1.本发明涉及一种点阵式破片智能铺贴平台及控制方法。
背景技术:
2.搭载着有效破坏载荷战斗部是炸弹的重要部分。而在战斗部外侧粘贴大量破片体的破片杀伤战斗部是战斗部的主要类型之一,在主装药的爆炸驱动下,破片体破裂形成破片群,通过高速撞击或引爆的方式毁伤目标,被广泛应用于各种炸弹中。
3.覆盖在战斗部外部破片体具有以下特点:破片体几何特征复杂,其破片铺贴精度将直接影响战斗部炸裂形成破片群的打击精度,对破片铺贴的精度有很高的要求;破片体中包含的破片数量巨大,以保证炸裂破片群的覆盖范围和密度;现阶段主要采用人工粘条方式进行铺贴,工艺复杂,但由于破片规格多、数量大,人工铺贴工作效率低下,多人一天只能完成1-2发破片体铺贴;人工铺贴受操作工铺贴习惯和经验影响,难以保证破片体铺贴一致性,质量控制难度大;此外,人工无法进行破片铺贴质量检测,质量追溯难度大,难以实现对产品质量的精准控制。
4.因此,有必要研发一种能解决上述问题的破片铺贴装置。
技术实现要素:
5.本发明的目的是提供一种点阵式破片智能铺贴平台及控制方法,以解决现有技术中存在的问题。
6.为实现本发明目的而采用的技术方案是这样的,一种点阵式破片智能铺贴平台,包括辅助装置、物料输送装置、物料整理装置、破片铺贴装置、铺贴平台移动装置、点胶装置、第一检测装置、测量装置、第二检测装置、筒体姿态调整装置和控制系统放置电柜。
7.所述辅助装置包括平台外部防护框架和若干透明挡板,平台外部防护框架为矩形框架,若干透明挡板安装在平台外部防护框架上形成透明腔室s。
8.所述透明腔室s内安装有物料输送装置机架、铺贴平台移动装置机架、点胶装置机架、测量检测装置机架和筒体姿态调整装置机架。
9.所述物料输送装置安装在物料输送装置机架上,铺贴平台移动装置固定在铺贴平台移动装置机架上,物料整理装置安装在铺贴平台移动装置上且与物料输送装置对应。
10.所述破片铺贴装置包括铺贴装置基板、铺贴气缸、铰接头、推杆、光电传感器、铺贴头和铺贴头盖板。
11.所述铺贴装置基板固定在铺贴平台移动装置上,铺贴气缸和铺贴头均连接在铺贴装置基板上。
12.所述光电传感器安装在铺贴头内,铺贴头上表面开设有凹槽,铺贴头盖板安装在凹槽的槽口处,铺贴头盖板与凹槽在铺贴头上形成推动破片铺贴的通道,铺贴头盖板设有供破片落入的开口。
13.所述铺贴气缸的输出端通过铰接头与推杆连接,推杆伸入铺贴头上的通道。
14.所述点胶装置包括点胶安装基板、电机集成位移平台底座、电机集成位移平台滑块、点胶基板、胶水存储器、点胶姿态调整块、红外传感器、点胶滑动基板、点胶姿态调整底座、送胶管、点胶针管和点胶头。
15.所述点胶安装基板倾斜设置并固定在点胶装置机架上,电机集成位移平台底座安装在点胶安装基板上,点胶基板通过电机集成位移平台滑块与电机集成位移平台底座滑动连接,滑动方向与点胶安装基板的倾斜方向一致。
16.所述点胶基板在其滑动方向的低位端与点胶滑动基板连接,红外传感器和点胶姿态调整底座均安装在点胶滑动基板上,点胶姿态调整块铰接在点胶滑动基板上,点胶头安装在点胶姿态调整块上并通过送胶管与胶水存储器连接,点胶针管安装在点胶头上。
17.所述第一检测装置和测量装置均安装在测量检测装置机架上,测量装置包括测量摩擦轮、编码器、直线导轨、测量装置基板、压缩弹簧和测量气缸。
18.所述测量装置基板安装在测量检测装置机架上,直线导轨和测量气缸均安装在测量装置基板上,测量气缸的活动方向与直线导轨方向一致。
19.若干所述压缩弹簧连接在两块推板之间,两块推板均滑动连接在直线导轨上,远离测量气缸的一块推板上连接有测量摩擦轮和编码器,编码器位于测量摩擦轮的上方,编码器向下的正投影与测量摩擦轮的中心重合。
20.所述第一检测装置包括均安装在测量检测装置机架上的第二补光灯源、第二摄像头和第三补光灯源,第二补光灯源和第三补光灯源分别位于第二摄像头的下方和上方。
21.所述筒体姿态调整装置包括升降电缸、连接块、旋转电机、减速箱、气滑环、转角气缸、辅助旋转支撑滑轮、筒体安装基板和筒体固定平台。
22.若干所述升降电缸的下端连接在筒体姿态调整装置机架上,上端通过连接块与筒体安装基板连接,若干连接块在筒体安装基板的下表面呈环形间隔布置。
23.所述旋转电机安装在筒体安装基板的下表面,气滑环和辅助旋转支撑滑轮安装在筒体安装基板的上表面,减速箱与旋转电机连接,减速箱的输出轴穿过筒体安装基板并与气滑环连接,筒体固定平台连接在气滑环上,辅助旋转支撑滑轮与筒体固定平台下表面接触,若干转角气缸以气滑环的轴线为中心呈环形间隔布置且均固定在筒体固定平台上。
24.所述控制系统放置电柜位于透明腔室s内,控制系统放置电柜内放置的部件包括plc控制器、电机驱动器和电磁阀控制板。
25.工作时,将筒体竖直放置在所述筒体固定平台上并采用若干转角气缸固定,若干破片通过物料输送装置传入物料整理装置,经整理后的破片落入铺贴头的通道内,若干升降电缸将筒体待安装一层破片的区域调整到与铺贴头以及点胶针管齐平的高度。所述测量摩擦轮在测量气缸的推动下与筒体外壁接触,旋转电机带动筒体旋转一周,测量摩擦轮测量出当前铺贴层的外表面直径,结合破片尺寸得到该层需铺贴破片的数量。所述测量摩擦轮回退,铺贴头和点胶针管移动并靠近筒体外壁,先后进行点胶和铺贴作业,每隔设定的时间转动筒体设定角度,重复点胶和铺贴,当一层的铺贴数量满足计算所得的数量时,升降电缸将筒体待安装另一层破片的区域调整到与铺贴头以及点胶针管齐平的高度,重复铺贴,直到破片铺贴的总数量满足要求。
