所述钢带翻边装置包括上下排布配合的上定型轮和下定型轮,上定型轮和下定型轮之间形成扩口通道;所述上定型轮圆周表面上具有一圈用于压入钢带内部的定型部,定型部上设有用于避让钢丝的避让槽以使得定型部进一步下压至钢带内部,所述避让槽同样环绕定型部一圈设置;下定型轮圆周表面上具有与定型部适配的内缩槽;刷条被带动进给时,定型部可将磨料丝左剩余段、右剩余段和钢带两侧分拨至定型部左右两侧。
10.作为优选,所述定型部的纵截面为楔形,避让槽槽口处形成有外檐,所述外檐的厚度为0.5-1.5mm。
11.定型部的纵截面为楔形,可使得定型部更容易下压进入钢带内,在初步下压时,只需将磨料丝左剩余段和右剩余段分拨至上定型轮左右两侧,此时上定型轮通过定型部进行扩口时,不仅可以使得左剩余段和右剩余段一直处于上定型轮的左右两侧,还可以将钢带两侧也分拨至左右两侧。
12.避让槽的设置可以对钢丝进行避让,使得定型部可进一步下压,下压的过程中又进一步使得左剩余段和右剩余段张开的角度更大,也进一步使得钢带扩口翻边的角度增大,从而更容易将钢带内的磨料丝和钢丝分离出来。而且在后续刷条在持续不断的进给过程中,定型部在将左剩余段和右剩余段分拨至左右的同时,对钢带也进行着扩口翻边的动作,通过一组配合的上定型轮和下定型轮即可完成对刷条的拆分,由此对设备的要求也较低,结构简单,生产操作也十分的方便。
13.作为优选,所述刷条导引机构包括安装在挑高座前侧下端的下导向轮以及可沿挑高座前侧上下移动的上导向轮,所述上导向轮于刷条进给方向上位于下导向轮后侧且上导
向轮和下导向轮两轴心的错开排布以使得上导向轮和下导向轮之间形成倾斜的导引通道。
14.由于刷条具有的弯曲弧度,使得刷条进给的路线不是始终水平或者竖直的,而下导向轮和上导向轮的错开排布形成的倾斜的导引通道使得上导向轮和下导向轮之间配合对刷条进行导向时,不仅不会对弯曲的刷条产生干涉影响,而且还能对刷条起到限位导向,防止刷条在进给过程中的跳脱偏移。
15.作为优选,所述下导向轮于圆周表面设有用于容纳刷条通过的限位槽,上导向轮和下导向轮之间具有两种抵压状态:贴合抵压状态和分离抵压状态;在贴合抵压状态下,置于限位槽内的刷条外露的磨料丝未外伸出限位槽,此时上导向轮圆周面抵压下导向轮圆周面对刷条进行限位导向;在分离抵压状态下,刷条外露的磨料丝外伸出限位槽,此时上导向轮抵压至磨料丝上端1-2cm位置处,以避免刷条跳脱出限位槽。
16.限位槽是用于刷条行进通过,并对其于行进方向上进行左右的限位,上导向轮的上下调节可根据磨料丝磨损程度的不同调节到不同的位置,更适应实际生产的需求。当磨料丝磨损的较多,刷条置于限位槽内,露出钢带的磨料丝不会外伸出限位槽时,此时可将上导向轮圆周面抵压到下导向轮圆周面上,将限位槽的槽口完全封堵,可有效防止刷条的跳脱。当刷条置于限位槽内,露出钢带的磨料丝还外伸出限位槽时,此时可将上导向轮移动至距离磨料丝上端1-2cm处,也可防止刷条跳脱出限位槽,预留的1-2cm间隙是因为外露的磨料丝由于磨损程度不一样,各个位置的磨料丝存在长短不一的情况,因此预留的间隙可容许较长的磨料丝也能顺畅通过,上导向轮不会干涉阻碍刷条的进给。
17.作为优选,所述工作台前侧留置出有用于刷条绕辊连接的容置室,所述刷条绕辊转动连接在容置室内壁上靠近外侧的位置处,以使得刷条绕辊前侧部分外伸出容置室外。
18.容置室可提供刷条绕辊转动的空间,刷条是套接到刷条绕辊上的,当刷条被带动进给时,会带动刷条绕辊进行转动。同时容置室也提供了刷条连接的点位,刷条绕辊在连接到容置室内壁上时,向靠近外侧偏移,使得刷条绕辊前侧的刷条上料位置能够外伸出工作台的前侧,使得工作台不会对刷条进给造成阻碍,同时也可使得该刷条上料位置和导引通道之间形成的弧线可适配刷条的弯曲弧度。
19.作为优选,所述挑高座后侧于扩口通道相对应位置处设有用于将钢带和钢丝分拨开的刷条分拨组件。
