1.本发明涉及烟丝加工设备技术领域,尤其是涉及一种基于智能识别技术的铜排链在线清洁装置。
背景技术:
2.切丝机的性能输送装置主要由下铜排链部件、上铜排链部件、传动系统和压实装置等组成。其功能是将输入切丝机的物料,以调定的运动速度通过由上、下排链及机架构成的楔形通道,输送过程中,在上排链气缸的作用下,对物料施以持续和恒定的压力,使物料逐步形成结构紧密的“烟饼”输送至刀门处,以便切丝。切丝宽度由刀辊与送料排链两者的速度来确定。保证切丝宽度恒定、稳定是切丝机的重要指标之一,产品质量要求切丝宽度合格率≥90%。实际生产过程中,烟叶在被压成烟饼时,烟叶中的水分、烟油、表面的香料结合粉尘或碎烟沫形成烟垢,粘附到铜排链的表面,烟垢堆积到铜排链的凹槽中后,会逐渐将凹槽填满,这时候铜排链表面会变光滑,烟饼与铜排链间的摩擦力减小,铜排链在输送烟饼的过程中,导致烟饼打滑,由于切丝宽度由刀辊与铜排链两者的速度来确定,烟饼因打滑造成它的速度低于铜排链的速度,导致切丝宽度变小,甚至会出现“毛细丝”,烟丝宽度合格率大幅下降,严重影响产品质量,同时过程烟叶造碎增加。
3.因此,为保证切丝质量,操作工每天生产结束后或更换卷烟牌号时,使用钢丝刷对铜排链表面进行清洁,清除铜排链凹槽内的烟垢,由于同排量的凹槽多达350个,每次清理时,需要手握钢丝刷,顺着凹槽的方向,反复清理,耗时40分钟,费时费力。烟垢伴随着切丝同步产生,烟垢积聚后,在压力的作用下,烟垢会进入到铜排链的链节间,导致铜排链变形、运转困难,需要每两个月将铜排链拆下、分解,使用溶剂浸泡后,再使用钢丝刷清除烟垢,每次清洗需要8个工时。
技术实现要素:
4.本发明的目的在于解决上述现有技术存在的问题,通过科学布局,完全模仿人工日保、月保工作流程,实现铜排链吹扫、湿润、清扫一体化、智能化。
5.本发明提供一种基于智能识别技术的铜排链在线清洁装置,包括:ai图像处理模块、伺服控制系统和清洁系统;所述伺服控制系统的输入端与所述ai图像处理模块连接,其输出端与所述清洁系统连接。
6.优选地,所述ai图像处理模块包括:操作站和ai图像处理系统,所述操作站与所述ai图像处理系统通过数据线连接、通信。
7.优选地,所述ai图像处理系统包括:
8.训练模块:用于将铜排链进行拍照得到图片,对达到清理标准的图片进行n次拍照并提取n次拍照后得到的图像特征;
9.拍照模块:用于每隔一个时间段对铜排链进行拍照,得到铜排链的图片;
10.比对模块:用于对拍照模块得到的图片进行特征提取并与训练模块得到的多个图
片的图像特征进行比对;
11.清洗模块:若比对后需要对铜排链清理,则发出清洁铜排链的信号到清洁系统进行清洗;
12.停止模块:用于清洗过程中,执行拍照模块和比对模块功能,若比对后不需清理,则发送停止清理信号到清洁系统。
13.优选地,所述训练模块具体用于:将铜排链进行拍照得到图片,对达到清理标准的图片进行n次拍照,拍照角度与铜排链的表面夹角呈多角度,并对得到的多个角度拍的照片提取图像特征;
14.所述比对模块具体用于:对拍照模块得到的图片进行特征提取并与训练模块得到的多个图片的图像特征进行比对,若相似度小于某个阈值,则计数器累计1。
15.优选地,所述清洗模块具体用于:若计数器的累计次数占n次拍照数的百分比大于某个阈值,则发出清洁铜排链的信号到清洁系统进行清洗;
16.所述停止模块具体用于:清洗过程中,执行步骤拍照模块和比对模块的功能,若计数器的累计次数占n次拍照数的百分比低于某个阈值,停止清洗。