26.进一步,所述平台外部防护框架固定在平台底座机架上,平台底座机架设置在地面上。
27.所述透明腔室s为长方体腔体,透明腔室s相对的两个竖直侧壁分别记为前侧和后侧。所述透明腔室s的外侧设置有工作梯,工作梯位于透明腔室s的前侧。
28.所述透明腔室s的顶部安装有指示灯,透明腔室s的后侧开设有平台后门,透明腔室s前侧的外壁上设置有物料输送装置调速旋钮、若干物理按键和显示屏操作面板。
29.工作时,使用者踏上所述工作梯向物料输送装置中添料,通过若干物理按键控制整个装置的启动、急停、停止和复位,通过物料输送装置调速旋钮调控物料输送装置的输送速度,通过显示屏操作面板输入工艺参数并显示出各原动件的运动实时参数。当需要对装置进行检修时,使用者通过平台后门进入透明腔室s进行检修。
30.进一步,所述物料输送装置包括送料口、调速电机、同步带轮、同步带、传送带、出料口和安装板。
31.所述安装板安装在物料输送装置机架上,开口朝上的矩形槽固定在安装板上,矩形槽的两端敞口。
32.所述传送带安装在矩形槽内,传送带的驱动轴伸出矩形槽的侧壁并通过同步带与同步带轮连接,同步带轮安装在调速电机的输出轴上,调速电机固定在矩形槽的下表面。
33.所述送料口和出料口均固定在矩形槽上且分别位于矩形槽的两端,送料口位于传送带上方且伸出透明腔室s的前侧。工作时,使用者向所述送料口添料。
34.进一步,所述铺贴平台移动装置包括铺贴平台基板、导轨、滑块、安装块、铺贴平台安装板、丝杠、限位光电传感器和移动电机。
35.所述铺贴平台基板固定在铺贴平台移动装置机架上,相互平行的两根导轨间隔布置在铺贴平台基板上,每根导轨上安装有若干滑块,每个滑块上连接有安装块,铺贴平台安装板固定在若干安装块上。
36.所述移动电机和两个限位光电传感器均固定在铺贴平台基板上,移动电机的输出端与丝杠连接,丝杠位于两根导轨之间且平行于导轨,两个限位光电传感器沿丝杠间隔布置。
37.所述丝杠上旋有螺母,螺母与铺贴平台安装板连接。
38.所述铺贴装置基板固定在铺贴平台安装板上,工作时,移动电机带动铺贴平台安装板沿导轨滑动,带动铺贴头靠近筒体外壁或回退。
39.进一步,所述物料整理装置包括整理装置基板、振动筛、破片收集盘、破片排序轨道、第一光纤传感器、直线轨道、直线振动器、直振基座、第二光纤传感器和曲线轨道。
40.所述整理装置基板固定在铺贴平台安装板上,振动筛和直振基座固定在整理装置基板上,直线振动器安装在直振基座上。
41.所述破片收集盘安装在振动筛上且位于出料口的正下方,破片收集盘为平面朝下的球缺结构。
42.所述破片收集盘的边缘与轨道本体焊接,轨道本体为轴线竖直且开设有中央通孔的圆柱体,破片收集盘与轨道本体的内壁焊接且靠近轨道本体的下端口。
43.所述轨道本体上设置有破片排序轨道,破片排序轨道包括依次连接且呈螺旋上升的第一层轨道s1、第二层轨道s2、第三层轨道s3、第四层轨道s4和第五层轨道s5。
44.所述轨道本体的顶部开设有螺旋状的破片回收槽,破片回收槽的最下端与破片收集盘连通,第一层轨道s1、第二层轨道s2和第三层轨道s3位于轨道本体面向破片收集盘的
内壁上,第四层轨道s4连接在第三层轨道s3与破片回收槽之间,第五层轨道s5位于轨道本体面向破片回收槽的内壁上。
45.待铺贴破片为长方体结构,待铺贴破片的尺寸为a
×b×
c,a>b>c>0,所述第一层轨道s1的下端与破片收集盘连接,第一层轨道s1和第二层轨道s2的螺旋平面宽度等于a,第三层轨道s3上设置有螺旋状的内侧加装挡板,第三层轨道s3的螺旋平面宽度等于b。
46.所述第三层轨道s3与第四层轨道s4的接壤处设置有台阶面且第四层轨道s4高于第三层轨道s3,第四层轨道s4上设置有盖板,盖板与第四层轨道s4底部的间距为b,第五层轨道s5的螺旋平面宽度等于c,第五层轨道s5的上端与螺旋状的输出轨道连接,输出轨道安装在轨道本体顶部。
47.所述输出轨道与直线轨道连接,直线轨道安装在直线振动器上,直线轨道与曲线轨道连接,曲线轨道的出口与铺贴头盖板的开口对应且存在间隙。
48.所述直线轨道上安装有第一光纤传感器和第二光纤传感器,第一光纤传感器靠近输出轨道,第二光纤传感器靠近曲线轨道。
49.工作时,若干所述待铺贴破片经出料口落入破片收集盘,启动振动筛,若干待铺贴破片在破片排序轨道中层层筛选,有序的若干待铺贴破片进入直线轨道,启动直线振动器,有序的若干待铺贴破片经曲线轨道进入铺贴头盖板的通道内,铺贴气缸通过推杆将待铺贴破片推出并铺贴在筒体外壁上,铺贴气缸来回推动,重复铺贴。
50.若干所述待铺贴破片经出料口在破片排序轨道上移动时,位于第二层轨道s2上且摆姿不符合第三层轨道s3宽度要求的待铺贴破片从第二层轨道s2和第三层轨道s3的连接处落入破片收集盘,位于第三层轨道s3上且摆姿高度为a的待铺贴破片在台阶面作用下翻转进入第四层轨道s4或在第四层轨道s4的盖板阻挡下落入破片收集盘,位于第四层轨道s4上且摆姿不符合第五层轨道s5宽度要求的待铺贴破片从第四层轨道s4和第五层轨道s5的连接处落入破片回收槽,破片回收槽中的待铺贴破片回传至破片收集盘。
51.进一步,所述振动筛通过其橡胶脚座的限制圈与整理装置基板固定。
52.进一步,所述平台外部防护框架由铝合金型材制成,透明挡板由透明亚克力板制成.