20.作为优选,所述刷条分拨组件包括连接在挑高座后侧的分拨挑高座,分拨挑高座上至少设有一根分拨杆。
21.分拨组件可在刷条被拆分后,将钢带和钢丝分拨开来,将二者分别导向不同的位置进行分别收卷。在钢带被扩口翻边后,将钢丝先拉扯出来通过分拨杆的上方,而将钢带从分拨杆的下方通过以实现分别收卷,同时分拨组件中的分拨杆还可对粘附在钢丝上的磨料丝进行刮除,使得分离的更加彻底。
22.作为优选,所述工作台于挑高座后侧还设有用于收集磨料丝的落料收集斜台。
23.落料收集斜台可使得掉落和刮除的磨料丝均从中滑落收集到一起,方便后续集中进行处理。
24.与现有技术相比,本发明的有益效果是:1、上导向轮、下导向轮和刷条绕辊的错开排布以及三者的轴心处于同一直线上,使得上导向轮和下导向轮之间与刷条绕辊前侧的刷条上料位置之间形成有一定的弧度,该
弧度可适配刷条的弯曲弧度;上导向轮和下导向轮之间形成的倾斜的导引通道进一步使得上导向轮不会干涉到刷条的进给;同时上导向轮和下导向轮对刷条的导引提高了刷条上料的稳定性,保障了对刷条的持续拆分。
25.2、扩口通道高于导引通道,使得刷条上料位置、导引通道和扩口通道三者之间形成有用于迎合刷条弯曲弧度的进给路线以避免刷条产生反作用力抵抗拆分,通过此种排布方式可减少刷条在被拆分过程中产生的反作用力大小,使得进给更加稳定顺畅,进而使得钢带被扩口翻边时也不会使刷条产生较大的抖动对刷条的进给产生影响,提高了扩口翻边的效率。
26.3、对刷条弯曲弧度的适配和迎合,使得各部件对于刷条的干涉和影响较小,进而对设备的要求也较低,不会经常发生损坏的情况需要经常更换。
附图说明
27.图1是本发明中刷条回收处理设备整体结构示意图一;图2是本发明中刷条回收处理设备整体结构示意图二;图3是本发明中刷条回收处理设备的后视图;图4是本发明中刷条回收处理设备的侧视图;图5是本发明中钢带扩口机构的整体结构示意图;图6是本发明中钢带扩口机构进行扩口翻边前的结构示意图一;图7是本发明中钢带扩口机构进行扩口翻边时的结构示意图二;图8是本发明中导引机构进行导引前的结构侧视图一;图9是本发明中导引机构进行导引时的结构侧视图二;图10是本发明中导引机构进行导引前的结构前视图一;图11是本发明中导引机构进行导引时的结构前视图二;图12是本发明中刷条被拆分时的状态结构变化示意图;图13是本发明中刷条被拆分时的俯视图。
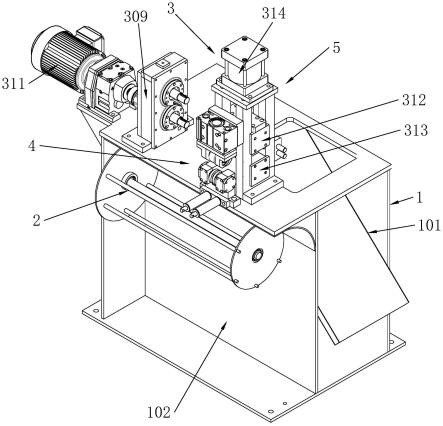
28.附图说明:1、工作台;101、落料收集斜台;102、容置室;2、刷条绕辊;201、刷条上料位置;3、钢带翻边装置;301、扩口通道;302、上定型轮;303、下定型轮;304、定型部;305、避让槽;306、内缩槽;307、外檐;309、齿轮箱;310、万向轴;311、电机;312上支座;313、下支座;314、液压油缸;4、刷条导引机构;401、导引通道;402、下导向轮;403、上导向轮;404、刷条导辊;405、下导引座;406、限位槽;407、上导引座;408、安装座;409、气缸;5、挑高座;6、分拨组件;601、分拨机座;602、分拨杆。
具体实施方式
29.下面结合附图对本发明的具体实施方式做一个详细的说明。
30.本实施例中,具体公开了一种氧化皮打磨带拆分设备总成,如图1-13所示,其具体结构包括工作台1,所述工作台1下方横向设有刷条绕辊2,所述刷条绕辊2的前侧部分外伸出工作台1的前侧,且刷条绕辊2前侧具有用于刷条自下而上进给的刷条上料位置201;所述工作台1顶面设有挑高座5,挑高座5上设有用于钢带扩口翻边的钢带翻边装置3,钢带翻边装置3内留置有用于钢带行进的扩口通道301;所述挑高座5前侧还设有用于对刷条导向限