17.优选地,所述伺服控制系统包括:铜排链变频器、plc控制系统和伺服控制器;所述铜排链变频器通过控制线与所述操作站连接;所述铜排链变频器通过dp网线与所述plc控制系统连接,所述plc控制系统与所述伺服控制器通过控制线连接;所述伺服控制器通过控制线与所述清洁系统连接。
18.优选地,所述清洁系统包括:驱动机构、执行机构以及阀岛;所述执行机构与所述驱动机构连接,并且在所述驱动机构的带动下运动;所述阀岛的输入端与压空气源连接,所述阀岛的输出端与所述执行机构连接。
19.优选地,所述驱动机构包括:直线电机、第一接近开关和第二接近开关;所述直线电机的长度与铜排链机架的长度一致,其一端与铜排链机架连接,另一端通过所述执行机构连接到铜排链机架的侧面;所述第一接近开关和所述第二接近开关分别安装在所述直线电机定子的两端,用于控制所述直线电机换向。
20.优选地,所述执行机构包括:压空吹扫机构和毛刷清扫机构;所述压空吹扫机构与所述直线电机连接,并且与所述阀岛的第一输出端连接;所述毛刷清扫机构与所述直线电机连接,并且与所述阀岛的第二输出端连接。
21.优选地,还包括雾化浸润机构,所述雾化浸润机构通过铜排链机架安装在所述直线电机靠近地面的一侧,并且与所述阀岛的第三输出端连接。
22.与现有技术相比,本发明的有益效果是:通过ai图像处理模块实时识别铜排链表面烟垢粘附情况、设备运行状态;通过伺服控制系统驱动清洁系统,快速及时地清洁铜排链表面的烟垢,实现了完全模仿人工日保、月保工作流程,实现吹扫、湿润、清扫一体化、智能化。
附图说明
23.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前
提下,还可以根据这些附图获得其他的附图。
24.图1为本发明实施例基于智能识别技术的铜排链在线清洁装置示意图;
25.图2为本发明实施例铜排链在线清洁具体流程图。
26.附图标记说明:
27.1:ai图像处理模块;11:操作站;12:ai图像处理系统;13:数据线;14:操作屏;15:急停按钮;16:状态指示灯;17:图像传感器;
28.2:伺服控制系统;21:铜排链变频器;22:plc控制系统;23:伺服控制器;24:dp网线;
29.3:清洁系统;31:直线电机;32:第一接近开关;33:第二接近开关;34:铜排链机架;35:可调压簧;36:阀岛;37:压空气源;38:压空管;39:自复位气缸;310:清洁毛刷;311:压空喷头;312:超声波雾化喷头;313:电磁阀;314:转子流量计;315:水源。
具体实施方式
30.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.在本发明的描述中,需要理解的是,术语"中心"、"纵向"、"横向"、"长度"、"宽度"、"厚度"、"上"、"下"、"前"、"后"、"左"、"右"、"竖直"、"水平"、"顶"、"底"、"内"、"外"、"顺时针"、"逆时针"等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
32.此外,术语"第一"、"第二"仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有"第一"、"第二"的特征可以明示或者隐含地包括一个或者更多个所述特征。在本发明的描述中,"多个"的含义是两个或两个以上,除非另有明确具体的限定。此外,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