53.进一步,所述第二检测装置包括均安装在平台外部防护框架上的第一补光灯源和第一摄像头。
54.根据上述的一种点阵式破片智能铺贴平台的控制方法,包括以下步骤:
55.1)将所述平台外接电源及供气装置,使用者在送料口补充待铺贴破片,并在筒体固定平台上安放筒体,打开电源,平台进入自检程序。
56.2)所述物料输送装置将待铺贴破片输送到物料整理装置中进行整理排序,有序的待铺贴破片输送到铺贴头的通道内。
57.3)若干所述升降电缸将筒体待安装一层破片的区域调整到与铺贴头以及点胶针管齐平的高度。
58.4)所述测量摩擦轮在测量气缸的推动下与筒体外壁接触,旋转电机带动筒体旋转一周,测量摩擦轮测量出当前铺贴层的外表面直径,结合破片尺寸得到该层需铺贴破片的数量。所述测量摩擦轮回退,铺贴平台移动装置将铺贴头移动至铺贴位置,将点胶针管移动至点胶位置。
59.5)所述点胶装置先进行点胶作业,每完成一次点胶作业,点胶针管回退,旋转电机驱动筒体固定平台逆时针旋转设定角度,重复点胶作业,当第一点胶位置移动到铺贴头对应位置时,铺贴气缸通过推杆将待铺贴破片推出并铺贴在筒体外壁上,每完成一次点胶作业,铺贴气缸回退,待筒体逆时针旋转设定角度后,重复铺贴作业,直到铺贴气缸的铺贴次数满足步骤4)得到的该层需铺贴破片的数量。
60.6)所述铺贴平台移动装置带动破片铺贴装置和点胶装置退回。
61.7)所述升降电缸将筒体待安装另一层破片的区域调整到与铺贴头以及点胶针管齐平的高度,并重复步骤4)~6),直到破片铺贴层数满足要求。
62.根据上述的一种点阵式破片智能铺贴平台的控制方法,包括以下步骤:
63.1)将所述平台外接电源及供气装置,使用者在送料口补充待铺贴破片,并在筒体固定平台上安放筒体,打开电源,平台进入自检程序。其中,所述筒体的外壁上均匀涂抹有强力压敏胶。
64.2)所述物料输送装置将待铺贴破片输送到物料整理装置中进行整理排序,有序的待铺贴破片输送到铺贴头的通道内。
65.3)若干所述升降电缸将筒体待安装一层破片的区域调整到与铺贴头齐平的高度。
66.4)所述测量摩擦轮在测量气缸的推动下与筒体外壁接触,旋转电机带动筒体旋转一周,测量摩擦轮测量出当前铺贴层的外表面直径,结合破片尺寸得到该层需铺贴破片的数量。所述测量摩擦轮回退,铺贴平台移动装置将铺贴头移动至铺贴位置。
67.5)所述铺贴气缸通过推杆将待铺贴破片推出并铺贴在筒体外壁上,每完成一次铺贴作业,铺贴气缸回退,待筒体逆时针旋转设定角度后,重复铺贴作业,直到铺贴气缸的铺贴次数满足步骤4)得到的该层需铺贴破片的数量。
68.6)所述铺贴平台移动装置带动破片铺贴装置退回。
69.7)所述升降电缸将筒体待安装另一层破片的区域调整到与铺贴头齐平的高度,并重复步骤4)~6),直到破片铺贴层数满足要求。
70.本发明的有益效果在于:
71.1.本发明提出的点阵式破片智能铺贴平台能够实现破片铺贴过程的全自动化,并提供了产品的质量检测功能;
72.2.本发明提出的点阵式破片智能铺贴平台提高了破片铺贴的生产效率,是现有人工铺贴效率的5.8倍;
73.3.本发明提出的点阵式破片智能铺贴平台提高了破片铺贴的生产精度,实现了轴向间隙偏差≤0.05mm,周向间隙偏差≤0.05mm;
74.4.本发明提出的点阵式破片智能铺贴平台操作简便,易于上手,便于操作人员掌握迅速投入生产,为保证炸弹生产效率具有重大意义。
附图说明
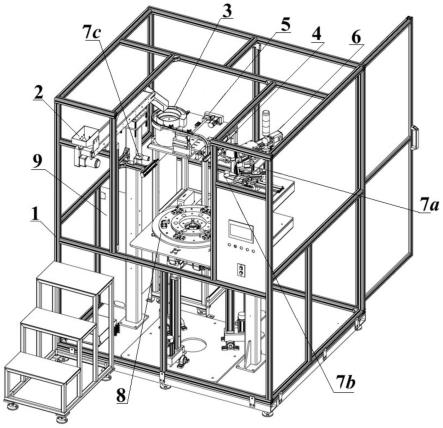
75.图1为本发明平台的示意图;
76.图2为辅助装置的示意图;
77.图3为物料输送装置示意图;
78.图4为物料整理装置示意图;
79.图5为破片铺贴装置示意图;
80.图6为铺贴平台移动装置示意图;
81.图7为点胶装置示意图;
82.图8为第一检测装置和测量装置示意图;
83.图9为筒体姿态调整装置示意图;
84.图10为破片排序轨道中破片运动路径第一示意图;
85.图11为破片排序轨道中破片运动路径第二示意图;
86.图12为实施例2所述方法的流程图;
87.图13为实施例3所述方法的流程图。
88.图中:辅助装置1、平台外部防护框架101、透明挡板102、工作梯103、平台底座机架104、物料输送装置调速旋钮105、物理按键106、显示屏操作面板107、指示灯108、平台后门109、物料输送装置2、送料口201、调速电机202、同步带轮203、同步带204、传送带205、出料口206、安装板207、矩形槽208、物料整理装置3、整理装置基板301、振动筛302、破片收集盘303、破片排序轨道304、第一光纤传感器305、直线轨道306、直线振动器307、直振基座308、第二光纤传感器309、曲线轨道310、破片铺贴装置4、铺贴装置基板401、铺贴气缸402、铰接头403、推杆404、光电传感器405、铺贴头406、铺贴头盖板407、铺贴平台移动装置5、铺贴平台基板501、导轨502、滑块503、安装块504、铺贴平台安装板505、丝杠506、限位光电传感器507、移动电机508、点胶装置6、点胶安装基板601、电机集成位移平台底座602、电机集成位移平台滑块603、点胶基板604、胶水存储器605、点胶姿态调整块606、红外传感器607、点胶滑动基板608、点胶姿态调整底座609、送胶管610、点胶针管611、点胶头612、第一检测装置7a、第二补光灯源701、第二摄像头702、第三补光灯源703、测量装置7b、测量摩擦轮711、编码器712、直线导轨713、测量装置基板714、压缩弹簧715、测量气缸716、第二检测装置7c、筒体姿态调整装置8、升降电缸802、连接块803、旋转电机804、减速箱805、辅助旋转支撑滑轮806、筒体安装基板807、转角气缸808、筒体固定平台809、气滑环810、控制系统放置电柜9、物料输送装置机架110、铺贴平台移动装置机架111、点胶装置机架112、测量检测装置机架113和筒体姿态调整装置机架114。
具体实施方式
89.下面结合实施例对本发明作进一步说明,但不应该理解为本发明上述主题范围仅限于下述实施例。在不脱离本发明上述技术思想的情况下,根据本领域普通技术知识和惯用手段,做出各种替换和变更,均应包括在本发明的保护范围内。
90.实施例1:
91.参见图1,本实施例公开了一种点阵式破片智能铺贴平台,包括辅助装置1、物料输送装置2、物料整理装置3、破片铺贴装置4、铺贴平台移动装置5、点胶装置6、第一检测装置7a、测量装置7b、第二检测装置7c、筒体姿态调整装置8和控制系统放置电柜9。