位的刷条导引机构4,所述刷条导引机构4包括上下排布配合的下导向轮402和上导向轮403,下导向轮402和上导向轮403错开排布形成倾斜的导引通道401;所述扩口通道301的高度高于导引通道401的高度;所述下导向轮402轴心与刷条绕辊2的轴心错开排布,且下导向轮402、上导向轮403的轴心相对于刷条绕辊2的轴心依次朝着刷条绕辊2的前侧排布,下导向轮402、上导向轮403和刷条绕辊2的轴心位于同一直线l1上以适配刷条的弯曲弧度;刷条上料位置201、导引通道401和扩口通道301三者之间形成有用于迎合刷条弯曲弧度的进给路线以避免刷条产生反作用力抵抗拆分。
31.在实际生产中,刷条由于是紧密缠绕到破鳞辊上的,因此在拆卸下来后,仍然会保持原有的缠绕形状,即保持圈环形状,因此在对刷条进行上料时,只需要刷条绕辊2插入圈环之间,使得刷条套接到刷条绕辊2上,刷条绕辊2是布置在工作台1的下方的,工作台1前侧留置出有用于刷条绕辊2连接的容置室102,所述刷条绕辊2转动连接在容置室102内壁上靠近外侧的位置处,以使得刷条绕辊2前侧部分外伸出容置室102外,在对刷条进行拆分处理时,将刷条的一端从刷条绕辊2上牵拉出,然后将刷条一端的焊接段切除,然后向工作台1上方牵拉以便于对刷条进行拆分。
32.在刷条进入钢带扩口机构3内的扩口通道301前,将刷条通入到刷条导引机构4内,以防止刷条在进给过程中的跳动对刷条的拆分产生影响。刷条导引机构4主要由下导向轮402和上导向轮403构成,上导向轮403为光轮,而下导向轮402圆周面上设有限位槽406。下导向轮402转动连接在下导引座405上,下导引座405连接在挑高座5上进行固定;上导向轮403上端则连接有气缸409,气缸409由于是通过安装座408连接到挑高座5上的,且由于安装座408具有一定的厚度,使得上导向轮403和下导向轮402的轴心错开排布,错开的距离d为安装座408的厚度,上导向轮403在刷条进给方向上位于下导向轮402的后侧。
33.错开排布的上导向轮403和下导向轮402之间形成的倾斜的导引通道401可在刷条通过时,顺应刷条的弯曲弧度,不会对刷条产生干涉影响。刷条绕辊2的轴心与上导向轮403和下导向轮402的轴心也是错开排布,且三者的轴心也位于直线l1上,因此从刷条绕辊2上的刷条上料位置201到导引通道401之间具有一定的弧度,可适配刷条的弯曲弧度。
34.在实际生产中,通过气缸409的驱动上导引座407移动进而带动上导向轮403向上移动,然后将刷条的一端从下导向轮402和上导向轮403之间穿过并置于限位槽406内,然后气缸409同样驱动上导引座407下移从而带动上导向轮403移动抵压向下导向轮402,此时下导向轮402和上导向轮403之间形成的导引通道401是倾斜的,以适应刷条的弯曲弧度;刷条在进给扩口翻边时是具有一定的弧度的,而上导向轮403和下导向轮402的错开排布使得上导向轮403可避让刷条的弯曲的弧度,图4和图9中的l为刷条的弯曲弧度,刷条具有一定的弯曲弧度,从而避免刷条产生反向作用力来抵抗导引和扩口。
35.而且由于刷条在实际磨刷的过程中,各个位置处磨损的程度是不一样的,因此剩余的磨料丝外露出钢带的长度也是不一样的,因此在实际对刷条的导引中,需要根据刷条大致外露出的长度调节上导向轮403的位置。当剩余的磨料丝外露的长度较长时,气缸409带动上导向轮403移动至磨料丝上端1-2cm位置处,优选为1cm,既使得具有较长的磨料丝的部分能够通过,不受阻碍,同时也可限制刷条跳脱出导引通道401外,进而影响到后续的扩口翻边;当剩余的磨料丝外露的长度较短时,此时气缸409带动上导向轮403移动抵压至下导向轮402的圆周表面,使得刷条只能在限位槽406内移动进给,更不容易跳脱。