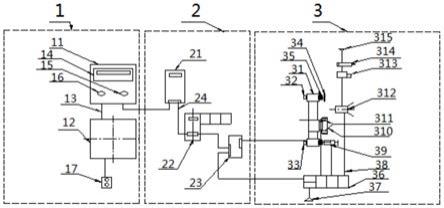
33.如图1所示,本发明提供一种基于智能识别技术的铜排链在线清洁装置,包括:ai图像处理模块1、伺服控制系统2和清洁系统3。伺服控制系统2的输入端与ai图像处理模块1连接,其输出端与清洁系统3连接。本发明通过ai图像处理模块1实时识别铜排链表面烟垢粘附情况、设备运行状态;通过伺服控制系统2驱动清洁系统3,快速及时地清洁铜排链表面的烟垢,完全模仿人工日保、月保工作流程,实现吹扫、湿润、清扫一体化、智能化。
34.在一个更优选的实施例中,ai图像处理模块1包括:操作站11和ai图像处理系统12。操作站11与ai图像处理系统12通过r232数据线13连接和通信。
35.ai图像处理系统12包括:
36.训练模块:用于将铜排链进行拍照得到图片,对达到清理标准的图片进行n次拍照并提取n次拍照后得到的图像特征。训练模块具体用于:将铜排链进行拍照得到图片,对达
到清理标准的图片进行n次拍照,拍照角度与铜排链的表面夹角呈多角度,并对得到的多个角度拍的照片提取图像特征。
37.拍照模块:用于每隔一个时间段对铜排链进行拍照,得到铜排链的图片,采用sick智能图像传感器17每10秒采集一次铜排链表面信息并转化为图片。
38.比对模块:用于对拍照模块得到的图片进行特征提取并与训练模块得到的多个图片的图像特征进行比对。比对模块具体用于:对拍照模块得到的图片进行特征提取并与训练模块得到的多个图片的图像特征进行比对,若相似度小于某个阈值,则计数器累计1。
39.清洗模块:若比对后需要对铜排链清理,则发出清洁铜排链的信号到清洁系统3进行清洗。清洗模块具体用于:若计数器的累计次数占n次拍照数的百分比大于某个阈值,则发出清洁铜排链的信号到所述清洁系统3进行清洗。
40.停止模块:用于清洗过程中,执行拍照模块和比对模块功能,若比对后不需清理,则发送停止清理信号到清洁系统3。停止模块具体用于:清洗过程中,执行步骤拍照模块和比对模块的功能,若计数器的累计次数占n次拍照数的百分比低于某个阈值,停止清洗。
41.图2是本发明实施例铜排链清洗的具体流程图。ai图像处理系统12采用“端到端”图像处理系统,为了达到智能控制的目的,使清洁系统3能自动判断铜排链是否需要清洁,首先训练ai图像处理系统12识图、判断,输出控制信号,控制清洁系统3的运行。ai图像处理系统12原理如下:
42.先进行训练:使用大于500万像素的数码相机,进行拍照,建立图库文件夹1:对达到日保(周保)标准的、无积垢的图片进行拍照,数码相机的镜头与铜排链的表面夹角从10
°
到170
°
,每间隔10
°
(10
°
、20
°
、30
°
、40
°
、50
°
、60
°
、70
°
、80
°
、90
°
、100
°
、110
°
、120
°
、130
°
、140
°
、150
°
、160
°
、170
°
)进行拍照,将这17张照片打上标签1
‑
17,将这一组照片输入到“端到端”图像处理系统,对17张照片提取特征,作为图片样本。
43.同样地,对达到月保标准的图片进行拍照,训练过程与日保相同。将得到的一组照片输入到“端对端”图像处理系统,对17张照片提取特征,作为月保的图片样本。
44.输入图像处理系统:生产开始后,sick智能图像传感器17每10秒采集一次铜排链表面信息并转化为图片,对采集的图片打上标签,带有标签的图片输入“端到端”图像处理系统。
45.识别图片:“端到端”图像处理系统对标签图片进行特征提取,将提取的特征与17张样本进行逐一对比,当sick智能图像传感器17采集的图片特征与17张样本的任何一张图片的相似度小于80%,系统计数器累计1。