92.参见图2,所述辅助装置1包括平台外部防护框架101和若干透明挡板102,平台外部防护框架101为矩形框架,若干透明挡板102安装在平台外部防护框架101上形成透明腔室s。平台外部防护框架101由铝合金型材制成,透明挡板102由透明亚克力板制成。
93.参见图2,所述平台外部防护框架101固定在平台底座机架104上,平台底座机架
104设置在地面上。
94.所述透明腔室s为长方体腔体,透明腔室s相对的两个竖直侧壁分别记为前侧和后侧。所述透明腔室s的外侧设置有工作梯103,工作梯103位于透明腔室s的前侧。
95.所述透明腔室s的顶部安装有指示灯108,用于显示平台工作状态,透明腔室s的后侧开设有平台后门109,透明腔室s前侧的外壁上设置有物料输送装置调速旋钮105、若干物理按键106和显示屏操作面板107。
96.使用者可踏上所述工作梯103向物料输送装置2中添料,通过若干物理按键106控制整个装置的启动、急停、停止和复位,具有最高控制优先级便于在紧急状态下对装置进行操作,通过物料输送装置调速旋钮105调控物料输送装置2的输送速度,通过显示屏操作面板107输入工艺参数并显示出各原动件的运动实时参数,并且可以对各原动件的相对位置以及对铺贴数量,间隔,速度等关键工艺参数进行设置和修改,方便平台的使用。当需要对装置进行检修时,使用者通过平台后门109进入透明腔室s进行检修。
97.所述透明腔室s内安装有物料输送装置机架110、铺贴平台移动装置机架111、点胶装置机架112、测量检测装置机架113和筒体姿态调整装置机架114,各机架采用304不锈钢制成。
98.所述物料输送装置2安装在物料输送装置机架110上,铺贴平台移动装置5固定在铺贴平台移动装置机架111上,物料整理装置3安装在铺贴平台移动装置5上且与物料输送装置2对应。
99.参见图3,所述物料输送装置2包括送料口201、调速电机202、同步带轮203、同步带204、传送带205、出料口206和安装板207。送料口201和出料口206设计为漏斗状便于收集破片。
100.所述安装板207安装在物料输送装置机架110上,开口朝上的矩形槽208固定在安装板207上,矩形槽208的两端敞口。
101.所述传送带205安装在矩形槽208内,传送带205的驱动轴伸出矩形槽208的侧壁并通过同步带204与同步带轮203连接,同步带轮203安装在调速电机202的输出轴上,调速电机202固定在矩形槽208的下表面。
102.所述送料口201和出料口206均固定在矩形槽208上且分别位于矩形槽208的两端,送料口201位于传送带205上方且伸出透明腔室s的前侧。使用者可向所述送料口201添料。
103.参见图6,所述铺贴平台移动装置5包括铺贴平台基板501、导轨502、滑块503、安装块504、铺贴平台安装板505、丝杠506、限位光电传感器507和移动电机508。
104.所述铺贴平台基板501固定在铺贴平台移动装置机架111上,相互平行的两根导轨502间隔布置在铺贴平台基板501上,每根导轨502上安装有若干滑块503,每个滑块503上连接有安装块504,铺贴平台安装板505固定在若干安装块504上。
105.所述移动电机508和两个限位光电传感器507均固定在铺贴平台基板501上,移动电机508的输出端与丝杠506连接,丝杠506位于两根导轨502之间且平行于导轨502,两个限位光电传感器507沿丝杠506间隔布置,所述限位光电传感器507对铺贴平台移动装置5移动行程进行限制。
106.所述丝杠506上旋有螺母,螺母与铺贴平台安装板505连接。
107.所述铺贴装置基板401固定在铺贴平台安装板505上,移动电机508可带动铺贴平
台安装板505沿导轨502滑动,带动铺贴头406靠近筒体外壁或回退。
108.参见图4,所述物料整理装置3包括整理装置基板301、振动筛302、破片收集盘303、破片排序轨道304、第一光纤传感器305、直线轨道306、直线振动器307、直振基座308、第二光纤传感器309和曲线轨道310。
109.所述整理装置基板301固定在铺贴平台安装板505上,振动筛302和直振基座308固定在整理装置基板301上,直线振动器307安装在直振基座308上。所述振动筛302通过其橡胶脚座的限制圈与整理装置基板301固定,减少振动筛302振动对机架的影响。
110.所述破片收集盘303安装在振动筛302上且位于出料口206的正下方,破片收集盘303为平面朝下的球缺结构。
111.所述破片收集盘303的边缘与轨道本体焊接,轨道本体为轴线竖直且开设有中央通孔的圆柱体,破片收集盘303与轨道本体的内壁焊接且靠近轨道本体的下端口。
112.所述轨道本体上设置有破片排序轨道304,破片排序轨道304包括依次连接且呈螺旋上升的第一层轨道s1、第二层轨道s2、第三层轨道s3、第四层轨道s4和第五层轨道s5。
113.所述轨道本体的顶部开设有螺旋状的破片回收槽r4,破片回收槽r4的最下端与破片收集盘303连通,第一层轨道s1、第二层轨道s2和第三层轨道s3位于轨道本体面向破片收集盘303的内壁上,第四层轨道s4连接在第三层轨道s3与破片回收槽r4之间,第五层轨道s5位于轨道本体面向破片回收槽r4的内壁上。
114.待铺贴破片为长方体结构,待铺贴破片的尺寸为a
×b×
c,a>b>c>0,所述第一层轨道s1的下端与破片收集盘303连接,第一层轨道s1和第二层轨道s2的螺旋平面宽度等于a,第三层轨道s3上设置有螺旋状的内侧加装挡板,第三层轨道s3的螺旋平面宽度等于b。
115.所述第三层轨道s3与第四层轨道s4的接壤处设置有台阶面,第四层轨道s4上设置有盖板,盖板与第四层轨道s4底部的间距为b,第五层轨道s5的螺旋平面宽度等于c,第五层轨道s5的上端与螺旋状的输出轨道连接,输出轨道安装在轨道本体顶部。
116.所述输出轨道与直线轨道306连接,直线轨道306安装在直线振动器307上,直线轨道306与曲线轨道310连接,曲线轨道310的出口与铺贴头盖板407的开口对应且存在间隙,起到隔振的作用。
117.所述直线轨道306上安装有第一光纤传感器305和第二光纤传感器309,第一光纤传感器305靠近输出轨道,第二光纤传感器309靠近曲线轨道310。