36.同时在刷条导引机构4中的下导引座405的前侧还设有预导引组件,预导引组件由两根刷条导辊404构成,两刷条导辊404水平对称布置在下导引座405的前侧,可增加刷条导引路径的长度,防止刷条在初始进给时有较大的偏移。
37.刷条在通过导引通道401后牵拉至扩口通道301内,扩口通道301是由上下布置的上定型轮302和下定型轮303构成的,上定型轮302和下定型轮303分别转动连接在上支座312和下支座313上,上支座312滑动连接在挑高座5上,下支座313则是配合连接在挑高座5于上支座312下方的位置处,且上支座312通过液压油缸314驱动其上下调节,上定型轮302和下定型轮303分别通过两根万向轴310连接到齿轮箱309上,齿轮箱309通过电机311驱动进而带动两根万向轴310同步转动,也即带动上定型轮302和下定型轮303的同步转动。上定型轮302圆周表面设有定型部304,定型部304上开设有避让槽305,避让槽305的槽口处形成外檐307,外檐307的厚度为0.5-1.5mm之间,优选为1mm,外檐307的厚度越小,越容易抵压进钢带内部;而下定型轮303圆周表面也开设有与定型部304配合对钢带进行扩口的内缩槽306。
38.扩口通道301的高度是高于导引通道401的,从而使得刷条上料位置201、导引通道401和扩口通道301三者之间形成有用于迎合刷条弯曲弧度的进给路线以避免刷条产生反作用力抵抗拆分,进一步减小了设备对于刷条的干涉,可避免刷条产生反作用力来抵抗拆分,通过次排布方式,使得刷条在进给至扩口通道301内时,是处于较为平稳的状态,使得扩口翻边会更加的顺畅稳定。
39.在对刷条进行扩口翻边时,将刷条的一端从导引通道401内牵拉出至内缩槽306内,然后将磨料丝的左剩余段和右剩余段分别向左右两侧拨开以形成带内下压通道,然后液压油缸314驱动上支座312下移,进而带动上定型轮302沿着带内下压通道向下移动,使得左剩余段和右剩余段分别位于上定型轮302的左右两侧,在继续下压的过程中,定型部304下压进入钢带内部,定型部304的纵截面为楔形,内缩槽306则与之适配。在进行上述初步的扩口翻边后,上定型轮302继续向下移动直至钢丝进入避让槽305内,此时定型部304对钢带进一步的扩口翻边,也使得左剩余段和右剩余段向外张开的角度更大,从而使得由此扩口后的钢带、钢丝和磨料丝更容易分离。
40.在定型部304向下移动使得钢丝进入避让槽305后,此时电机311启动带动齿轮箱309运作进而带动万向轴310转动,从而上定型轮302和下定型轮303可同步转动带动刷条进给,二者同步转动可防止打滑的情况产生,也使得刷条的进给更加平稳。刷条在不断进给的过程中,定型部304可持续不断的将左剩余段和右剩余段以及钢带左右两侧分拨至两侧,提高分离的效率,由此对设备的要求也较低,不会出现上定型轮302和下定型轮303经常损坏的情况出现,而且通过一组配合的上定型轮302和下定型轮303即可完成对钢带的扩口翻边,结构更为简单,生产操作也更为方便。
41.在通过扩口翻边后出来的刷条形成分离段,可先将分离段中钢丝抽出然后将钢带和钢丝通入到分拨组件6中,分拨组件6由分拨机座601和分拨杆602构成,分拨杆602的布置方向与刷条进给方向相平行,其中可将钢丝向上抽拉通过分拨杆602上方,将钢带向下牵拉通过分拨杆602的下方,由此对钢丝和钢带进行分别收卷回收,而钢丝抽拉过程中磨料丝会掉落,部分粘附在钢丝上的磨料丝也会在分拨杆602的刮动下实现脱落,掉落的磨料丝均可从工作台1上设有的落料收集斜台101上滑落收集,十分的方便。
42.本说明书中所描述的以上内容仅仅是对本发明所作的举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本发明说明书的内容或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。