46.输出控制清理信号:当sick智能图像传感器17采集的图片与样本图片特征不一致的图片达到14张,也就是在170秒内,有80%以上的图片不合格,此时计数器累计数达到14,ai图像处理系统12输出控制信号,启动清洁系统3。
47.运行清理直到合格:sick智能图像传感器17每10秒采集一张图片,170秒为一个周期,在一个周期内,只要有80%以上的图片不合格,ai图像处理系统12就输出信号,伺服控制系统2带动清洁系统3运行,进行清洁,直至不合格图片数量低于50%。
48.ai图像处理系统12的操作站11的hmi人机交互界面(操作屏14)设定为日保模式、月保模式、手动/自动等模式,操作站11设有急停按钮15,当清洁系统3运行过程中突发异常时,紧急停止清洁系统3;在手动模式时,独立启动清洁系统3,状态指示灯16用于报警提醒。
49.在一个更优选的实施例中,伺服控制系统2包括:铜排链变频器21、plc控制系统22和伺服控制器23。控制程序预先写入到plc控制系统22中。铜排链变频器21通过控制线与操作站11连接,铜排链变频器21通过dp网线24与plc控制系统22连接,plc控制系统22与伺服控制器通过控制线连接,伺服控制器23通过控制线与清洁系统3连接。
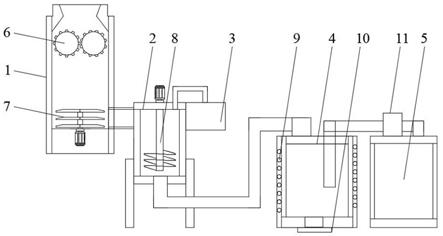
50.在一个更优选的实施例中,清洁系统3包括:驱动机构、执行机构以及阀岛36。执行机构与驱动机构连接,并且在驱动机构的带动下运动。阀岛36的输入端与压空气源37连接,阀岛36的输出端与执行机构连接。阀岛5具有结构紧凑、体积小、安装方便的特点,完全替代分布式电磁阀。采用r232数据线接入网路,可以设置ip地址,阀岛5只需要一路压空气源6输入,实现多组压空输出,可以同时、分组控制多个执行机构。执行机构在驱动机构的带动下能完全模仿人工完成的保养工作,实现铜排链的日保、月保以及拆卸保养工作。
51.驱动机构包括:直线电机31、第一接近开关32和第二接近开关33。直线电机31的长度与铜排链机架34的长度一致,其一端与铜排链机架34连接,另一端通过执行机构连接到铜排链机架34的侧面。第一接近开关32和第二接近开关33分别安装在直线电机31定子的两端,用于控制直线电机31换向。
52.执行机构包括:压空吹扫机构、毛刷清扫机构和雾化浸润机构。压空吹扫机构与直线电机31连接,并且与阀岛36的第一输出端连接;毛刷清扫机构与所述直线电机31连接,并且与阀岛36的第二输出端连接。雾化浸润机构通过铜排链机架34安装在直线电机31靠近地面的一侧,并且与阀岛36的第三输出端连接。铜排链进行日保时,采用压空吹扫 毛刷往复清洁模式;铜排链进行月保和拆卸深度清洁时,采用超声波雾化水浸润 压空吹扫 毛刷往复清洁模式。
53.毛刷清扫机构包括:清洁毛刷310和自复位气缸39,清洁毛刷310的基座与直线电机31连接,自复位气缸39一端与铜排链机架34的侧面连接,另一端与直线电机31连接。清洁毛刷310的毛刷丝采用尼龙610和尼龙1010按照1:2混合组成,耐磨性、高弹性、抗老化达到最优组合。每行毛刷与水平面成45
°
夹角,清洁毛刷310运动方向与铜排链的运动方向垂直,毛刷丝在伺服控制器23的控制下,始终沿着铜排链的凹槽方向,确保日保时清除凹槽内的烟垢、月保时清洁排链缝隙内烟垢。铜排链的运动方向与每行毛刷的运行方向成45
°
夹角,伺服控制器23与铜排链变频器21之间的关联系数为:(l2*v1)