118.当若干所述待铺贴破片经出料口206落入破片收集盘303时,启动振动筛302,若干待铺贴破片在破片排序轨道304中层层筛选,有序的若干待铺贴破片进入直线轨道306,启动直线振动器307,有序的若干待铺贴破片经曲线轨道310进入铺贴头盖板407的通道内,铺贴气缸402通过推杆404将待铺贴破片推出并铺贴在筒体外壁上,铺贴气缸402来回推动,重复铺贴。
119.当所述第一光纤传感器305和第二光纤传感器309均检测到破片时,振动筛302和直线振动器307均正常工作,当第一光纤传感器305未检测到破片时,振动筛302加速抖动,当第二光纤传感器309未检测到破片时,直线振动器307加速振动。
120.参见图10或11,若干所述待铺贴破片经出料口206从f1处落入破片收集盘303,通过振动筛302的振动,在破片收集盘303的破片逐渐受离心运动向外侧移动并进入第一层轨道s1和第二层轨道s2,由于第一层轨道s1和第二层轨道s2的螺旋平面宽度均等于a,大量无
序破片能迅速堆集在第一层轨道s1和第二层轨道s2上并不断上移,经过第二层轨道s2与第三层轨道s3的连接处时,摆姿不符合第三层轨道s3宽度要求的破片从r1处落入破片收集盘303,经过第三层轨道s3与第四层轨道s4的连接处时,摆姿高度大于台阶面高度的破片在台阶面作用下翻转进入第四层轨道s4或在第四层轨道s4的盖板阻挡下从r2处落入破片收集盘303,经过第四层轨道s4与第五层轨道s5的连接处时,摆姿不符合第五层轨道s5宽度要求的破片从第四层轨道s4和第五层轨道s5的连接处r3处落入破片回收槽r4,破片回收槽r4中的待铺贴破片回传至破片收集盘303。
121.参见图5,所述破片铺贴装置4包括铺贴装置基板401、铺贴气缸402、铰接头403、推杆404、光电传感器405、铺贴头406和铺贴头盖板407。
122.所述铺贴装置基板401固定在铺贴平台移动装置5上,铺贴气缸402和铺贴头406均连接在铺贴装置基板401上。
123.所述光电传感器405安装在铺贴头406内,铺贴头406上表面开设有凹槽,铺贴头盖板407安装在凹槽的槽口处,铺贴头盖板407与凹槽在铺贴头406上形成推动破片铺贴的通道,铺贴头盖板407设有供破片落入的开口。所述光电传感器405检测从物料整理装置3曲线轨道310输送的破片是否落入铺贴头406中。所述铺贴头盖板407安装在所述铺贴头406上方起到限制破片铺贴时姿态的作用。
124.所述铺贴气缸402的输出端通过铰接头403与推杆404连接,推杆404伸入铺贴头406上的通道。所述铰接头403保证了气缸执行破片铺贴动作时不受到切向力作用。
125.参见图7,所述点胶装置6包括点胶安装基板601、电机集成位移平台底座602、电机集成位移平台滑块603、点胶基板604、胶水存储器605、点胶姿态调整块606、红外传感器607、点胶滑动基板608、点胶姿态调整底座609、送胶管610、点胶针管611和点胶头612。
126.所述点胶安装基板601倾斜设置并固定在点胶装置机架112上,电机集成位移平台底座602安装在点胶安装基板601上,点胶基板604通过电机集成位移平台滑块603与电机集成位移平台底座602滑动连接,滑动方向与点胶安装基板601的倾斜方向一致。
127.所述点胶基板604在其滑动方向的低位端与点胶滑动基板608连接,所述点胶滑动基板608上有滑槽能够在安装在所述点胶基板604上时调整角度,红外传感器607和点胶姿态调整底座609均安装在点胶滑动基板608上,点胶姿态调整块606铰接在点胶滑动基板608上,点胶头612安装在点胶姿态调整块606上并通过送胶管610与胶水存储器605连接,点胶针管611安装在点胶头612上。所述红外传感器607为非接触测量,用于检测点胶装置6与筒体之间的距离。
128.所述第一检测装置7a和测量装置7b均安装在测量检测装置机架113上,测量装置7b包括测量摩擦轮711、编码器712、直线导轨713、测量装置基板714、压缩弹簧715和测量气缸716。
129.所述测量装置基板714安装在测量检测装置机架113上,直线导轨713和测量气缸716均安装在测量装置基板714上,测量气缸716的活动方向与直线导轨713方向一致。
130.若干所述压缩弹簧715连接在两块推板之间,两块推板均滑动连接在直线导轨713上,远离测量气缸716的一块推板上连接有测量摩擦轮711和编码器712,编码器712位于测量摩擦轮711的上方,编码器712向下的正投影与测量摩擦轮711的中心重合。
131.参见图8,所述第一检测装置7a包括均安装在测量检测装置机架113上的第二补光
灯源701、第二摄像头702和第三补光灯源703,第二补光灯源701和第三补光灯源703分别位于第二摄像头702的下方和上方。所述第二检测装置7c包括均安装在平台外部防护框架101上的第一补光灯源和第一摄像头。所述第一检测装置7a、测量装置7b和第二检测装置7c组成测量检测系统,可对待铺贴破片的筒体进行几何特征测量和质量检测。摄像头选用janpos视觉系统。
132.参见图9,所述筒体姿态调整装置8包括升降电缸802、连接块803、旋转电机804、减速箱805、气滑环810、转角气缸808、辅助旋转支撑滑轮806、筒体安装基板807和筒体固定平台809。
133.若干所述升降电缸802的下端连接在筒体姿态调整装置机架114上,上端通过连接块803与筒体安装基板807连接,若干连接块803在筒体安装基板807的下表面呈环形间隔布置。若干所述升降电缸802可在一定范围内单独升降,进行筒体安装基板807姿态的小幅度调整。
134.所述旋转电机804安装在筒体安装基板807的下表面,气滑环810和辅助旋转支撑滑轮806安装在筒体安装基板807的上表面,减速箱805与旋转电机804连接,减速箱805的输出轴穿过筒体安装基板807并与气滑环810连接,筒体固定平台809连接在气滑环810上,辅助旋转支撑滑轮806与筒体固定平台809下表面接触,若干转角气缸808以气滑环810的轴线为中心呈环形间隔布置且均固定在筒体固定平台809上。
135.所述控制系统放置电柜9位于透明腔室s内,控制系统放置电柜9用于存放大部分控制系统,包括plc控制器、电机驱动器和电磁阀控制板,剩余部分随被控制元件安装在所述辅助装置各机架上,配备了相关的数据线,气管及散热系统,方便了平台调试和故障查找工作,控制系统需要提供220v的外界电压,plc控制器选用汇川plc系统——am402-1608tp。
136.工作时,将筒体竖直放置在所述筒体固定平台809上并采用若干转角气缸808固定,若干破片通过物料输送装置2传入物料整理装置3,经整理后的破片落入铺贴头406的通道内,若干升降电缸802将筒体待安装一层破片的区域调整到与铺贴头406以及点胶针管611齐平的高度。所述测量摩擦轮711在测量气缸716的推动下与筒体外壁接触,旋转电机804带动筒体旋转一周,测量摩擦轮711测量出当前铺贴层的外表面直径,结合破片尺寸得到该层需铺贴破片的数量。所述测量摩擦轮711回退,铺贴头406和点胶针管611移动并靠近筒体外壁,先后进行点胶和铺贴作业,每隔设定的时间转动筒体设定角度,重复点胶和铺贴,当一层的铺贴数量满足计算所得的数量时,升降电缸802将筒体待安装另一层破片的区域调整到与铺贴头406以及点胶针管611齐平的高度,重复铺贴,直到破片铺贴的总数量满足要求。
137.本实施例提出了一种自动化、智能化、高品质化的点阵式破片智能铺贴平台,操作人员可以通过其实现战斗部破片铺贴全过程的自动化以及铺贴完成后的质量检测功能,大幅度提高破片铺贴的效率及精度。
138.实施例2:
139.参见图12,本实施例公开了实施例1所述的一种点阵式破片智能铺贴平台的控制方法,包括以下步骤:
140.1)将所述平台外接电源及供气装置,使用者在送料口201补充待铺贴破片,并在筒体固定平台809上安放筒体,打开电源,平台进入自检程序。
141.2)系统程序判断各个原动件是否正常,如不正常则信号灯亮红灯、显示屏显示相应的错误信息待人工检查;判断各个原动件是否处于初始位置,如非初始位置,则自动回到初始位置待命;
142.3)信号灯变绿,所述物料输送装置2将待铺贴破片输送到物料整理装置3中进行整理排序,有序的待铺贴破片输送到铺贴头406的通道内。
143.4)在显示屏上调整铺贴关键参数,或直接按照预设参数运行,点击启动按钮,若干所述升降电缸802将筒体待安装一层破片的区域调整到与铺贴头406以及点胶针管611齐平的高度,铺贴平台移动装置和点胶装置从初始位置移动至待机位置。
144.5)所述测量摩擦轮711在测量气缸716的推动下与筒体外壁接触,旋转电机804带动筒体旋转一周,测量摩擦轮711测量出当前铺贴层的外表面直径,结合破片尺寸得到该层需铺贴破片的数量。所述测量摩擦轮711回退,铺贴平台移动装置5将铺贴头406移动至铺贴位置,将点胶针管611移动至点胶位置。
145.6)所述点胶装置6先进行点胶作业,每完成一次点胶作业,点胶针管611回退,旋转电机804驱动筒体固定平台809逆时针旋转设定角度,重复点胶作业,当第一点胶位置移动到铺贴头406对应位置时,铺贴气缸402通过推杆404将待铺贴破片推出并铺贴在筒体外壁上,每完成一次点胶作业,铺贴气缸402回退,待筒体逆时针旋转设定角度后,重复铺贴作业,直到铺贴气缸402的铺贴次数满足步骤4)得到的该层需铺贴破片的数量,同时显示屏根据气缸动作次数显示本层破片己铺贴个数。每次进行铺贴后,系统程序判断已铺贴数量和测量计算所得数量是否相等,如不相等则继续进行铺贴;如相等则表明该层破片已铺贴完成,铺贴装置从铺贴位置移动至待机位置,点胶装置从点胶位置移动至待机位置,显示屏上当前破片已铺贴数清零,己铺贴层数加一;
146.7)所述铺贴平台移动装置5带动破片铺贴装置4和点胶装置6退回。
147.8)所述升降电缸802将筒体待安装另一层破片的区域调整到与铺贴头406以及点胶针管611齐平的高度,并重复步骤4)~6),直到破片铺贴层数满足要求。每层铺贴完成后,系统程序判断已铺贴层数和设定铺贴层数是否相等,如不相等则平台电缸作用使筒体安装平台下降,铺贴装置与下一层铺贴位置高度平齐,铺贴装置从待机位置移动至铺贴位置,点胶装置从待机位置移动至点胶位置,点胶装置、铺贴气缸和平台旋转电机相互配合继续铺贴任务;如相等则表明铺贴结束,铺贴平台移动装置、点胶装置及简体姿态调整装置均回到初始位置,信号灯变为黄色,使用测量检测装置的摄像头对产品进行拍照,为产品质量追溯保留原始数据。
148.实施例3:
149.参见图13,本实施例公开了实施例1所述的一种点阵式破片智能铺贴平台的控制方法,包括以下步骤:
150.1)将所述平台外接电源及供气装置,使用者在送料口201补充待铺贴破片,并在筒体固定平台809上安放筒体,打开电源,平台进入自检程序。其中,所述筒体的外壁上均匀涂抹有强力压敏胶。
151.2)系统程序判断各个原动件是否正常,如不正常则信号灯亮红灯、显示屏显示相应的错误信息待人工检查;判断各个原动件是否处于初始位置,如非初始位置,则自动回到初始位置待命;
152.3)信号灯变绿,所述物料输送装置2将待铺贴破片输送到物料整理装置3中进行整理排序,有序的待铺贴破片输送到铺贴头406的通道内。
153.4)在显示屏上调整铺贴关键参数,或直接按照预设参数运行,点击启动按钮,若干所述升降电缸802将筒体待安装一层破片的区域调整到与铺贴头406齐平的高度。
154.5)所述测量摩擦轮711在测量气缸716的推动下与筒体外壁接触,旋转电机804带动筒体旋转一周,测量摩擦轮711测量出当前铺贴层的外表面直径,结合破片尺寸得到该层需铺贴破片的数量。所述测量摩擦轮711回退,铺贴平台移动装置5将铺贴头406移动至铺贴位置。
155.6)所述铺贴气缸402通过推杆404将待铺贴破片推出并铺贴在筒体外壁上,每完成一次铺贴作业,铺贴气缸402回退,待筒体逆时针旋转设定角度后,重复铺贴作业,直到铺贴气缸402的铺贴次数满足步骤4)得到的该层需铺贴破片的数量。同时显示屏根据气缸动作次数显示本层破片己铺贴个数。每次进行铺贴后,系统程序判断已铺贴数量和测量计算所得数量是否相等,如不相等则继续进行铺贴;如相等则表明该层破片已铺贴完成,铺贴装置从铺贴位置移动至待机位置,显示屏上当前破片已铺贴数清零,己铺贴层数加一
156.7)所述铺贴平台移动装置5带动破片铺贴装置4退回。
157.8)所述升降电缸802将筒体待安装另一层破片的区域调整到与铺贴头406齐平的高度,并重复步骤4)~6),直到破片铺贴层数满足要求。每层铺贴完成后,系统程序判断已铺贴层数和设定铺贴层数是否相等,如不相等则平台电缸作用使筒体安装平台下降,铺贴装置与下一层铺贴位置高度平齐,铺贴装置从待机位置移动至铺贴位置,铺贴气缸和平台旋转电机相互配合继续铺贴任务;如相等则表明铺贴结束,铺贴平台移动装置及简体姿态调整装置均回到初始位置,信号灯变为黄色,使用测量检测装置的摄像头对产品进行拍照,为产品质量追溯保留原始数据。