÷
(l1*cos45
°
)(其中l2
‑
铜排链宽度、v1
‑
铜排链的速度、l1
‑
清洁毛刷310的宽度),保证每排毛刷丝始终沿着铜排链的凹槽运动,提高清扫效果。清洁毛刷310的基座优选采用尼龙基座。自复位气缸39控制简单、可靠,只需要一路控制信号,压空进入,气缸伸缩杆回收,当不工作时,在自身复位弹簧的作用下,伸缩杆伸出。
54.压空吹扫机构包括压空喷头311,压空喷头311伸出清洁毛刷310的尼龙基座。压空喷头311伸出清洁毛刷310基座的距离为清洁毛刷310毛刷丝长度的40%
‑
70%。本实施例中,压空喷头311伸出尼龙基座的距离优选为毛刷8毛刷丝长度的50%,不影响毛刷8的清洁。压缩空气通过压空喷头311直接喷吹到铜排链表面,主要作用是吹扫表面的杂物,避免杂物的堆积,减少烟垢产生量。
55.直线电机31带动清洁毛刷310做往复运动,模仿人工拿着毛刷沿着铜排链往复擦拭排链粘附的烟垢。采用直线电机31可以通过伺服控制器23进行调速,当铜排链的速度发生变化后,直线电机31的速度相应的发生变化,确保每排清洁毛刷310始终沿着铜排链的凹
槽方向运动。第一接近开关32和第二接近开关33分别安装在直线电机31定子的两端,当直线电机31的磁性动子运动到一端时,触发该处的接近开关,接近开关发出信号,控制直线电机31换向,磁性动子带动清洁毛刷310反向运动,当磁性动子运动到另一端时,触发另一端的接近开关,直线电机31换向。这样就形成了清洁毛刷310的往复运动。
56.雾化浸润机构包括:超声波雾化喷头312、压空管10、电磁阀313、水源315和转子流量计314。压空管10一端与阀岛5的第三输出端连接,另一端与超声波雾化喷头312连接。电磁阀313一端与水源315连接,另一端与超声波雾化喷头312连接。转子流量计314设置在水源315与电磁阀313之间。玻璃转子流量计314串联到水路管道,通过调整旋钮,调整水流量的大小,通过调整水流量,保证在一定的压空压力作用下,达到最好的雾化效果,避免产生水滴,造成设备故障及产品质量隐患。
57.还包括可调压簧35,可调压簧35的一端与铜排链机架34连接,另一端与直线电机31的定子连接。通过调整可调压簧35的调整螺栓,可以调整可调压簧35的压力大小,确保清洁毛刷310与铜排链间的压力恒定并保持一定的压力,提高清洁效果。
58.超声波雾化喷头312通过铜排链机架34安装在直线电机31的下方,铜排链的上方中间位置,超声波雾化喷头312距离铜排链表面15
‑
20cm,因为超声波雾化喷头312喷出的雾化水的截面积为圆形,铜排链的宽度为40cm,安装一个超声波雾化喷头312可满足要求。借助压缩空气驱动的断流塞使水产生高速震荡而被雾化成细小水滴,2微米的水滴可以直接跨越2米的距离,通过超声波雾化喷头312将雾化的水滴进入到铜排链的缝隙中,可以浸润缝隙中的烟垢,然后再通过清洁毛刷310,清理浸润后的烟垢,达到彻底清理铜排链的目的,完全模仿人工拆卸铜排链的清洁动作。超声波雾化喷头312不会产生大的水滴,不会影响产品质量及设备性能。
59.日保时雾化浸润机构不启动,月保时雾化浸润机构启动,日保、月保执行标准不一样,处理信息也不一样。当清洁毛刷310靠近第一接近开关32时换向,第二接近开关33触发,换向,向回运转;同理,当清洁毛刷靠近第二接近开关33时换向。直线电机31的速度根据伺服控制器输出频率可调,直线电机31带动清洁毛刷310的运动速度为铜排链速度的0.707倍。