158.实施例4:
159.参见图1,本实施例公开了一种点阵式破片智能铺贴平台,包括辅助装置1、物料输送装置2、物料整理装置3、破片铺贴装置4、铺贴平台移动装置5、点胶装置6、第一检测装置7a、测量装置7b、第二检测装置7c、筒体姿态调整装置8和控制系统放置电柜9。
160.参见图2,所述辅助装置1包括平台外部防护框架101和若干透明挡板102,平台外部防护框架101为矩形框架,若干透明挡板102安装在平台外部防护框架101上形成透明腔室s。
161.所述透明腔室s内安装有物料输送装置机架110、铺贴平台移动装置机架111、点胶装置机架112、测量检测装置机架113和筒体姿态调整装置机架114。
162.所述物料输送装置2安装在物料输送装置机架110上,铺贴平台移动装置5固定在铺贴平台移动装置机架111上,物料整理装置3安装在铺贴平台移动装置5上且与物料输送装置2对应。
163.参见图5,所述破片铺贴装置4包括铺贴装置基板401、铺贴气缸402、铰接头403、推杆404、光电传感器405、铺贴头406和铺贴头盖板407。
164.所述铺贴装置基板401固定在铺贴平台移动装置5上,铺贴气缸402和铺贴头406均连接在铺贴装置基板401上。
165.所述光电传感器405安装在铺贴头406内,铺贴头406上表面开设有凹槽,铺贴头盖
板407安装在凹槽的槽口处,铺贴头盖板407与凹槽在铺贴头406上形成推动破片铺贴的通道,铺贴头盖板407设有供破片落入的开口。
166.所述铺贴气缸402的输出端通过铰接头403与推杆404连接,推杆404伸入铺贴头406上的通道。
167.参见图7,所述点胶装置6包括点胶安装基板601、电机集成位移平台底座602、电机集成位移平台滑块603、点胶基板604、胶水存储器605、点胶姿态调整块606、红外传感器607、点胶滑动基板608、点胶姿态调整底座609、送胶管610、点胶针管611和点胶头612。
168.所述点胶安装基板601倾斜设置并固定在点胶装置机架112上,电机集成位移平台底座602安装在点胶安装基板601上,点胶基板604通过电机集成位移平台滑块603与电机集成位移平台底座602滑动连接,滑动方向与点胶安装基板601的倾斜方向一致。
169.所述点胶基板604在其滑动方向的低位端与点胶滑动基板608连接,红外传感器607和点胶姿态调整底座609均安装在点胶滑动基板608上,点胶姿态调整块606铰接在点胶滑动基板608上,点胶头612安装在点胶姿态调整块606上并通过送胶管610与胶水存储器605连接,点胶针管611安装在点胶头612上。
170.所述第一检测装置7a和测量装置7b均安装在测量检测装置机架113上,测量装置7b包括测量摩擦轮711、编码器712、直线导轨713、测量装置基板714、压缩弹簧715和测量气缸716。
171.所述测量装置基板714安装在测量检测装置机架113上,直线导轨713和测量气缸716均安装在测量装置基板714上,测量气缸716的活动方向与直线导轨713方向一致。
172.若干所述压缩弹簧715连接在两块推板之间,两块推板均滑动连接在直线导轨713上,远离测量气缸716的一块推板上连接有测量摩擦轮711和编码器712,编码器712位于测量摩擦轮711的上方,编码器712向下的正投影与测量摩擦轮711的中心重合。
173.参见图8,所述第一检测装置7a包括均安装在测量检测装置机架113上的第二补光灯源701、第二摄像头702和第三补光灯源703,第二补光灯源701和第三补光灯源703分别位于第二摄像头702的下方和上方。
174.参见图9,所述筒体姿态调整装置8包括升降电缸802、连接块803、旋转电机804、减速箱805、气滑环810、转角气缸808、辅助旋转支撑滑轮806、筒体安装基板807和筒体固定平台809。
175.若干所述升降电缸802的下端连接在筒体姿态调整装置机架114上,上端通过连接块803与筒体安装基板807连接,若干连接块803在筒体安装基板807的下表面呈环形间隔布置。
176.所述旋转电机804安装在筒体安装基板807的下表面,气滑环810和辅助旋转支撑滑轮806安装在筒体安装基板807的上表面,减速箱805与旋转电机804连接,减速箱805的输出轴穿过筒体安装基板807并与气滑环810连接,筒体固定平台809连接在气滑环810上,辅助旋转支撑滑轮806与筒体固定平台809下表面接触,若干转角气缸808以气滑环810的轴线为中心呈环形间隔布置且均固定在筒体固定平台809上。
177.所述控制系统放置电柜9位于透明腔室s内,控制系统放置电柜9内放置的部件包括plc控制器、电机驱动器和电磁阀控制板。
178.工作时,将筒体竖直放置在所述筒体固定平台809上并采用若干转角气缸808固
定,若干破片通过物料输送装置2传入物料整理装置3,经整理后的破片落入铺贴头406的通道内,若干升降电缸802将筒体待安装一层破片的区域调整到与铺贴头406以及点胶针管611齐平的高度。所述测量摩擦轮711在测量气缸716的推动下与筒体外壁接触,旋转电机804带动筒体旋转一周,测量摩擦轮711测量出当前铺贴层的外表面直径,结合破片尺寸得到该层需铺贴破片的数量。所述测量摩擦轮711回退,铺贴头406和点胶针管611移动并靠近筒体外壁,先后进行点胶和铺贴作业,每隔设定的时间转动筒体设定角度,重复点胶和铺贴,当一层的铺贴数量满足计算所得的数量时,升降电缸802将筒体待安装另一层破片的区域调整到与铺贴头406以及点胶针管611齐平的高度,重复铺贴,直到破片铺贴的总数量满足要求。
179.实施例5:
180.本实施例主要结构同实施例4,进一步,参见图2,所述平台外部防护框架101固定在平台底座机架104上,平台底座机架104设置在地面上。
181.所述透明腔室s为长方体腔体,透明腔室s相对的两个竖直侧壁分别记为前侧和后侧。所述透明腔室s的外侧设置有工作梯103,工作梯103位于透明腔室s的前侧。
182.所述透明腔室s的顶部安装有指示灯108,透明腔室s的后侧开设有平台后门109,透明腔室s前侧的外壁上设置有物料输送装置调速旋钮105、若干物理按键106和显示屏操作面板107。