60.清洁系统工作时,阀岛5控制压缩空气,使自复位气缸39的拉杆回缩,使清洁毛刷310完全贴紧铜排链,通过调整可调压簧35,保证清洁毛刷310与铜排链间压力恒定。通过转子流量计314调整水量的大小,使水流量与压空的压力相匹配,避免产生水滴。当月保时,plc控制电磁阀313和阀岛5,首先打开压空管10,然后打开电磁阀313,超声波雾化喷头312开始工作,浸润铜排链。
61.本发明的工作原理如下:
62.为了达到智能识图功能,首先训练ai图像处理系统12,并制作两组标准图片:1.人工日保合格的铜排链图片;2.月保合格的铜排链图片。
63.日保(每天生产结束后进行的保养):
64.在ai图像处理系统12的hmi人机交互界面(操作屏14)设定为日保模式。生产开始后,sick智能图像传感器17每170秒的周期内采集17次铜排链表面烟垢信息,采集图像输入ai图像处理模块1,通过与存储的人工日保合格的铜排链图片进行对比、判断、分析,ai图像处理系统12对标签图片进行特征提取,将提取的特征与17张样本进行逐一对比,当sick智
能图像传感器17采集的图片特征与17张样本的任何一张图片的相似度小于80%,系统计数器累计1。当sick智能图像传感器17采集的图片与样本图片特征不一致的图片达到14张,也就是在170秒内,有80%以上的图片不合格,此时计数器累计数达到14,ai图像处理系统12输出控制信号,ai图像处理系统12输出控制信号到伺服控制系统2,同时铜排链变频器21的输出频率、输出电流也输入到伺服控制系统2,plc控制系统22的程序判断、识别设备处于生产状态,当这两个条件满足时,plc控制系统22输出控制信号,控制清洁系统3开始工作。
65.第一步,plc控制系统22通过伺服控制器23控制直线电机31开始往复运动,压空喷头311安装在清洁毛刷310上,随着清洁毛刷310往复运动(这时,毛刷未起作用),压空吹扫、清除铜排链表面粘附的烟片或其他杂物,sick智能图像传感器17同样每170秒采集一次图像、输入ai图像处理系统12,经过3分钟(铜排链运转一圈),当采集的图像达不到日保标准图片时,plc控制系统22输出信号控制阀岛36,自复位气缸39拉杆回缩,清扫毛刷310紧压到铜排链上,这时,伺服控制器23的输出频率与铜排链变频器21的频率关联(系数:(l2*v1)
÷
(l1*cos45
°
)),保证直线电机31携带的清扫毛刷311跟铜排链运动方向的分速度与铜排链运动速度相同,sick智能图像传感器17同样每170秒采集一次图像、输入ai图像处理系统12,直至达到设定要求,清洁装置停止工作,自复位气缸39的拉杆伸出,清洁毛刷311脱离开铜排链。
66.月保(设备在空载情况下,深度保养、清洁,在月底停产期间进行):
67.同样在ai图像处理系统12的hmi人机交互界面(操作屏14)设定为月保模式,控制流程与日保类似,不同点是,在月保时,通过plc控制系统22,首先启动雾化浸润机构,浸润铜排链的表面、缝隙内的烟垢,plc控制系统22通过铜排链变频器21输入频率等参数,确定铜排链运转三圈后,雾化浸润机构停止,铜排链浸润10分钟后(通过操作屏14设定),开始执行日保动作流程流程,直至图像达到月保标准。主要是通过超声波雾化水浸润、清洗清洁铜排链缝隙中的烟垢,通过清洁毛刷311进一步清扫铜排链缝隙中的烟垢。通过月保后,图像若还是不能达到标准,ai图像处理系统12发出提示,需要进行铜排链拆解清晰或检修清洁系统。
68.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。