183.工作时,使用者踏上所述工作梯103向物料输送装置2中添料,通过若干物理按键106控制整个装置的启动、急停、停止和复位,通过物料输送装置调速旋钮105调控物料输送装置2的输送速度,通过显示屏操作面板107输入工艺参数并显示出各原动件的运动实时参数。当需要对装置进行检修时,使用者通过平台后门109进入透明腔室s进行检修。
184.实施例6:
185.本实施例主要结构同实施例5,进一步,参见图3,所述物料输送装置2包括送料口201、调速电机202、同步带轮203、同步带204、传送带205、出料口206和安装板207。
186.所述安装板207安装在物料输送装置机架110上,开口朝上的矩形槽208固定在安装板207上,矩形槽208的两端敞口。
187.所述传送带205安装在矩形槽208内,传送带205的驱动轴伸出矩形槽208的侧壁并通过同步带204与同步带轮203连接,同步带轮203安装在调速电机202的输出轴上,调速电机202固定在矩形槽208的下表面。
188.所述送料口201和出料口206均固定在矩形槽208上且分别位于矩形槽208的两端,送料口201位于传送带205上方且伸出透明腔室s的前侧。工作时,使用者向所述送料口201添料。
189.实施例7:
190.本实施例主要结构同实施例6,进一步,参见图6,所述铺贴平台移动装置5包括铺贴平台基板501、导轨502、滑块503、安装块504、铺贴平台安装板505、丝杠506、限位光电传感器507和移动电机508。
191.所述铺贴平台基板501固定在铺贴平台移动装置机架111上,相互平行的两根导轨502间隔布置在铺贴平台基板501上,每根导轨502上安装有若干滑块503,每个滑块503上连接有安装块504,铺贴平台安装板505固定在若干安装块504上。
192.所述移动电机508和两个限位光电传感器507均固定在铺贴平台基板501上,移动电机508的输出端与丝杠506连接,丝杠506位于两根导轨502之间且平行于导轨502,两个限位光电传感器507沿丝杠506间隔布置。
193.所述丝杠506上旋有螺母,螺母与铺贴平台安装板505连接。
194.所述铺贴装置基板401固定在铺贴平台安装板505上,工作时,移动电机508带动铺贴平台安装板505沿导轨502滑动,带动铺贴头406靠近筒体外壁或回退。
195.实施例8:
196.本实施例主要结构同实施例7,进一步,参见图4,所述物料整理装置3包括整理装置基板301、振动筛302、破片收集盘303、破片排序轨道304、第一光纤传感器305、直线轨道306、直线振动器307、直振基座308、第二光纤传感器309和曲线轨道310。
197.所述整理装置基板301固定在铺贴平台安装板505上,振动筛302和直振基座308固定在整理装置基板301上,直线振动器307安装在直振基座308上。
198.所述破片收集盘303安装在振动筛302上且位于出料口206的正下方,破片收集盘303为平面朝下的球缺结构。
199.所述破片收集盘303的边缘与轨道本体焊接,轨道本体为轴线竖直且开设有中央通孔的圆柱体,破片收集盘303与轨道本体的内壁焊接且靠近轨道本体的下端口。
200.所述轨道本体上设置有破片排序轨道304,破片排序轨道304包括依次连接且呈螺旋上升的第一层轨道s1、第二层轨道s2、第三层轨道s3、第四层轨道s4和第五层轨道s5。
201.所述轨道本体的顶部开设有螺旋状的破片回收槽,破片回收槽的最下端与破片收集盘303连通,第一层轨道s1、第二层轨道s2和第三层轨道s3位于轨道本体面向破片收集盘303的内壁上,第四层轨道s4连接在第三层轨道s3与破片回收槽r4之间,第五层轨道s5位于轨道本体面向破片回收槽r4的内壁上。
202.待铺贴破片为长方体结构,待铺贴破片的尺寸为a
×b×
c,a>b>c>0,所述第一层轨道s1的下端与破片收集盘303连接,第一层轨道s1和第二层轨道s2的螺旋平面宽度等于a,第三层轨道s3上设置有螺旋状的内侧加装挡板,第三层轨道s3的螺旋平面宽度等于b。
203.所述第三层轨道s3与第四层轨道s4的接壤处设置有台阶面,第四层轨道s4上设置有盖板,盖板与第四层轨道s4底部的间距为b,第五层轨道s5的螺旋平面宽度等于c,第五层轨道s5的上端与螺旋状的输出轨道连接,输出轨道安装在轨道本体顶部。
204.所述输出轨道与直线轨道306连接,直线轨道306安装在直线振动器307上,直线轨道306与曲线轨道310连接,曲线轨道310的出口与铺贴头盖板407的开口对应且存在间隙。
205.所述直线轨道306上安装有第一光纤传感器305和第二光纤传感器309,第一光纤传感器305靠近输出轨道,第二光纤传感器309靠近曲线轨道310。
206.工作时,若干所述待铺贴破片经出料口206落入破片收集盘303,启动振动筛302,若干待铺贴破片在破片排序轨道304中层层筛选,有序的若干待铺贴破片进入直线轨道306,启动直线振动器307,有序的若干待铺贴破片经曲线轨道310进入铺贴头盖板407的通道内,铺贴气缸402通过推杆404将待铺贴破片推出并铺贴在筒体外壁上,铺贴气缸402来回推动,重复铺贴。
207.若干所述待铺贴破片经出料口206在破片排序轨道304上移动时,位于第二层轨道s2上且摆姿不符合第三层轨道s3宽度要求的待铺贴破片从第二层轨道s2和第三层轨道s3
的连接处落入破片收集盘303,位于第三层轨道s3上且摆姿高度为a的待铺贴破片在台阶面作用下翻转进入第四层轨道s4或在第四层轨道s4的盖板阻挡下落入破片收集盘303,位于第四层轨道s4上且摆姿不符合第五层轨道s5宽度要求的待铺贴破片从第四层轨道s4和第五层轨道s5的连接处落入破片回收槽,破片回收槽中的待铺贴破片回传至破片收集盘303。
208.实施例9:
209.本实施例主要结构同实施例8,进一步,所述振动筛302通过其橡胶脚座的限制圈与整理装置基板301固定。
210.实施例10:
211.本实施例主要结构同实施例4,进一步,所述平台外部防护框架101由铝合金型材制成,透明挡板102由透明亚克力板制成。
212.实施例11:
213.本实施例主要结构同实施例4,进一步,所述第二检测装置7c包括均安装在平台外部防护框架101上的第一补光灯源和第一摄像头。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。